



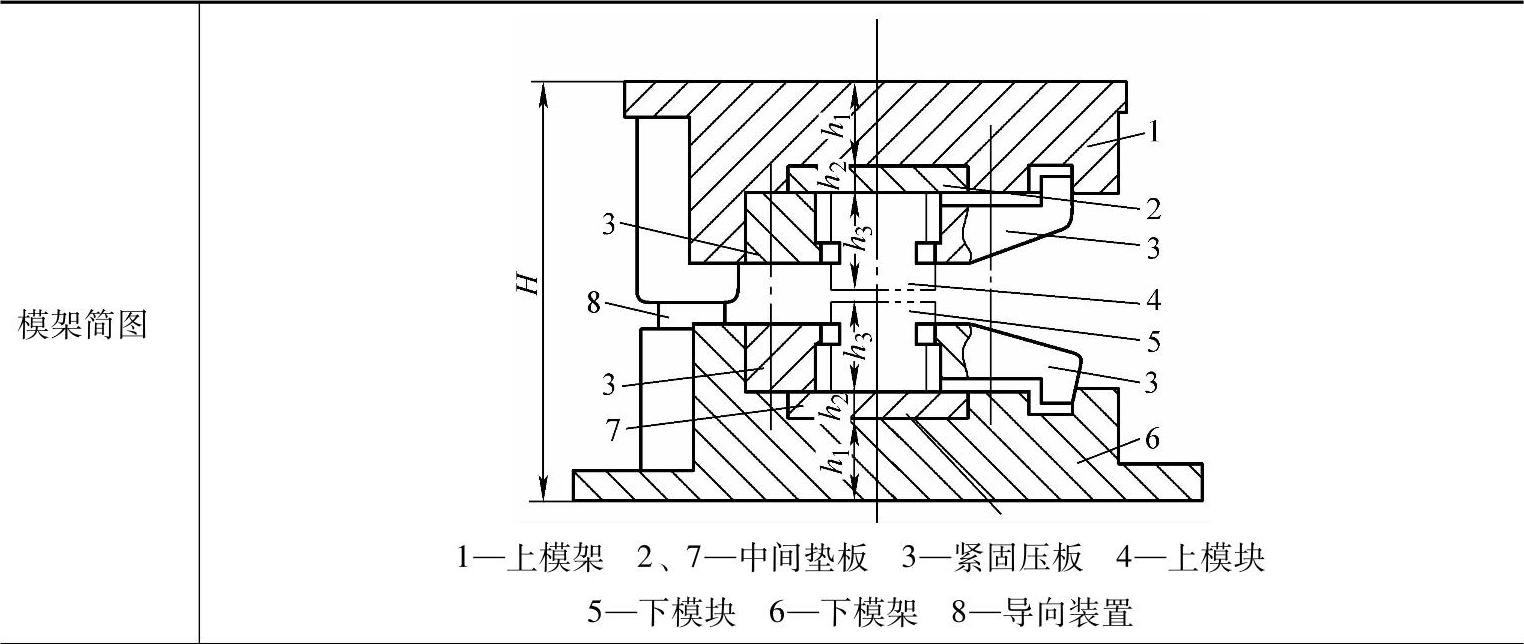
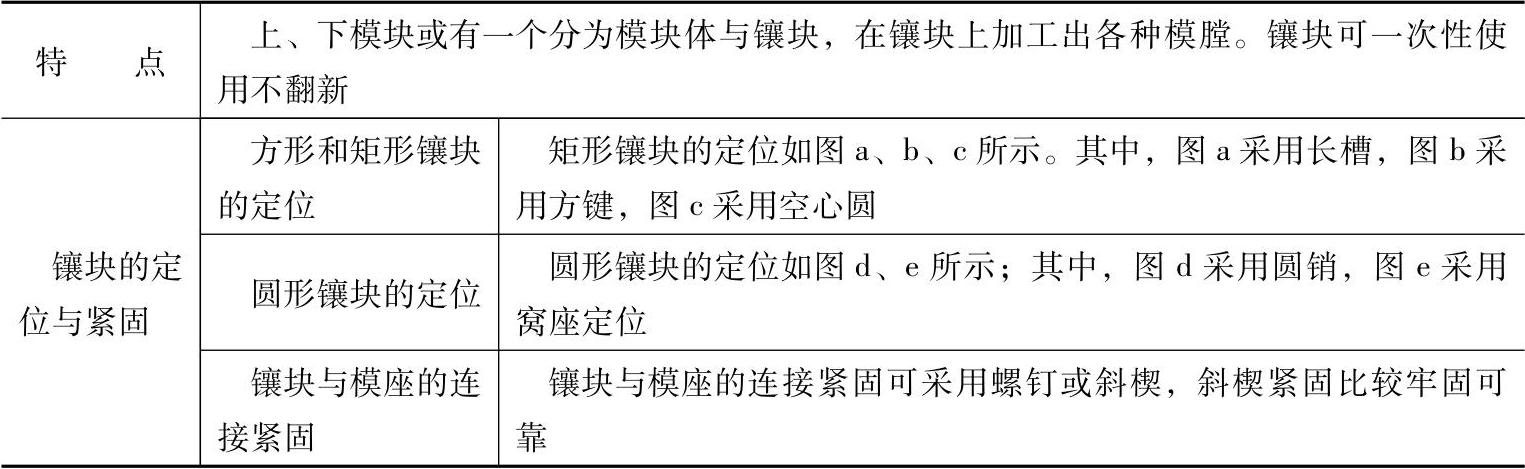
1.锻模总体结构及高度尺寸设计(见表6-44)
