



在锻造生产的各个工序中,由于各种原因常导致锻件的弯曲、扭转变形如果锻件的这种变形超出了锻件图技术条件的允许范围,就必须采用校正工序将变形矫正过来,使锻件的形状和尺寸符合图样的要求。
1.校正方法及应用条件(见表7-7)
表7-7 校正方法及应用条件
2.校正模膛设计
校正模膛是根据锻件图来设计的。热校正时,其冷收缩率比终锻模膛的略小0.2%~0.3%。例如:钢件一般取1%~1.2%,铝合金件一般取0.7%~1%。如果由于某种原因锻件上各处收缩不规则时,校正模膛的收缩量应根据实际情况综合考虑。
(1)锻件形状的简化设计 由于校正模膛在工作中只校正锻件成形后产生的变形,因此,在设计校正模膛时,在保证校正要求的情况下,应力求模膛形状简化、定位可靠、操作方便、制造简单,如图7-1所示。

图7-1 校正锻件的形状在设计模膛时的简化
a)不对称锻件设计成对称模膛 b)半圆形锻件设计成圆形模膛
c)连杆锻件大头部分设计成直通模膛 d)长轴类锻件只设计出杆部校正模膛
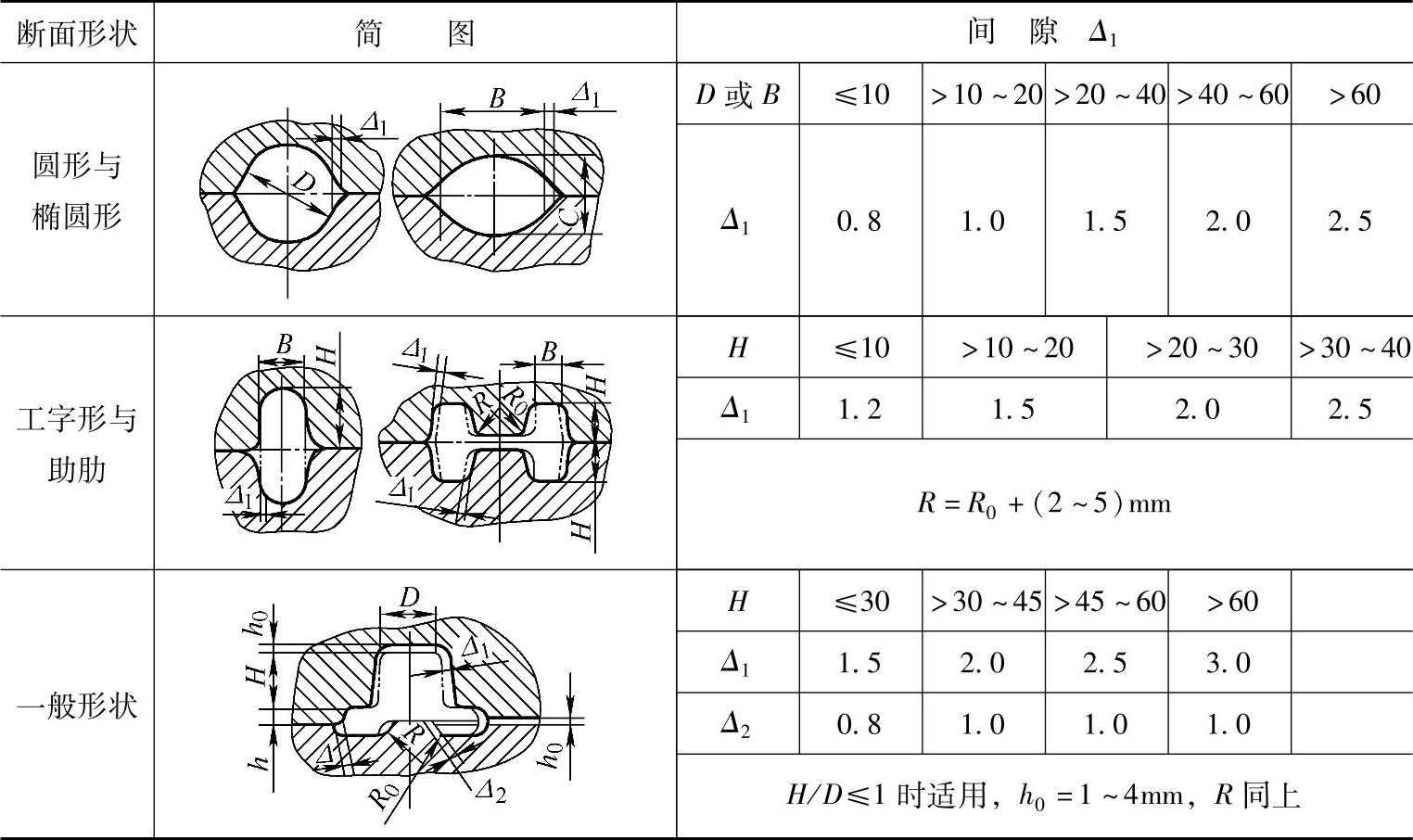
(2)水平方向的间隙 为了使锻件在放入模膛或取出时操作方便,并考虑到锻件在高度方向有欠压现象等,在校正过程中锻件的横向尺寸增大,故在水平方向模膛与锻件之间应留有一定间隙Δ1,其值与锻件的断面形状和大小有关可按表7-8选用。
表7-8 校正模膛与锻件之间的间隙(单位:mm)(https://www.xing528.com)
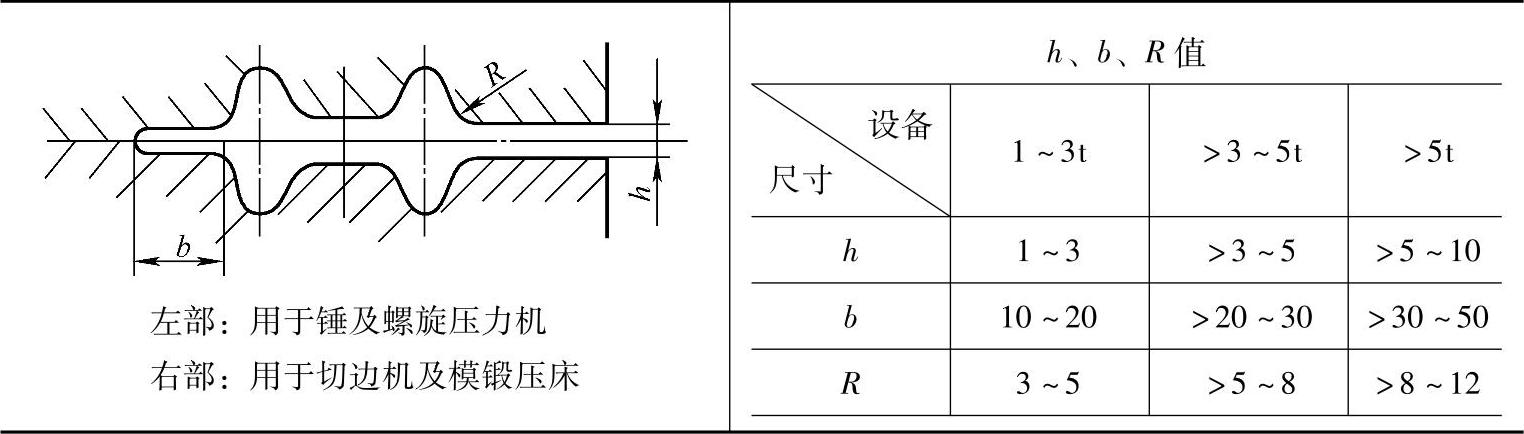
