



1.锻件清理工作的基本类型(见表7-24
表7-24 锻件清理工作的基本类型
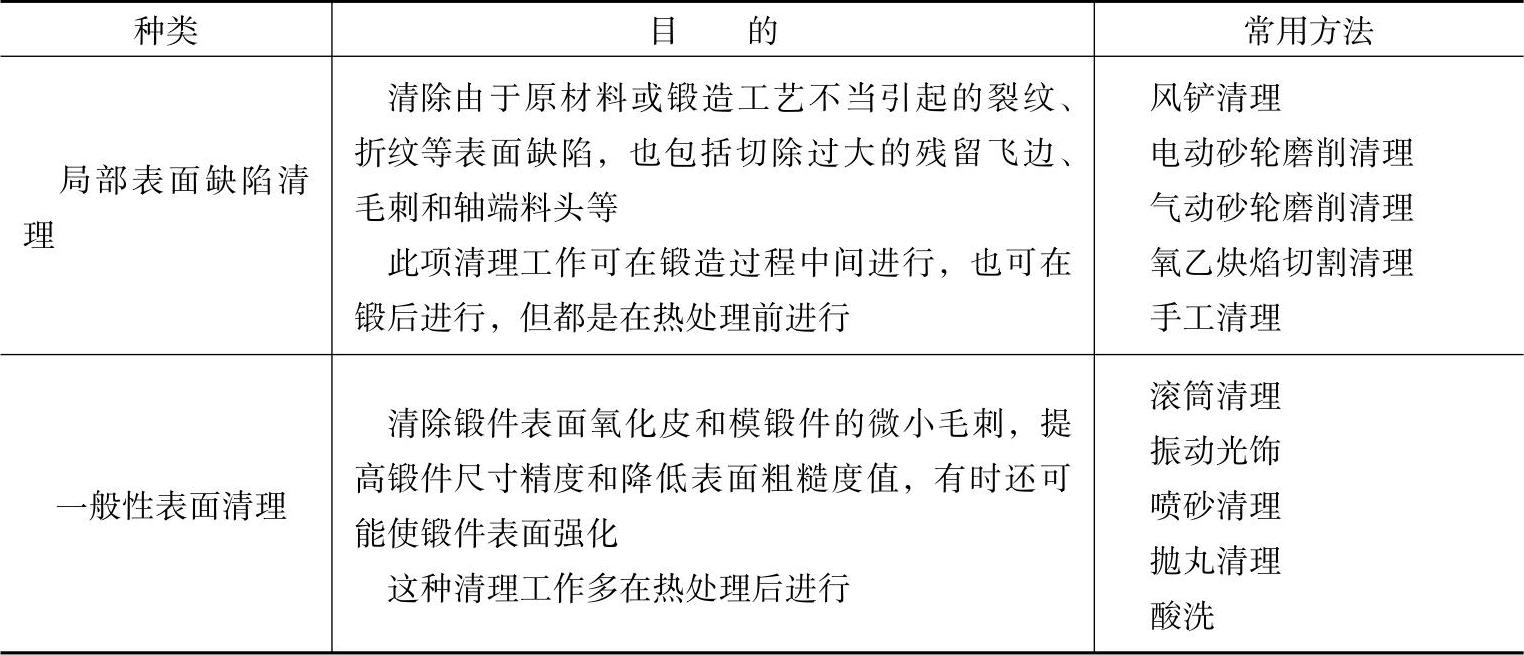
2.局部表面缺陷清理
清理后的表面必须是圆滑的,清理深度也有一定限度。清理工具的类型如下:
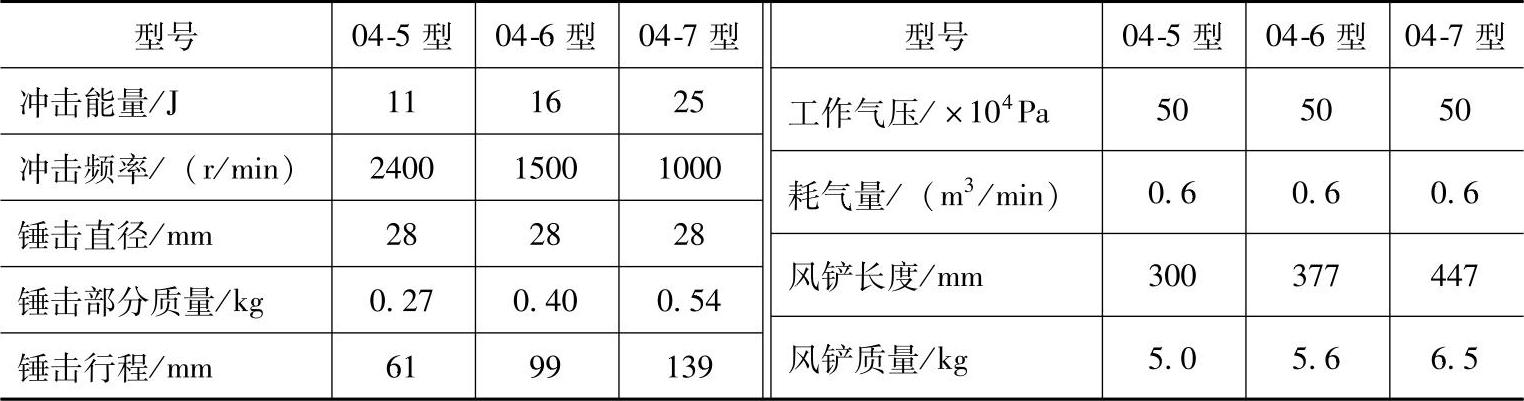
(1)风铲的型号和性能(见表7-25
表7-25 常用风铲的型号和性能
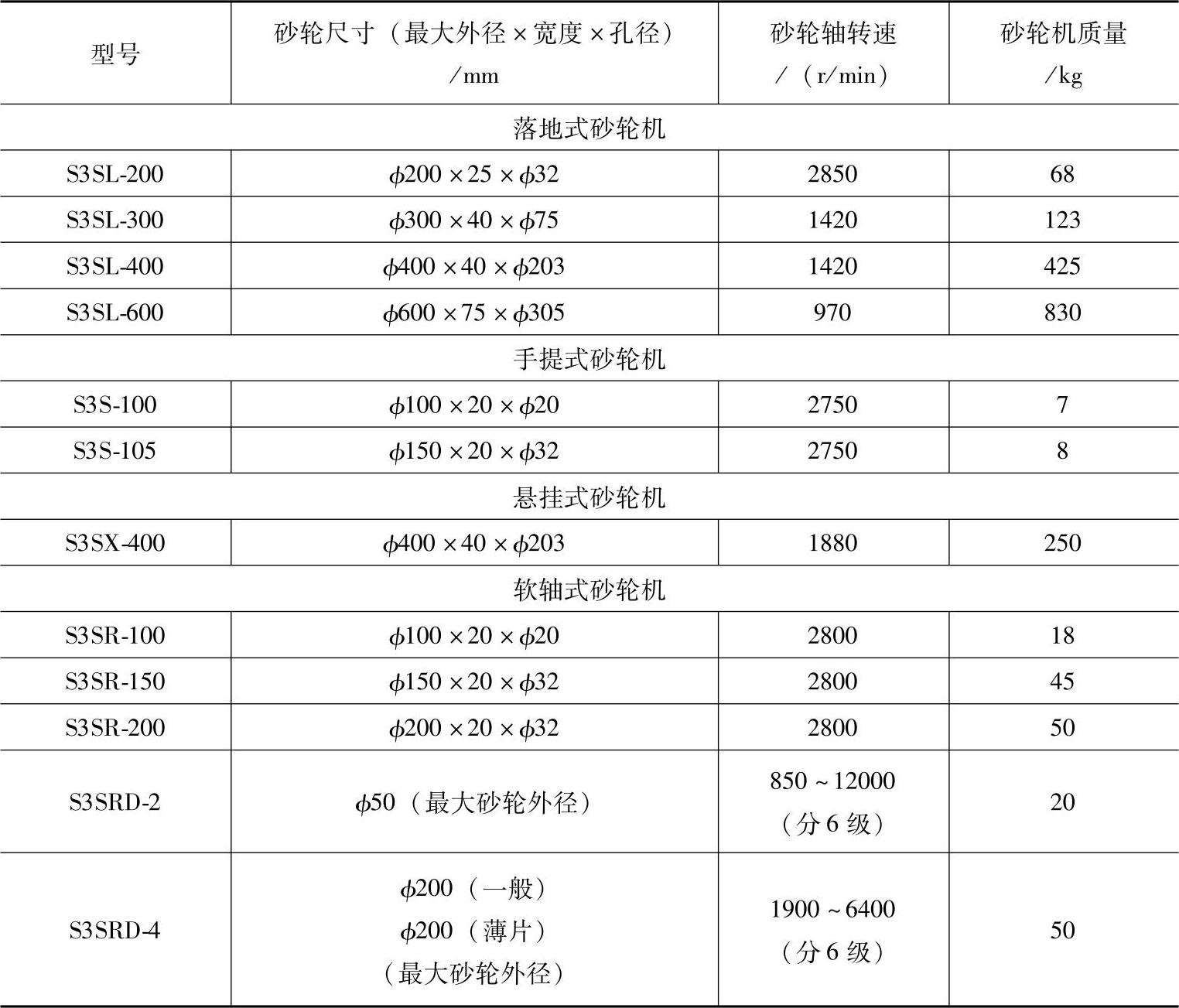
(2)电动砂轮机的型号和性能(见表7-26
表7-26 常用电动砂轮机的型号和性能