表6-44 锻模总体结构及高度尺寸设计
(续)
2.模架结构
按模块和模架的紧固的方式,模架结构主要有窝座式模架和键式模架两种形式。
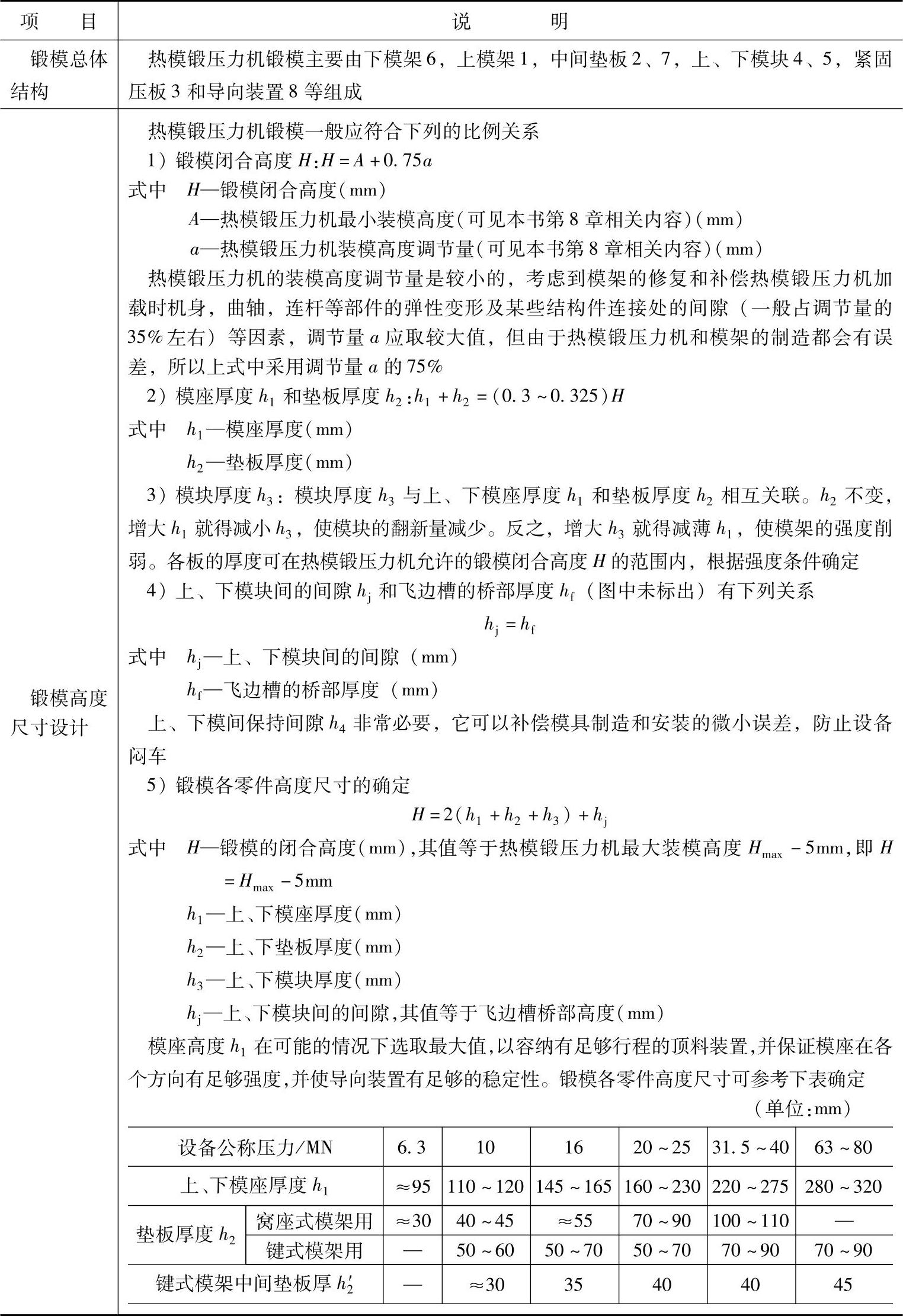
