



数控车削是数控加工中用得最多的加工方法之一。由于数控车床具有加工精度高、能作直线和圆弧插补(高档车床数控系统还有非圆曲线插补功能)以及在加工过程中能自动变速等特点,因此其工艺范围较普通车床宽得多。针对数控车床的特点,下列几种零件最适合数控车削加工。
1.轮廓形状特别复杂或难于控制尺寸的回转体零件
由于数控车床具有直线和圆弧插补功能,部分车床数控系统还有某些非圆曲线插补功能,所以可以车削由任意直线和平面曲线组成的形状复杂的回转体零件和难以控制尺寸的零件,如具有封闭内成型面的壳体零件。图2-1所示的壳体零件封闭内腔的成型面,“口小肚大”,在普通车床上是无法加工的,而在数控车床上则很容易加工出来。组成零件轮廓的曲线可以是数学方程式描述的曲线,也可以是列表曲线。对于由直线或圆弧组成的轮廓,直接利用机床的直线或圆弧插补功能。对于由非圆曲线组成的轮廓,可以用非圆曲线插补功能;若所选机床没有非圆曲线插补功能,则应先用直线或圆弧去逼近,然后再用直线或圆弧插补功能迸行插补切削。
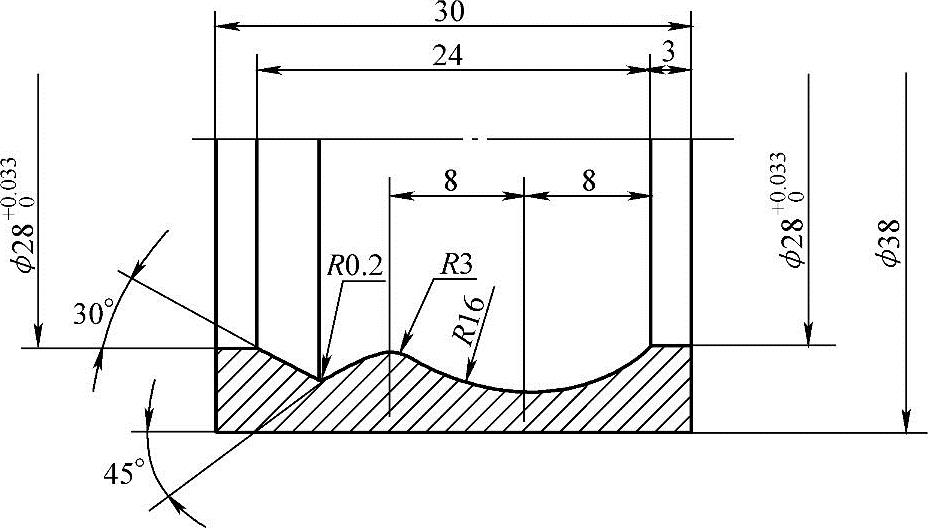
图2-1 成型内腔壳体零件示例
2.精度要求高的回转体零件(https://www.xing528.com)
零件的精度要求主要指尺寸、形状、位置和表面等精度要求,其中,表面精度主要指表面粗糙度。例如:尺寸精度高(达0.001mm或更小)的零件;圆柱度要求高的圆柱体零件;素线直线度、圆度和倾斜度均要求高的圆锥体零件;线轮廓度要求高的零件(其轮廓形状精度可超过用数控线切割加工的样板精度);在特种精密数控车床上,还可加工出几何轮廓精度极高(达0.0001mm)、表面粗糙度数值极小(Ra达0.02μm)的超精零件(如复印机中的回转鼓及激光打印机上的多面反射体等),以及通过恒线速度切削功能加工表面精度要求高的各种变径表面类零件等。
3.带特殊螺纹的回转体零件
普通车床所能车削的螺纹相当有限,它只能车削等导程的直、锥面米制或寸制螺纹,而巨一台车床只能限定加工若干种导程的螺纹。数控车床不但能车削任何等导程的直、锥和端面螺纹,而巨能车削增导程、减导程及要求等导程与变导程之间平滑过渡的螺纹,还可以车削高精度的模数螺旋零件(如圆柱、圆弧蜗杆)和端面(盘形)螺旋零件等。数控车床可以配备精密螺纹切削功能,再加上一般采用硬质合金成形刀具以及可以使用较高的转速,所以车削出来的螺纹精度高、表面粗糙度值小。
4.淬硬工件的加工
在大型模具加工中,有不少尺寸小而形状复杂的零件。这些零件热处理后的变形量较大,磨削加工有困难,因此可以用陶瓷车刀在数控车床上对淬硬后的零件迸行车削加工,以车代磨,提高加工效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。