(3)气动砂轮机的性能(见表7-27)
(4)气动圆盘磨光机 这也是一种气动砂轮机,其砂轮旋转平面与前一种砂轮机垂直,多用于水平方向上的修模工作,性能见表7-28。
表7-27 常用气动砂轮机的性能
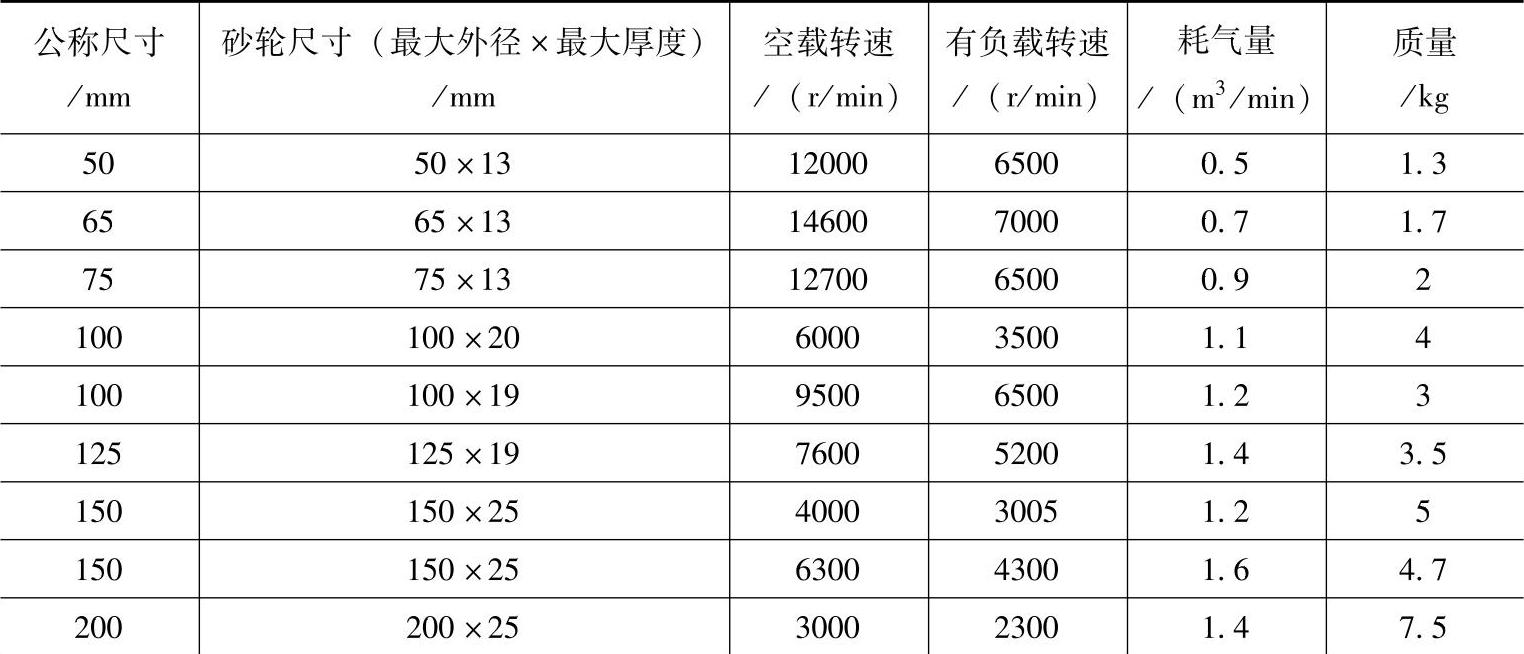
表7-28 气动圆盘磨光机的性能

(5)氧乙炔焰切割 见第2章气割下料。 3.一般性表面清理
(1)滚筒清理 把锻件放在旋转的滚筒中,靠互相撞击和研磨,除掉氧化皮和毛刺。适用于不怕冲击的小型锻件。为提高清理效果,一般要在滚筒内加入锯木屑、硅砂等做磨料,有时也向筒内喷抛金属丸。
1)圆形清理滚筒的型号和性能见表7-29。