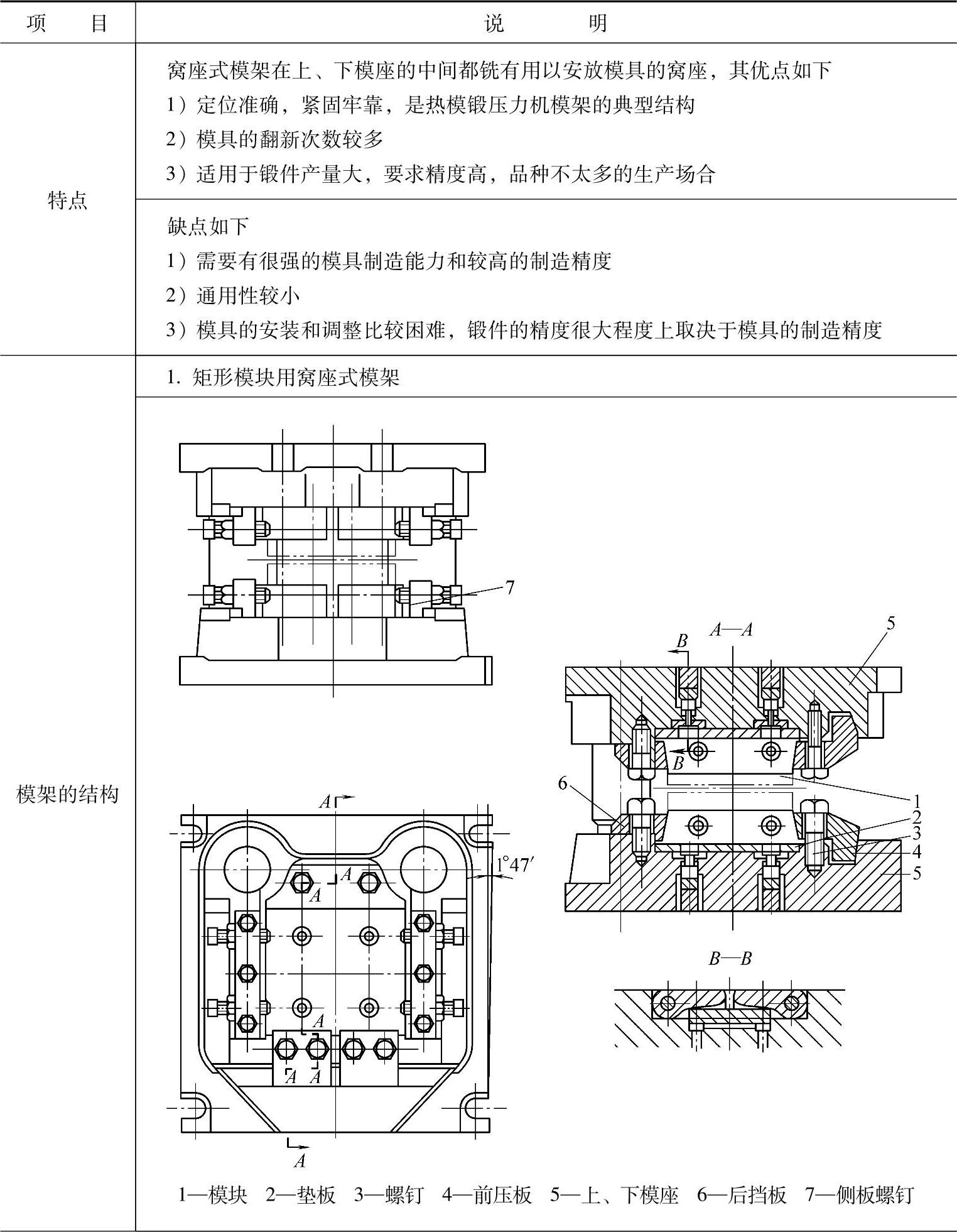
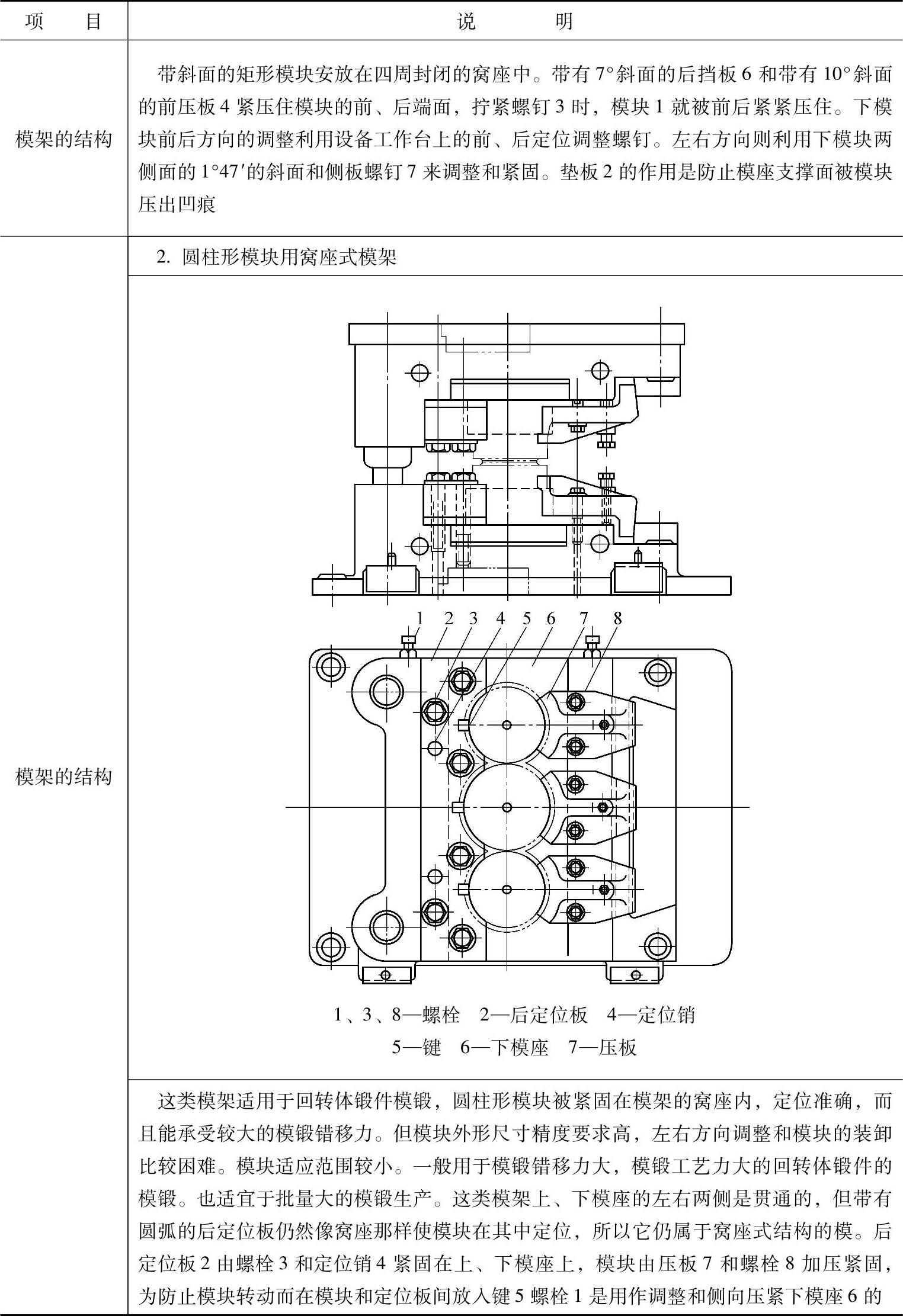
(1)窝座式模架(见表6-45)
