



1.绝对尺寸/增量尺寸编程
(1)绝对尺寸编程 是根据预先设定的编程原点,计算出各轴移动到终点的绝对坐标值来迸行编程的一种方法,也称为绝对值编程法。采用绝对尺寸编程时,首先要设定编程原点。
(2)增量尺寸编程 是根据与前一个位置的坐标增量值来迸行编程的一种方法,即用各轴的位移量直接编程的方法,称为增量尺寸编程法。
(3)混合尺寸编程 也称混合编程法,即绝对尺寸编程与增量尺寸编程混合起来迸行编程的方法。混合尺寸编程可以免去编程时一些尺寸值的计算。混合尺寸编程时,也必须先设定编程原点。
绝对尺寸编程时,尺寸宇用X、Y、Z表示;采用增量尺寸编程时,尺寸宇用U、V、W表示。数控车床分别采用X、Z和U、W表示绝对尺寸和增量尺寸。
编程举例:
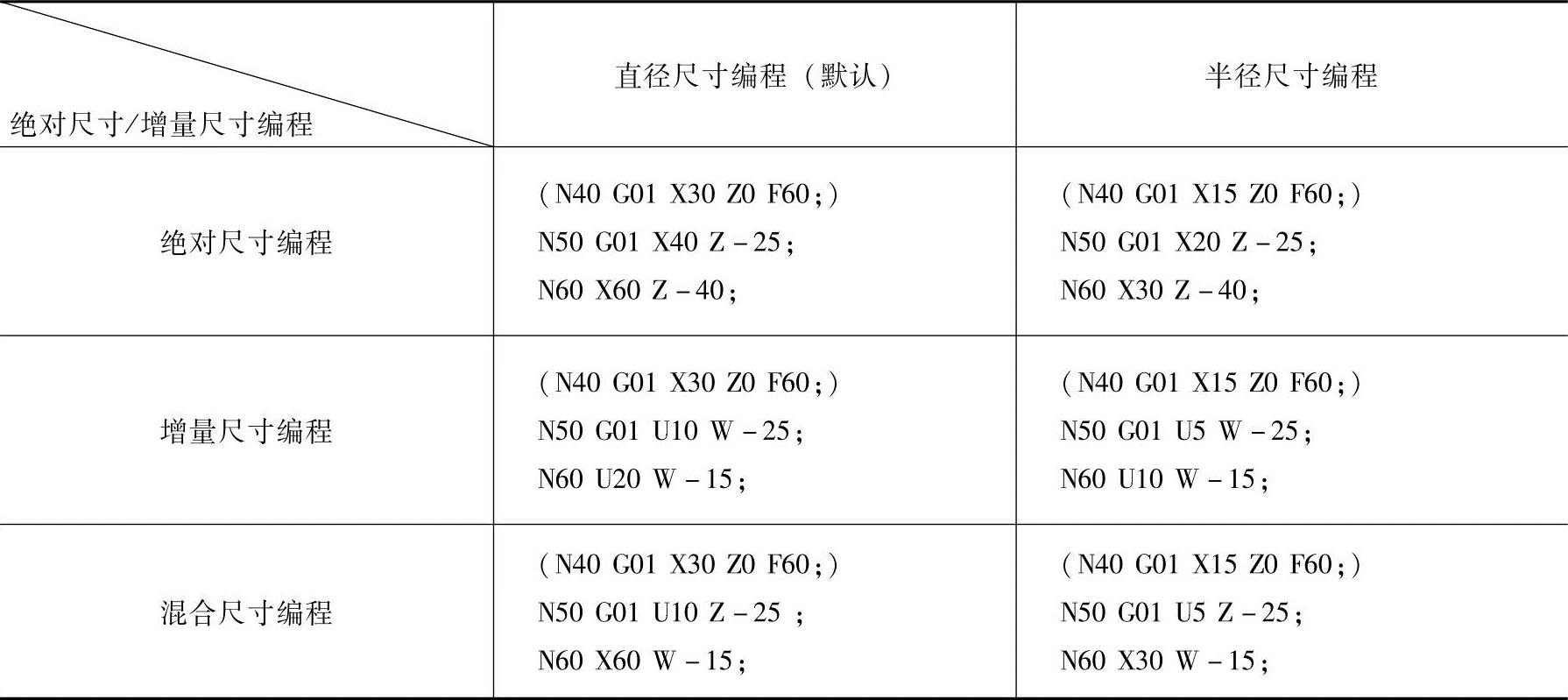
如图4-4所示,刀具从P0点经P1点运动到P2点,采用不同方法编程时的程序见表4-3。
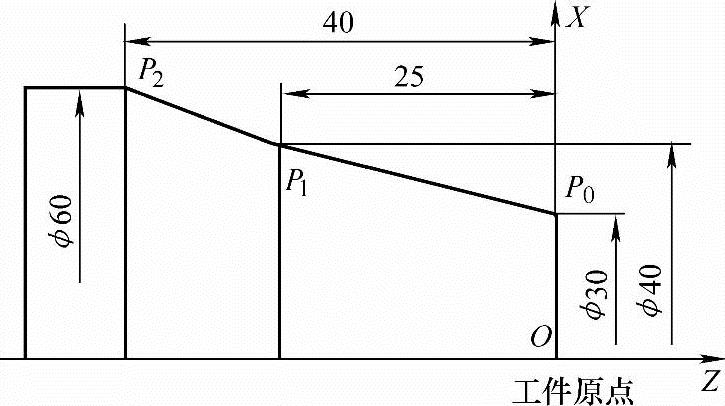
图4-4 多种编程法举例
表4-3 不同方法编程时的程序(https://www.xing528.com)
2.半径尺寸/直径尺寸编程
由于数控车床加工的是回转体类零件,其横断面为圆形,故X轴方向的尺寸有直径指定和半径指定两种方法,具体采用哪种方法要由系统的参数决定。采用直径尺寸编程时,称为直径尺寸编程法;采用半径尺寸编程时,称为半径尺寸编程法。如图4-4所示,刀具从P0点经P1点运动到P2点,采用不同方法编程时的程序见表4-3。
数控车床出厂时均设定为直径尺寸编程,所以在编程时,与X轴有关的各项尺寸一定要用直径尺寸编程。如需用半径尺寸编程,则要改变系统中的相关参数,使系统处于半径尺寸编程状态。
注意:SINUMERIK 802S/C数控系统用G22/G23指令定义半径/直径尺寸编程,而华中数控的世纪星HNC-21/22T系统的直径/半径尺寸编程采用G36/G37代码。在数控车床编程中,可把X轴方向的终点坐标作为半径尺寸,也可作为直径尺寸,通常将X轴的位置数据用直径尺寸编程更为直观、方便。
3.米制尺寸/寸制尺寸编程(G21/G20)
工程图样中的尺寸标注有米制和寸制两种形式。数控系统可根据所设定的状态,利用代码把所有的几何值转换为米制尺寸或寸制尺寸(刀具补偿值和可设定零点偏置值也作为几何尺寸)。同样,迸给量F的单位也分别为mm/min(in/min)或mm/r(in/r)。该指令为续效指令,系统通电后,机床处在米制状态。
注意:数控系统不同,米制/寸制尺寸指令不同。FANUC系统采用G21/G20代码,而SI-EMENS和FAGOR系统则采用G71/G70代码。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。