表7-29 圆形清理滚筒的型号和性能

2)抛丸清理滚筒的型号和性能见表7-30。
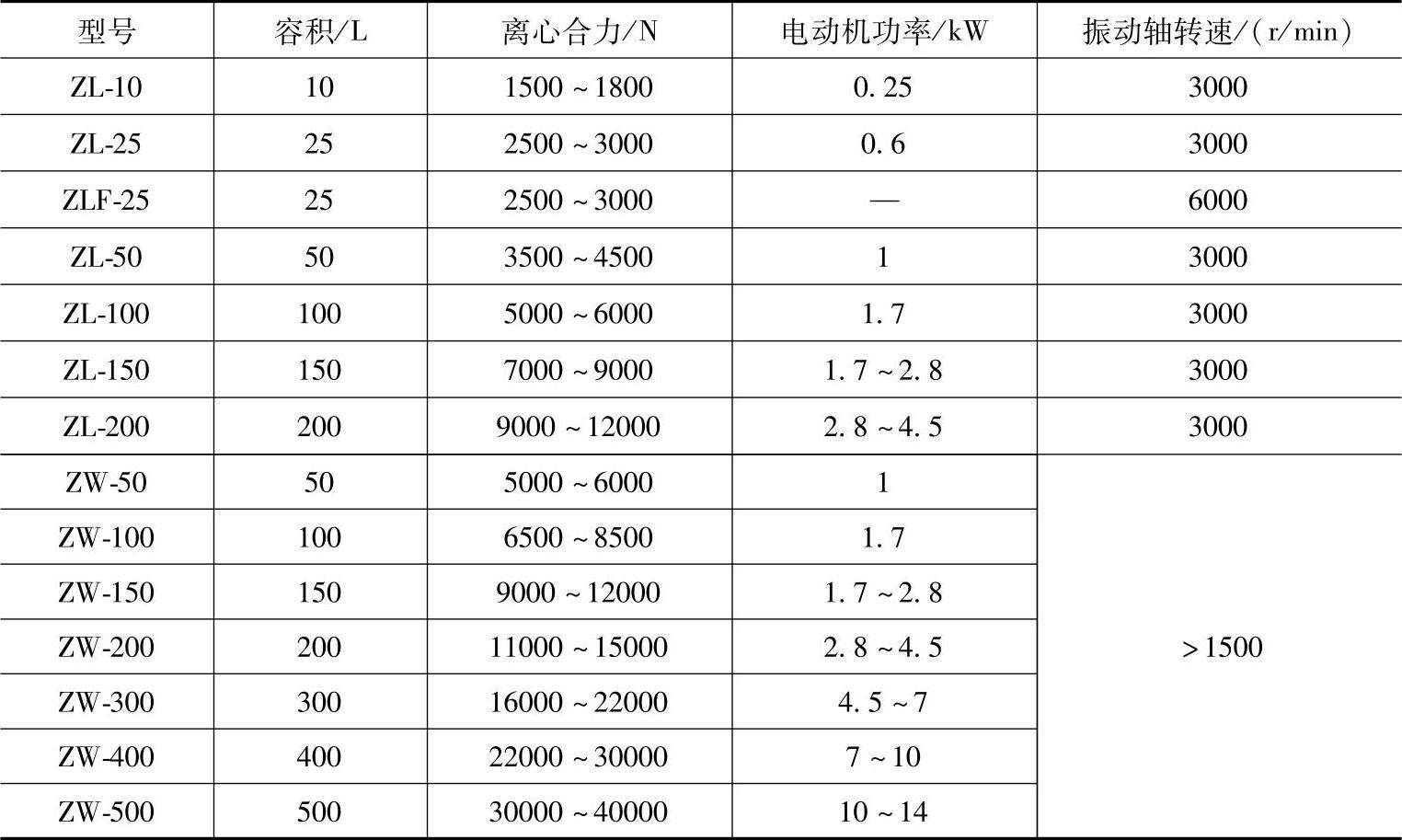
(2)振动光饰 把锻件混合一定配比的磨料放在容器中,靠振动使它们互相撞击、研磨,除掉氧化皮和毛刺。工作原理与滚筒相同,适用于技术要求较高的小型锻件。振动光饰机的型号和性能见表7-31。
表7-30 抛丸清理滚筒的型号和性能
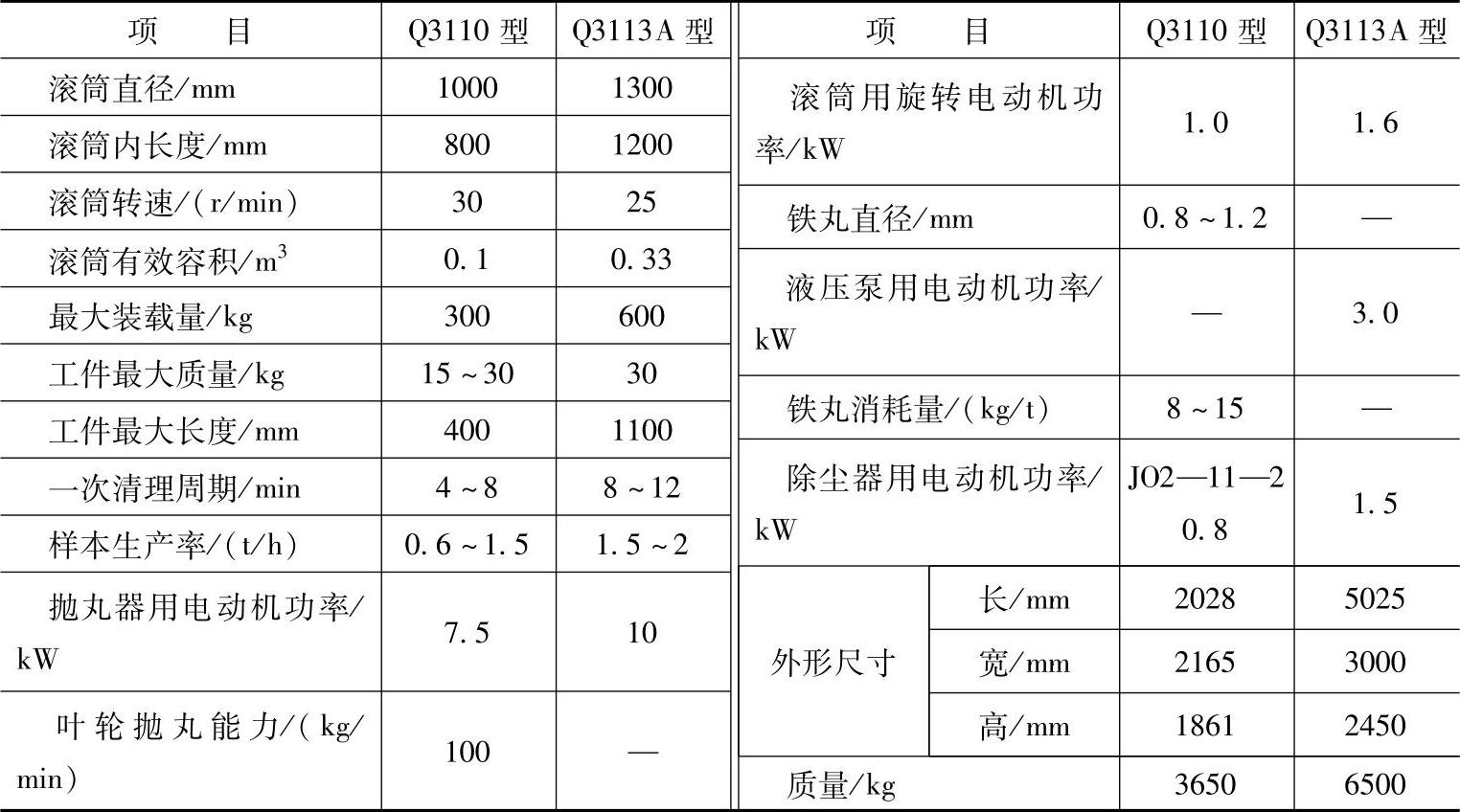
表7-31 振动光饰机的型号和性能