表6-45 窝座式模架的特点与结构
(续)
(2)键式模架(见表6-46
表6-46 键式模架的特点与结构
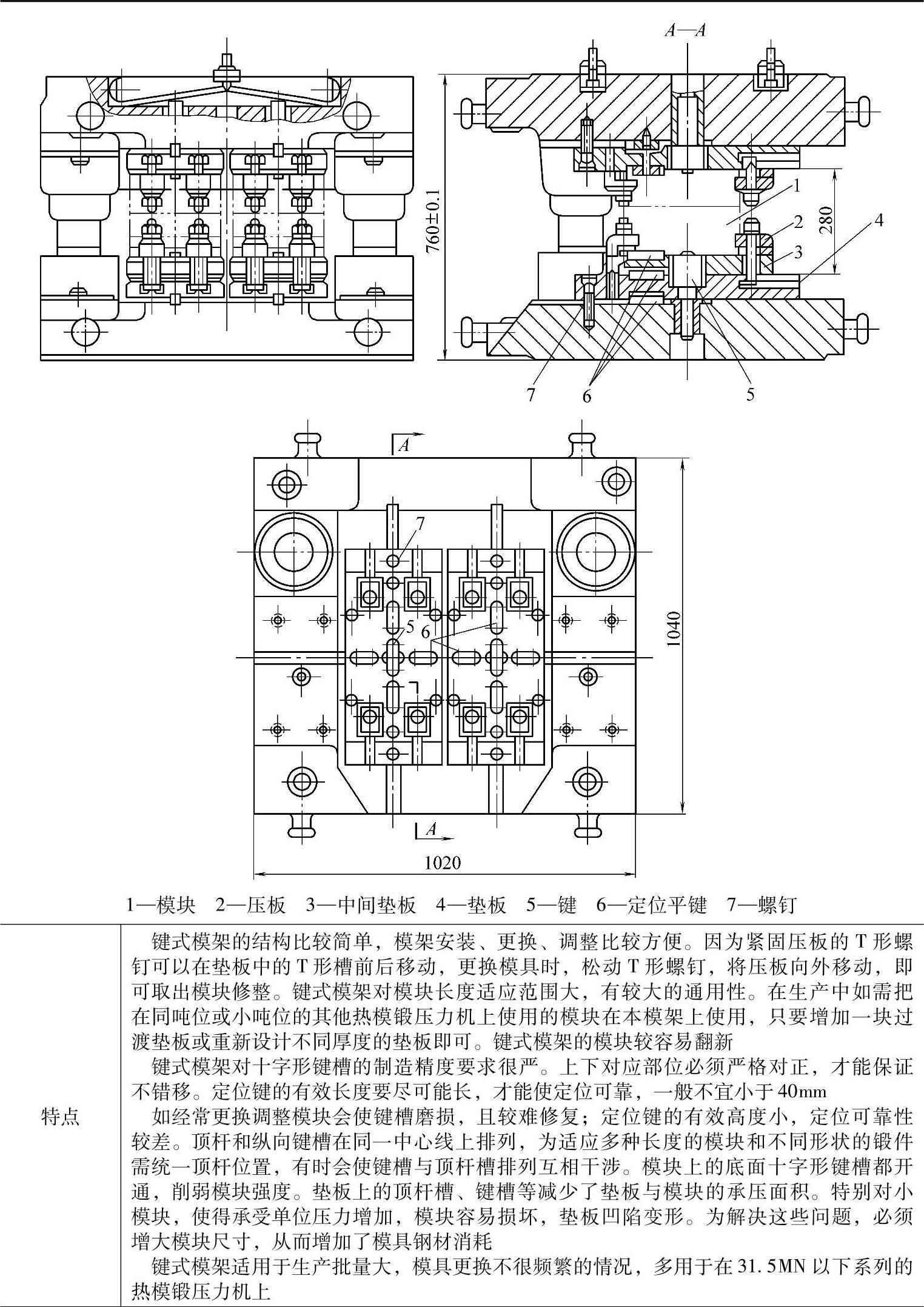