(3)分型面间隙 为便于放置锻件和避免上模压下时因摆动而刮伤锻件校正模膛沿分型面的周边倒成较大圆角。分型面间隙见表7-9。
表7-9 分型面间隙(单位:mm)
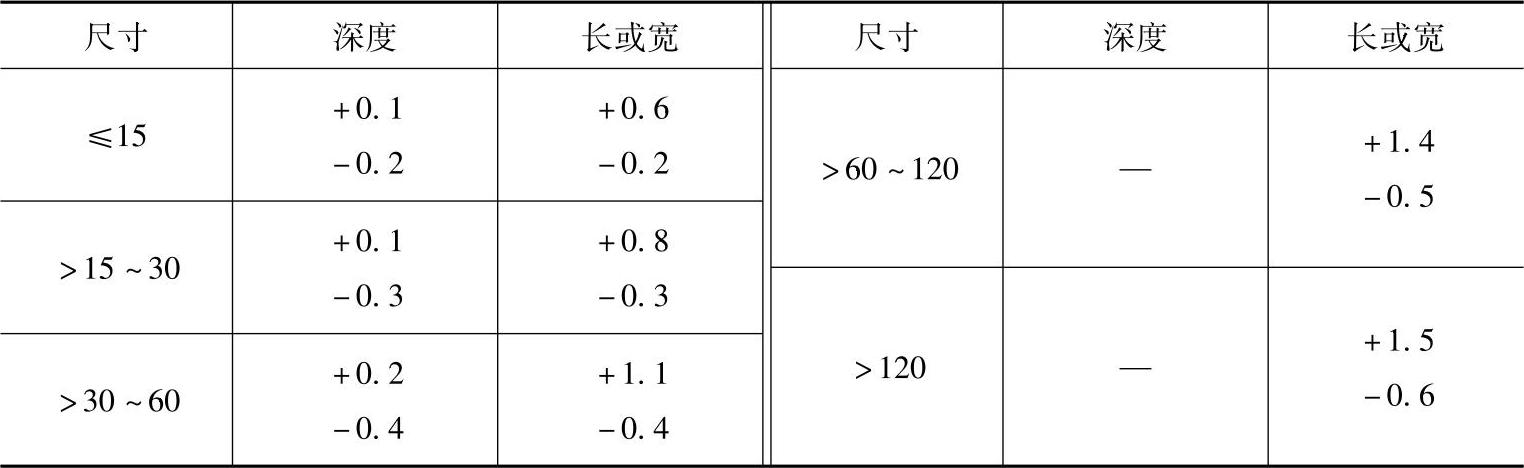
(4)校正模膛公差 校正模膛的表面粗糙度Ra为0.8μm,其制造公差可按表7-10选取。校正模膛上、下模的合模误差应小于一般模膛。
表7-10 校正模膛公差(单位:mm)
(5)模膛的间距与壁厚 校正模膛的间距与壁厚按校正部分形状来确定见表7-11。
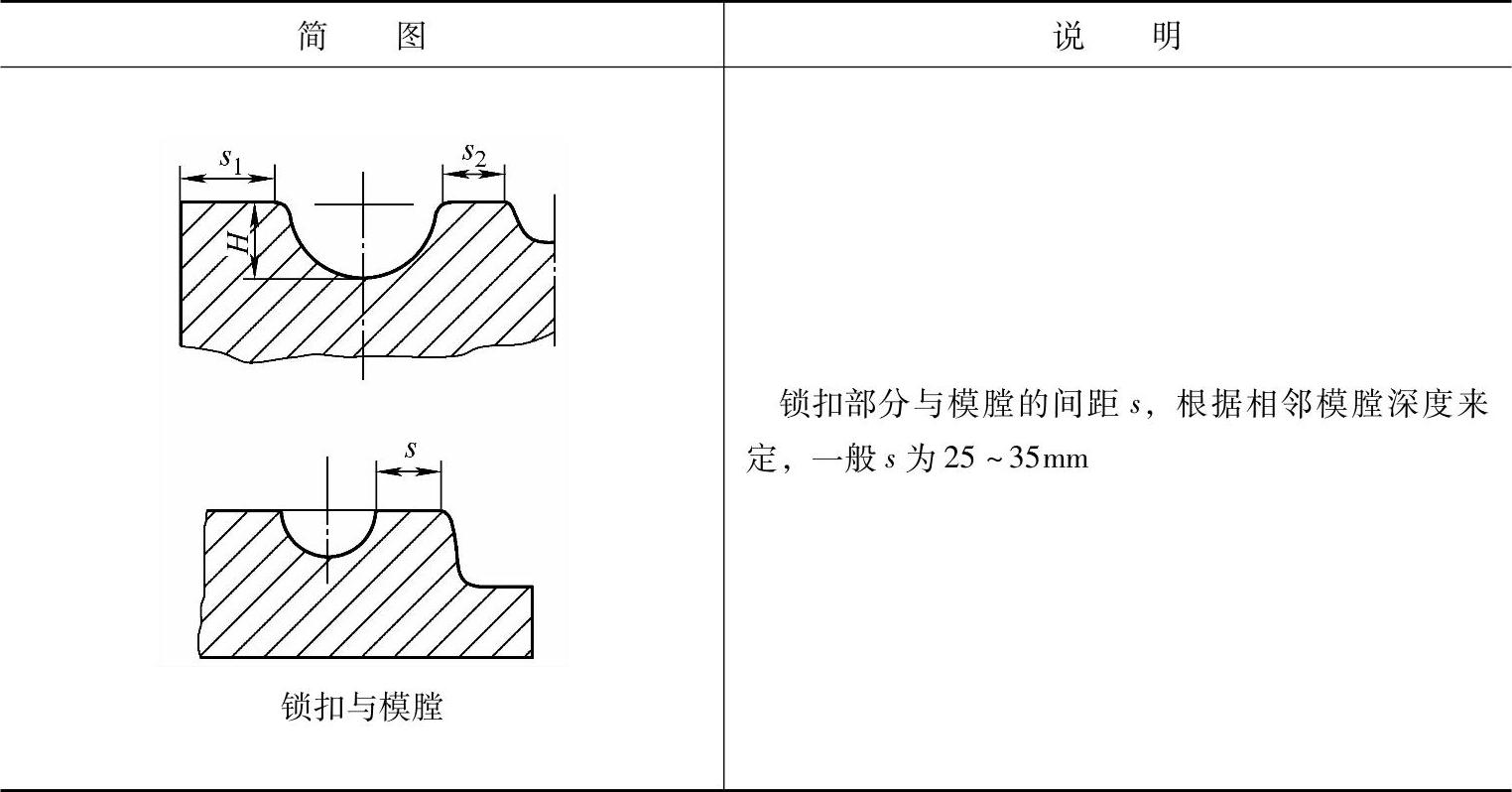
表7-11 模膛间距与壁厚的确定

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。