(3)喷砂清理 喷砂或喷丸是以压缩空气为动力,把硅砂或金属丸喷射到锻件表面而达到清理目的。这种清理方法适用于各种形状、各种质量的锻件但生产效率低,设备投资和对环境污染都很大,一般只用于小批量的较大锻件喷砂(丸)器的型号和性能见表7-32。
喷丸清理有可能使锻件表面强化,硬度提高30%~40%。
表7-32 喷砂(丸)器的型号和性能
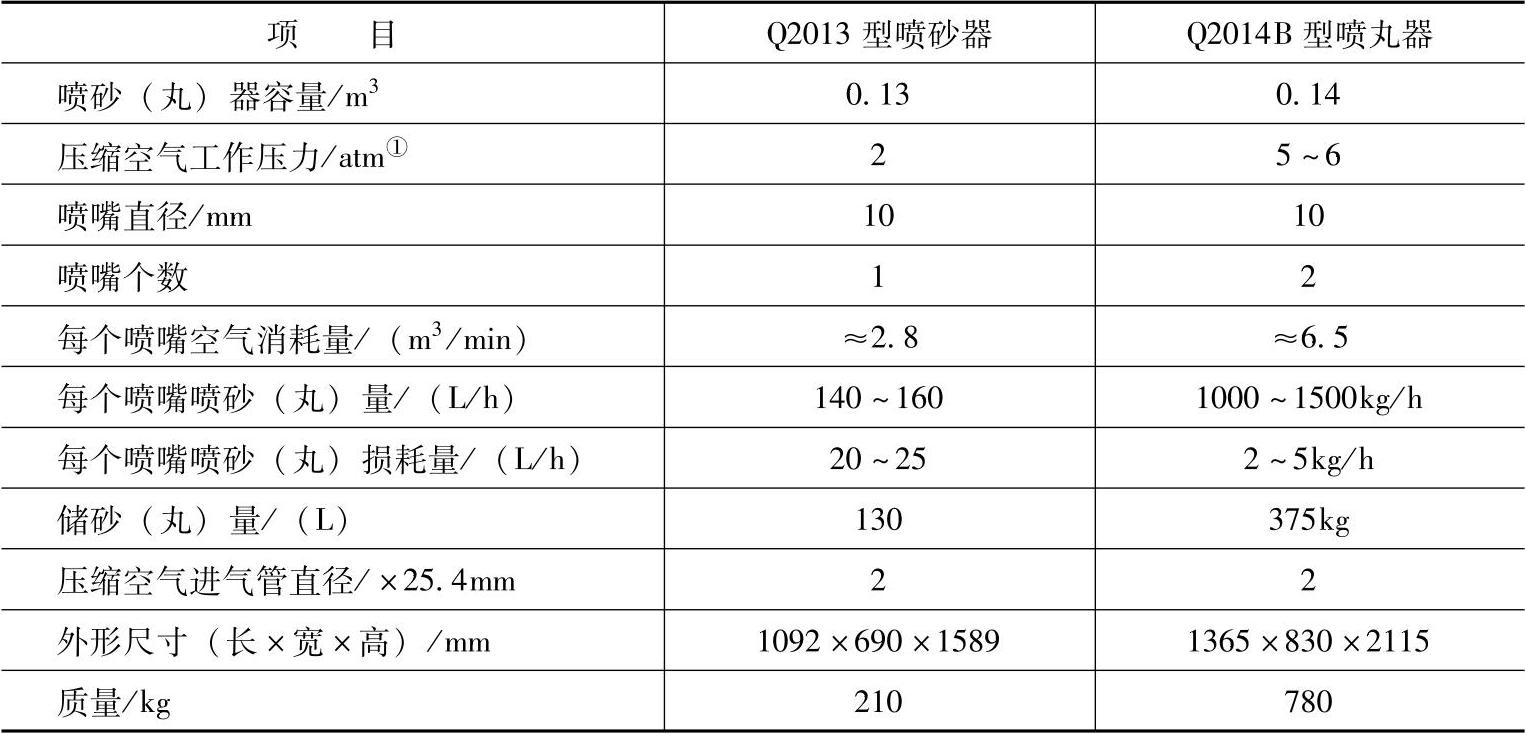
① 1atm=101325Pa
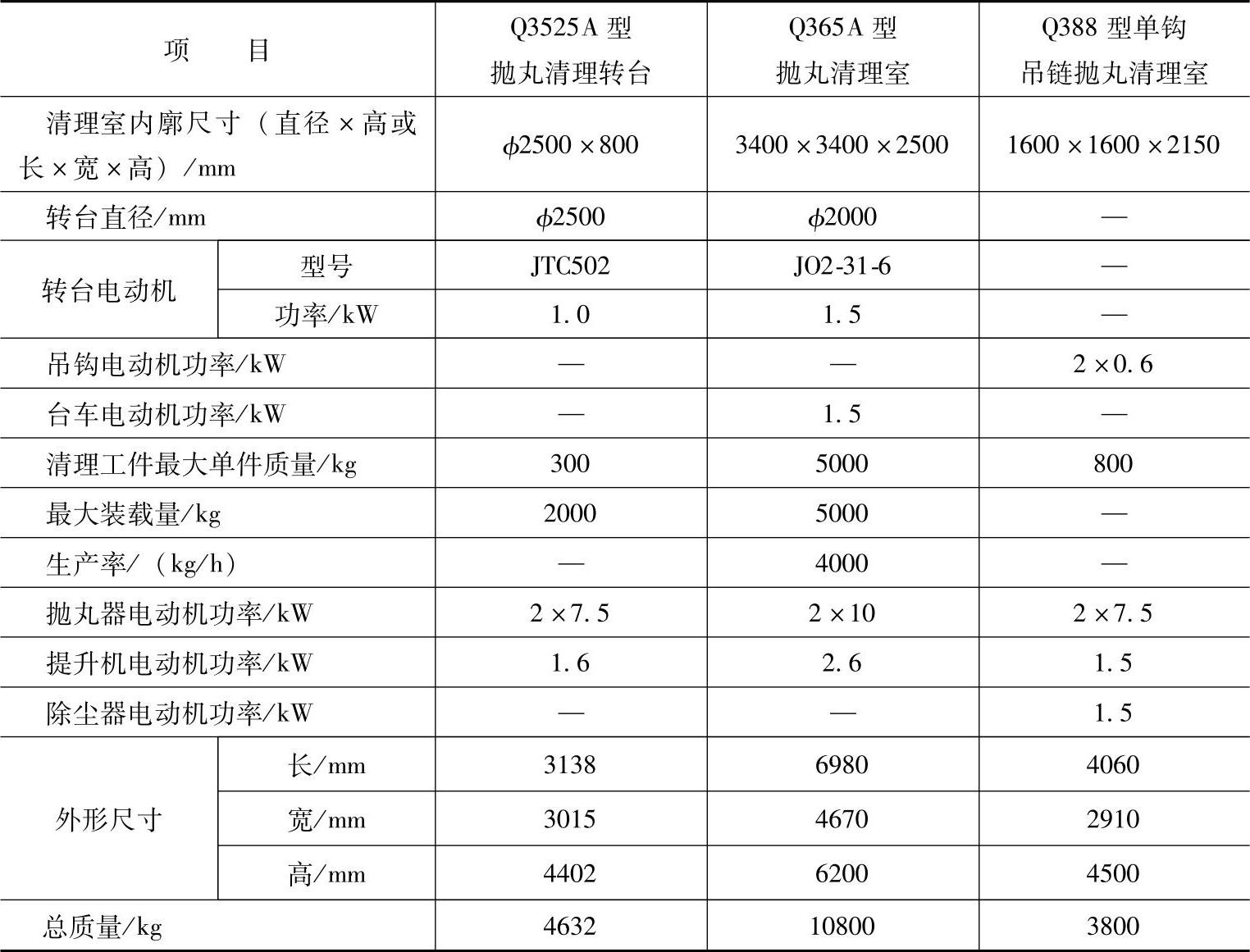
(4)抛丸清理 抛丸清理的原理是:使用电动机驱动的高速旋转叶轮,靠离心力作用,把钢丸抛射到锻件表面而达到清理目的。(https://www.xing528.com)