(续)
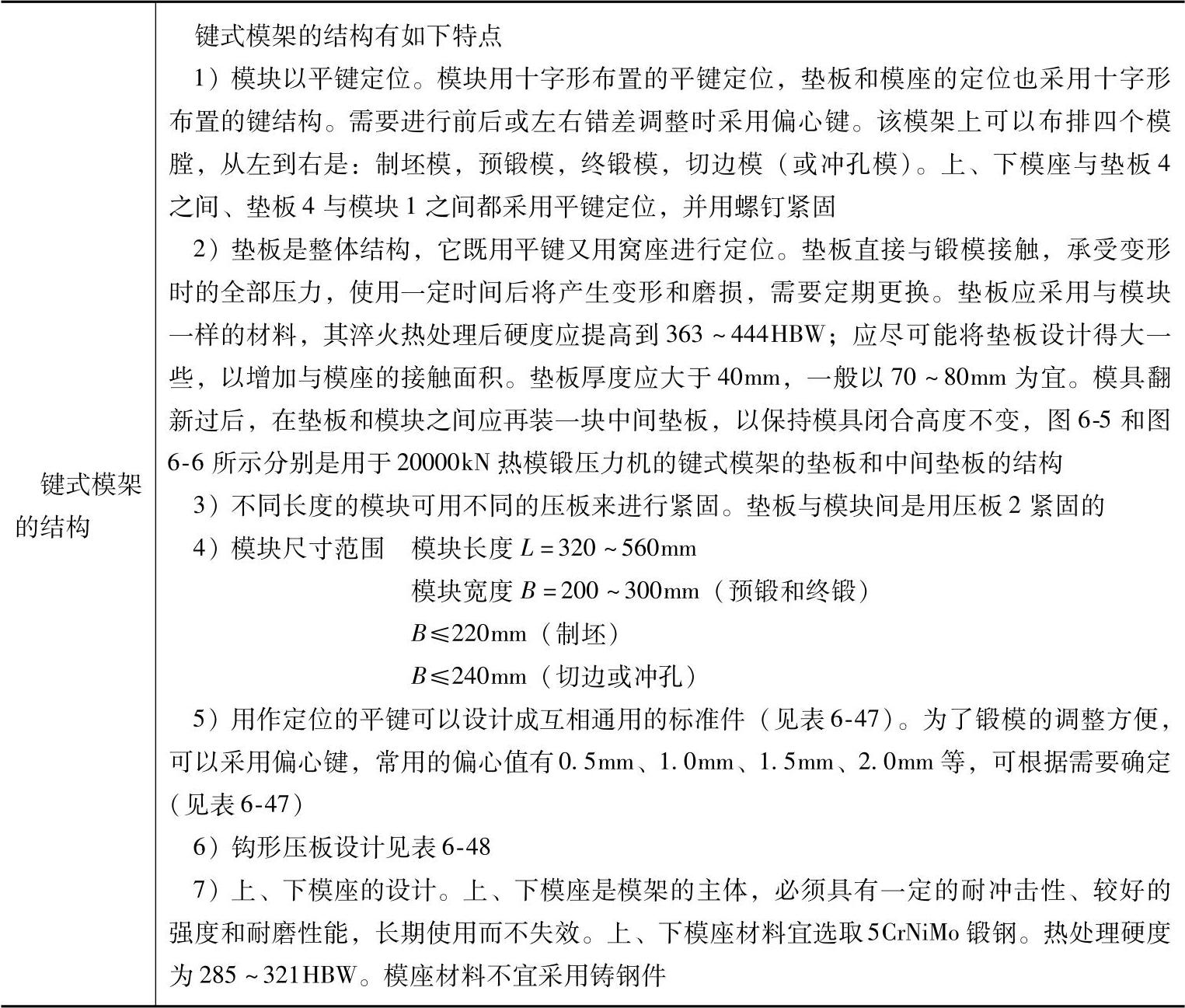
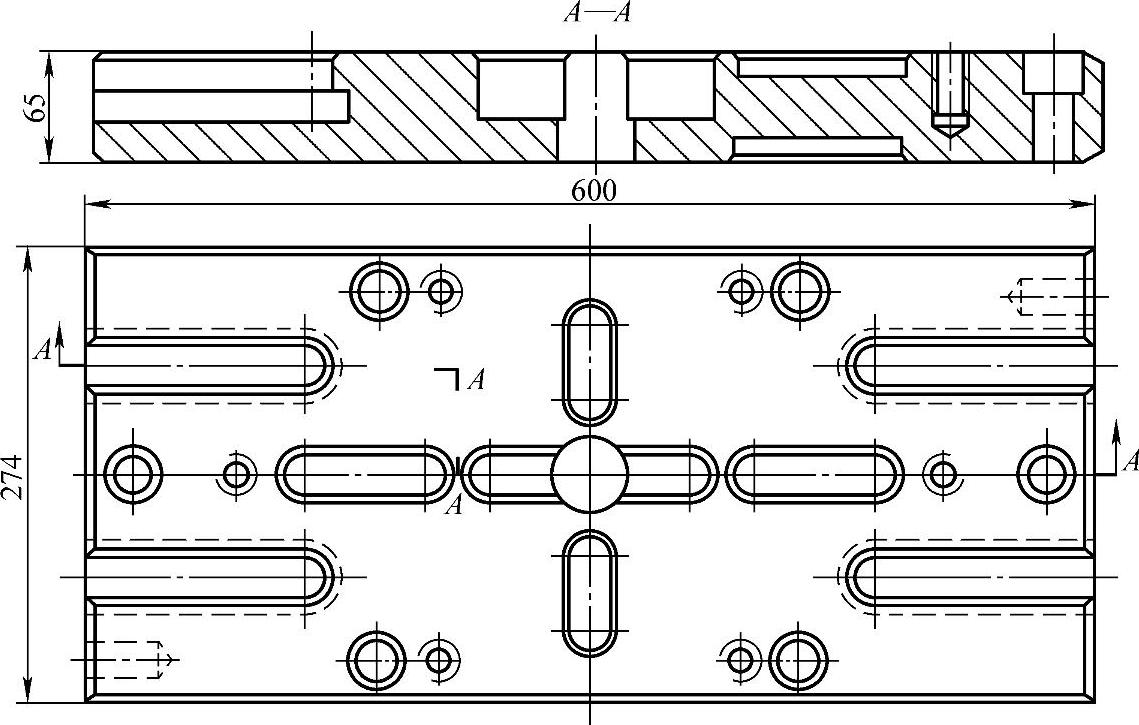
图6-5 20000kN热模锻压力机用键式模架的垫板