其余特点与喷砂或喷丸相同。抛丸清理装置的型号和性能见表7-33。
表7-33 抛丸清理装置的型号和性能
(5)液体喷砂 液体喷砂是在传统的干喷砂清理方法基础上发展起来的新技术。它是将砂(磨料)置于水中,用磨液泵和压缩空气,通过喷枪将磨液高速喷射到被加工的工件上,达到对零件表面清理和光饰的目的。液体喷砂工效高,磨料消耗少,能降低工件的表面粗糙度,提高表面的强度。设备安装方便不需单独的工作间,从根本上改变了对环境的污染。
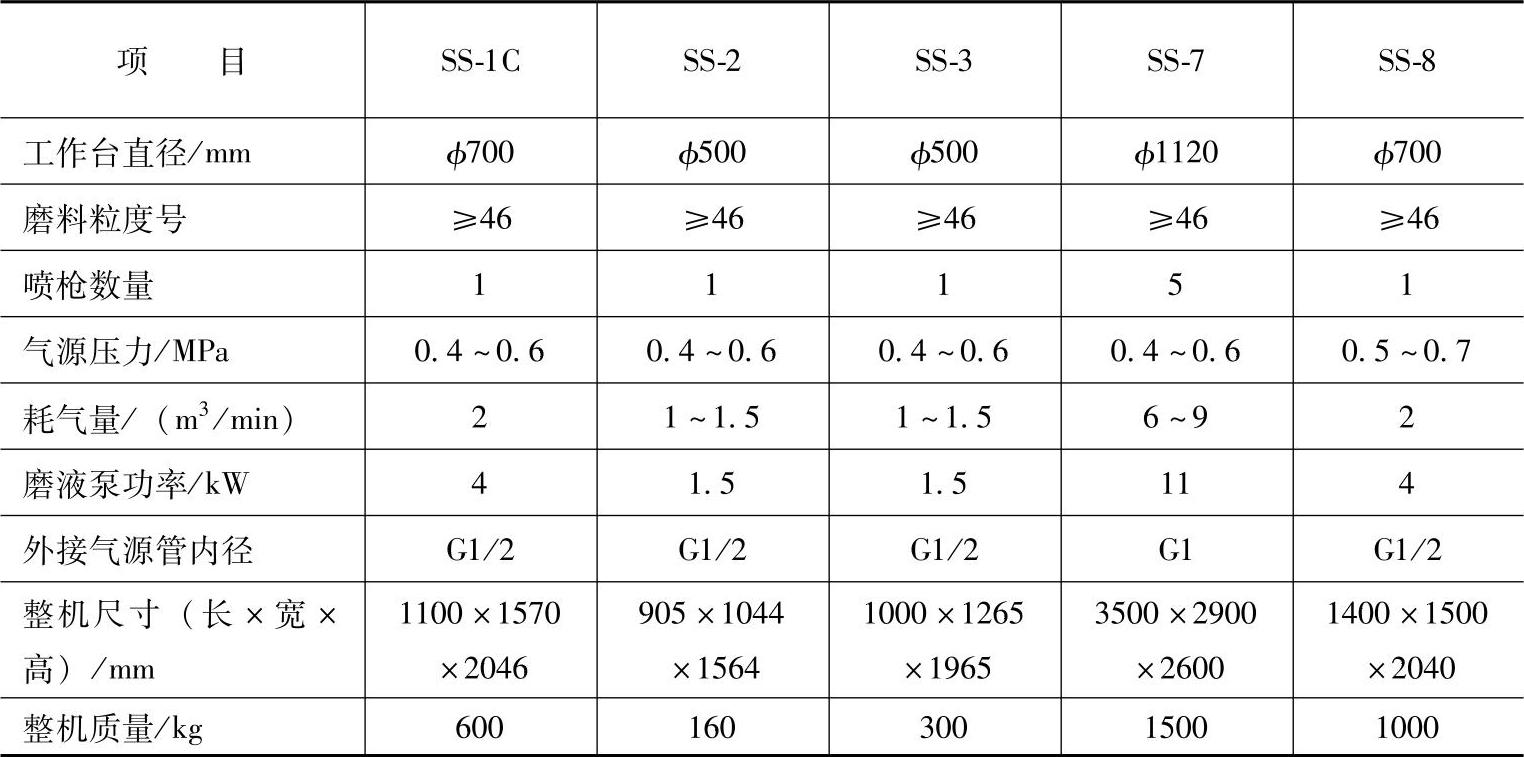
北京长空喷砂设备有限公司生产的液体喷砂机的技术参数见表7-34。