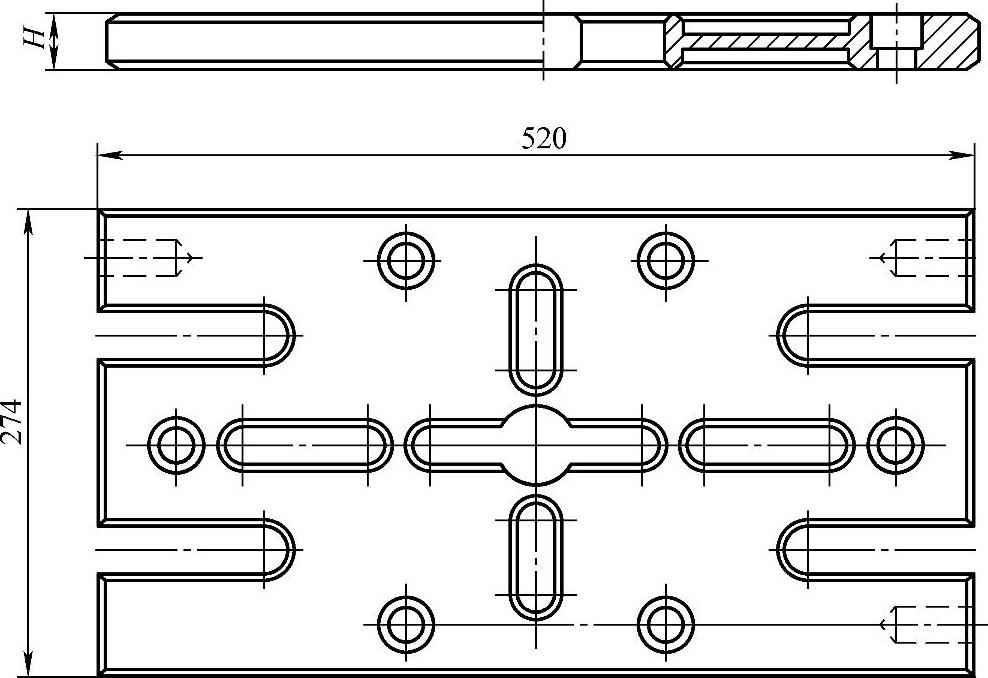
图6-6 20000kN热模锻压力机用键式模架的中间垫板
注:H=32mm、45mm、64mm