表7-34 液体喷砂机的技术参数
(6)酸洗 酸洗是用酸性液体的腐蚀作用除掉氧化皮。用其他方法难以达到清理效果的复杂部位,用酸洗法都可以清理得很好。
这种方法生产率高,适用于形状复杂、要求高的小型锻件。但酸洗工艺比较复杂,要求有单独的清理场地和许多耐蚀设备,对环境污染很大,必须具备相应的污水处理设备,确保排放达标后才能使用。
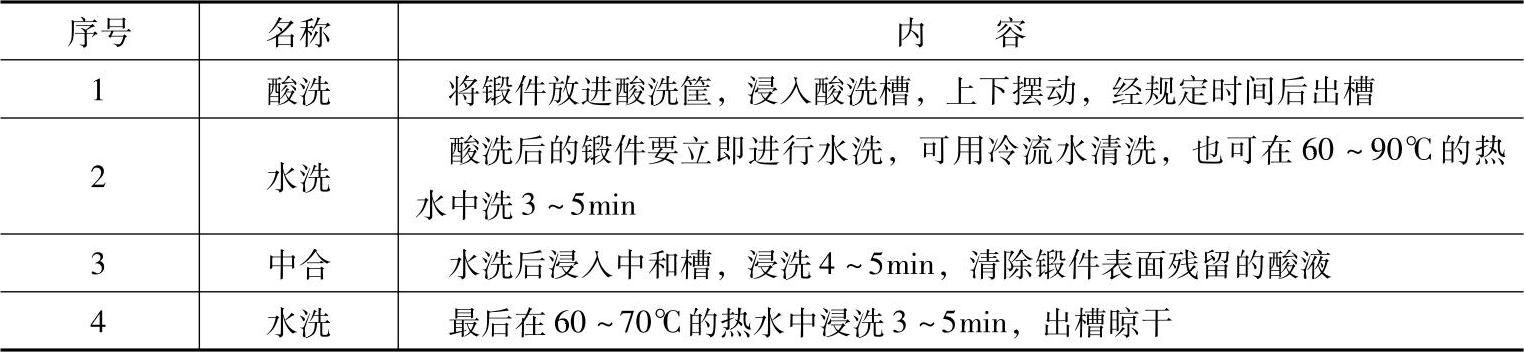
1)酸洗工序(见表7-35)。
表7-35 酸洗工序及其基本操作方法
2)酸洗溶液的工作浓度及酸洗规范见表7-36。
3)中和液的工作浓度及中和规范见表7-37。
4)酸洗设备。酸洗设备主要是酸洗槽,以金属或混凝土制成,里面衬以多层耐酸材料,设有通风口和加热管
表7-36 酸洗液的工作浓度及酸洗规范
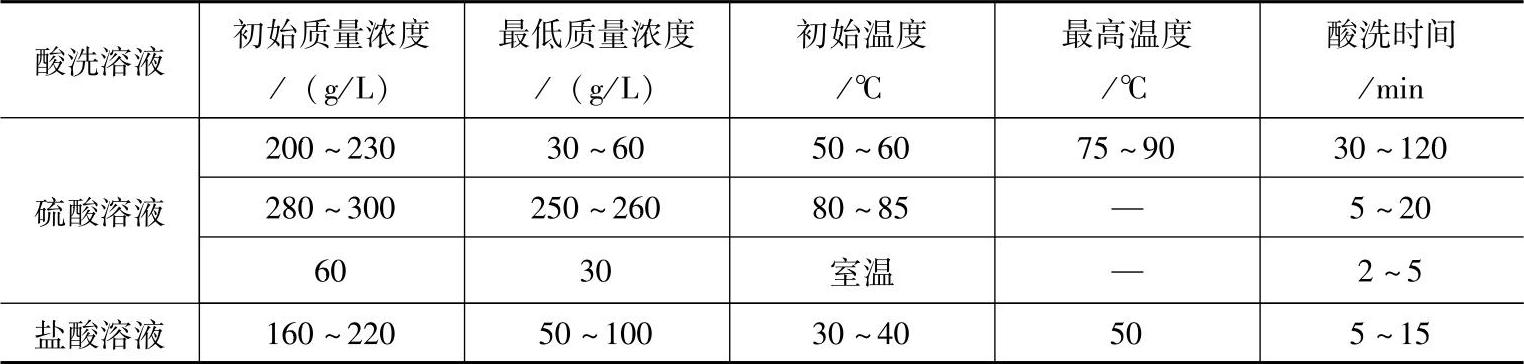
注:1.高浓度硫酸快速酸洗,用于设置有废酸回收处理的设备。
2.低浓度硫酸快速酸洗,将温度为300~400℃的热工件浸入酸洗槽
表7-37 中和液的工作浓度及中和规范

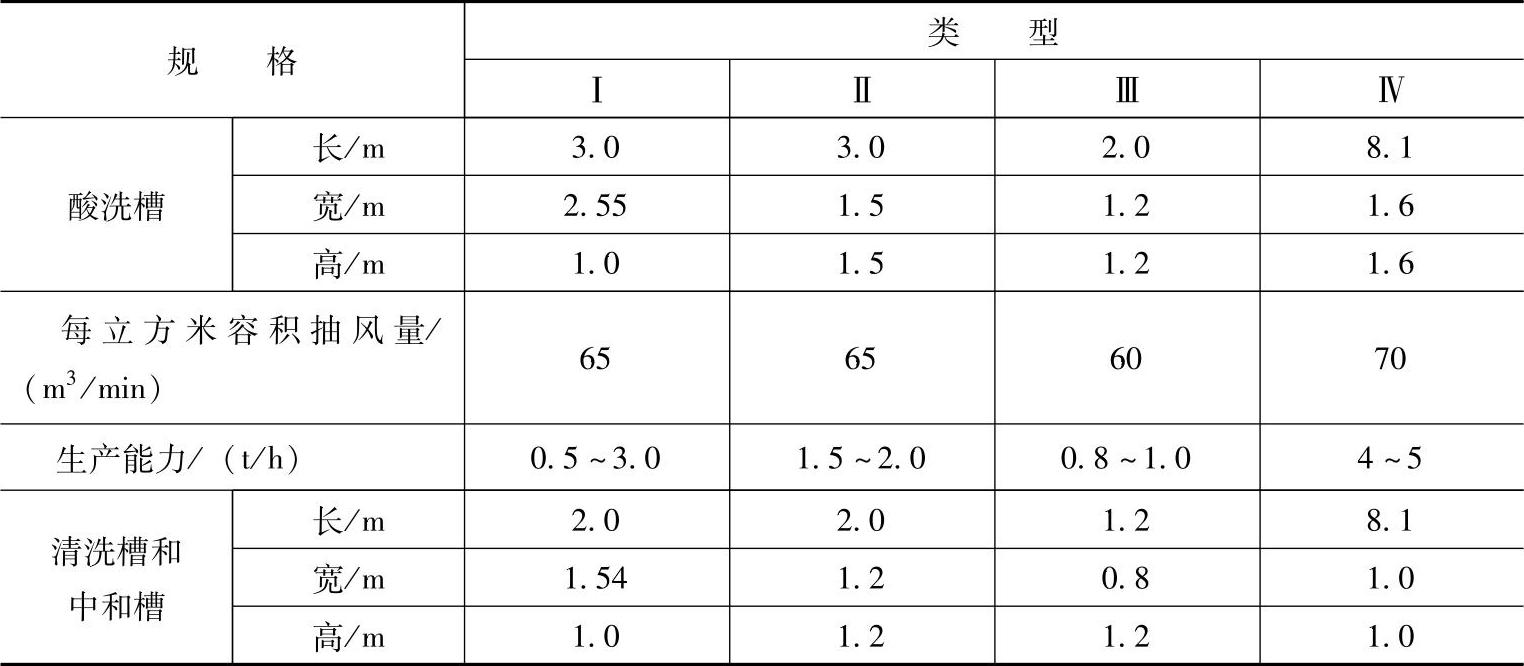
中和槽和清洗槽的容积、结构都与酸洗槽相似,只是耐蚀材料从简,规格见表7-38。