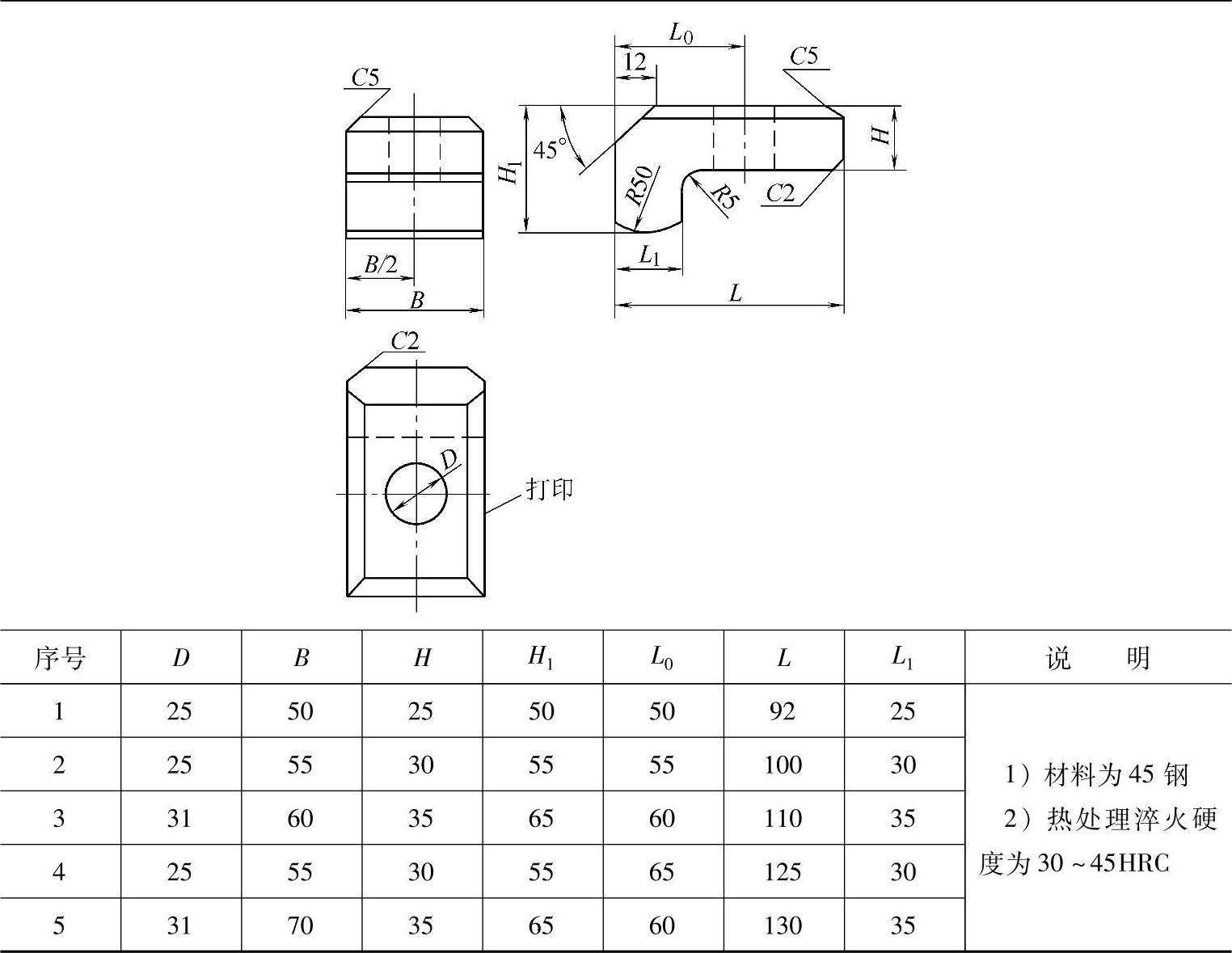
定位平键及偏心键见表6-47。钩形压板设计见表6-48
表6-47 定位平键及偏心键(单位:mm)