表7-38 常用酸洗槽、中和槽及清洗槽规格
高合金钢及非铁合金的酸洗规范见表7-39、表7-40
表7-39 高合金钢酸洗规范
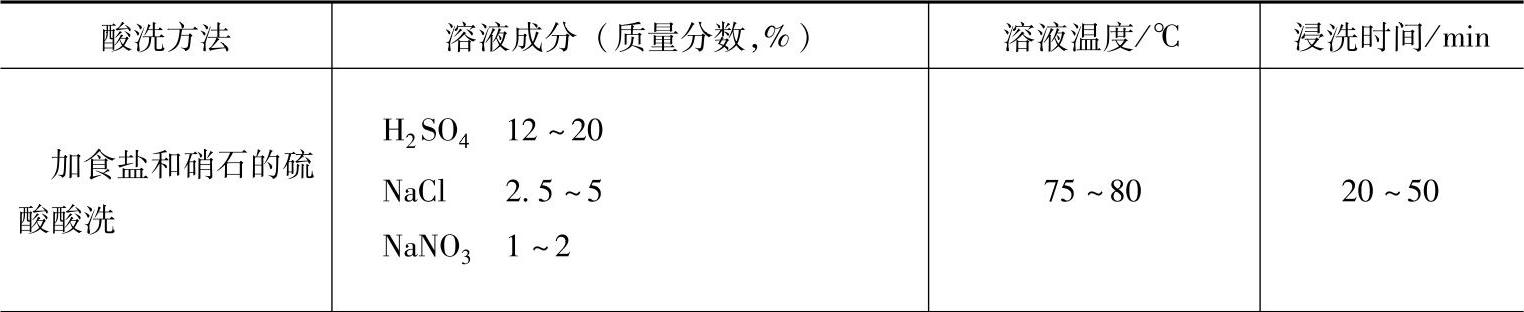
(续)
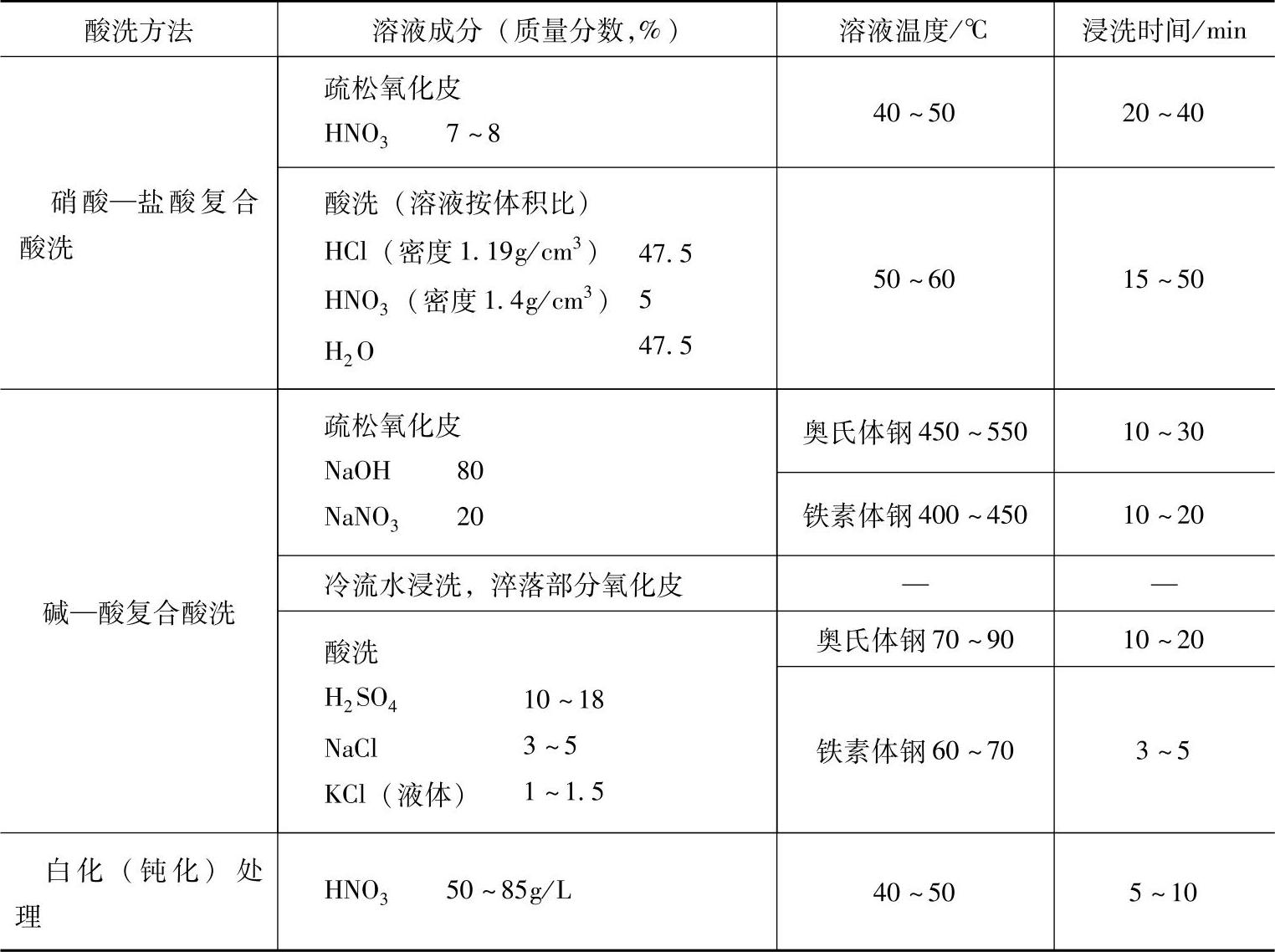
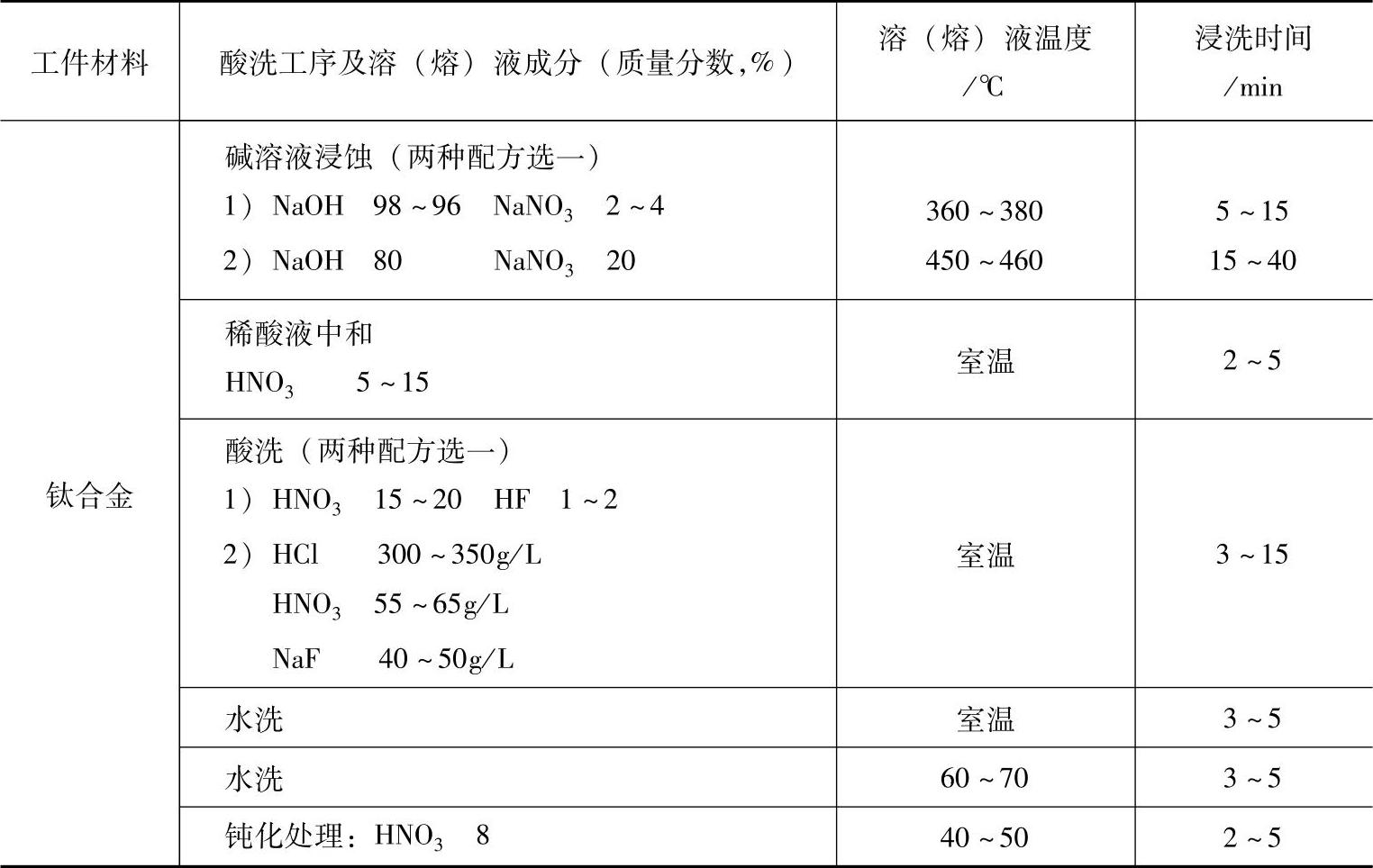
表7-40 非铁合金的酸洗规范
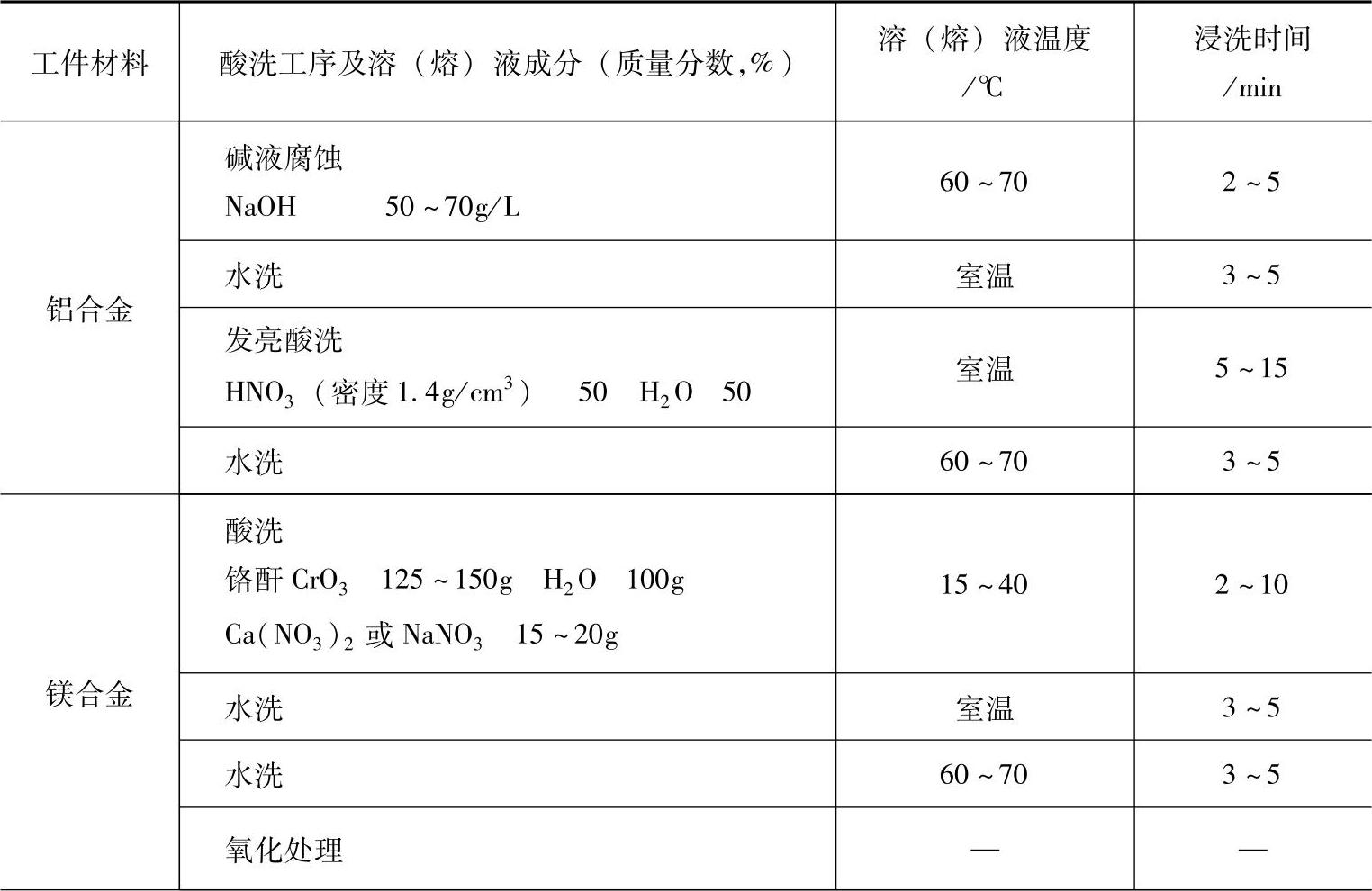
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。