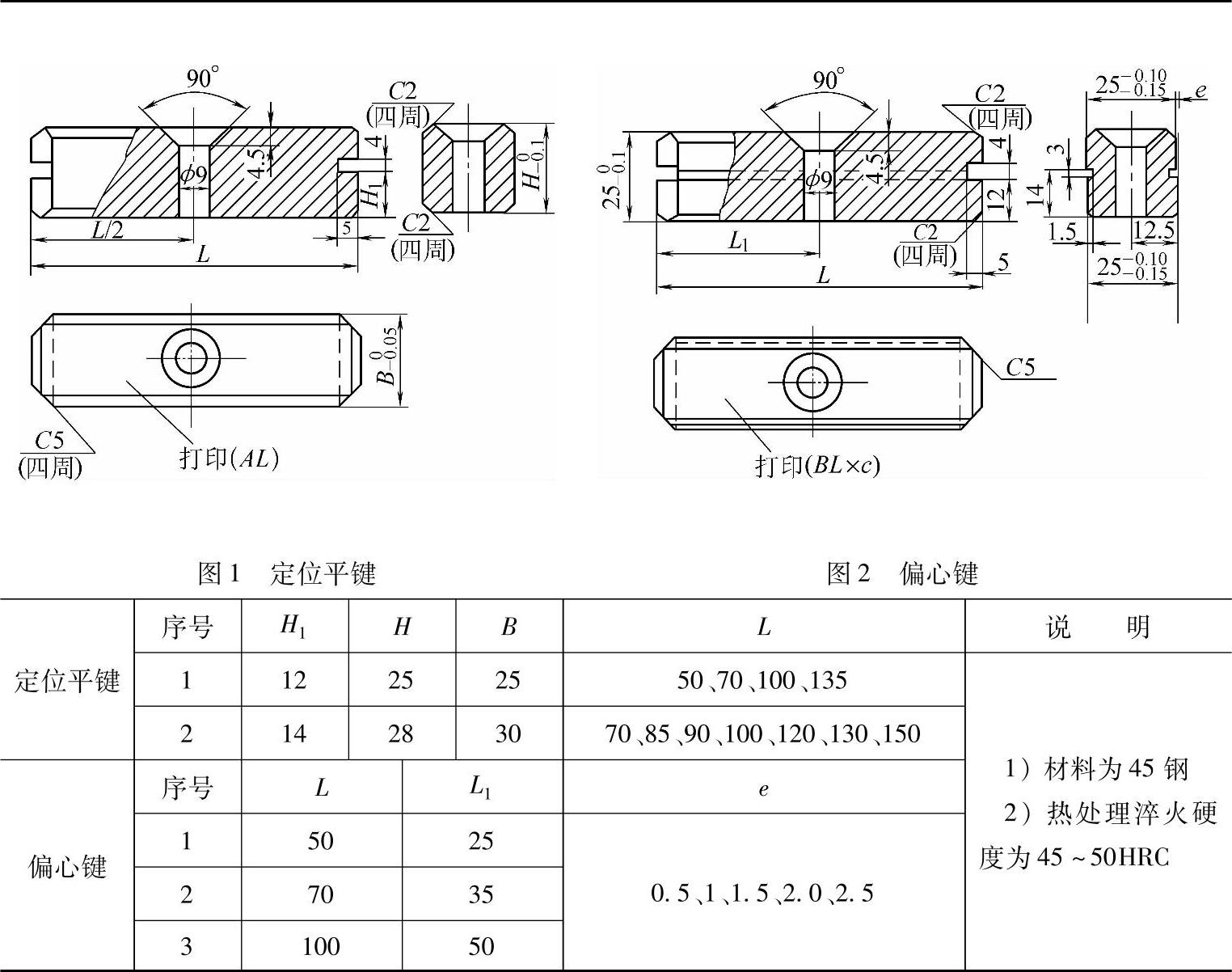
表6-48 钩形压板设计(单位:mm)
3.模块设计
(1)模块的形式及特点
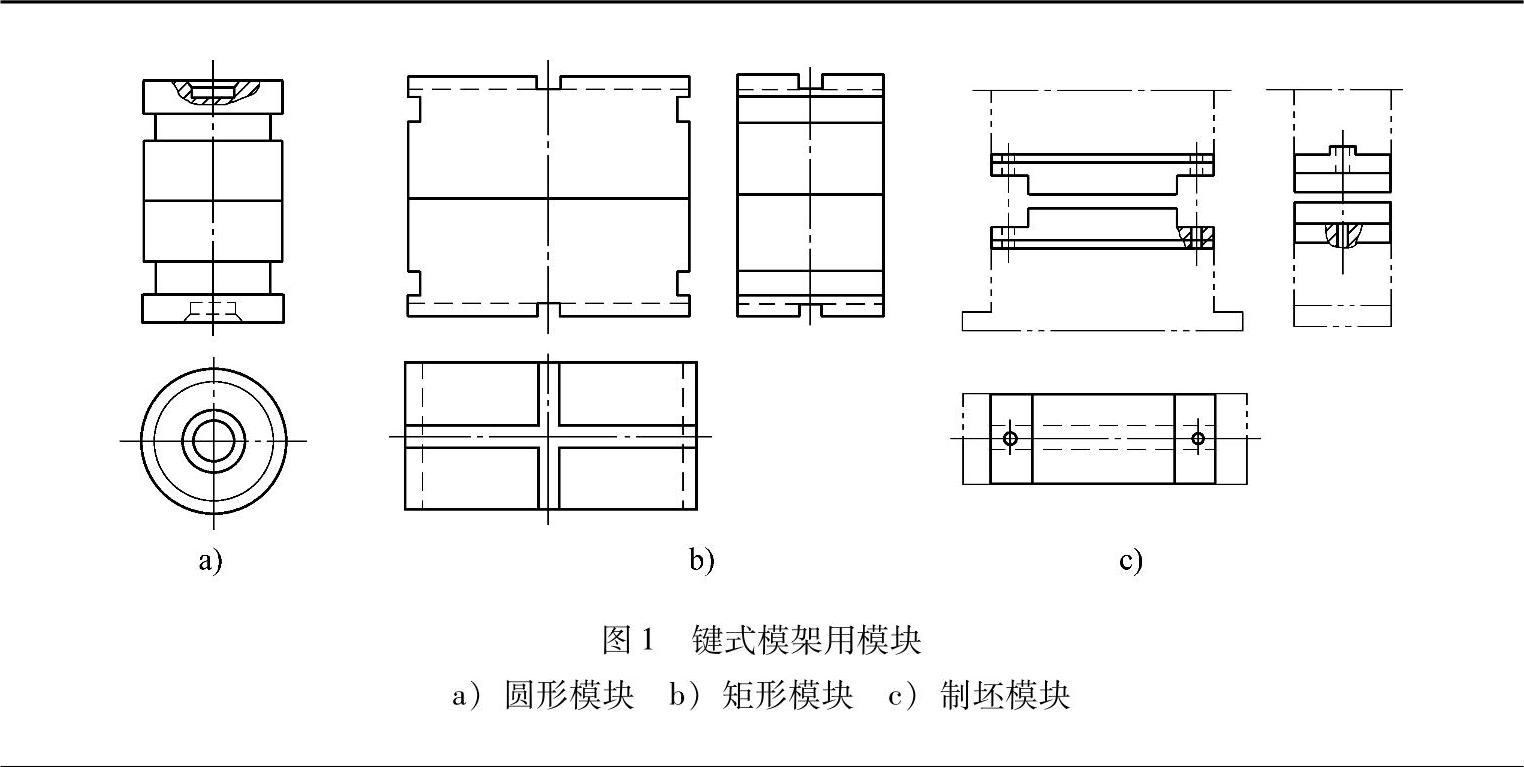
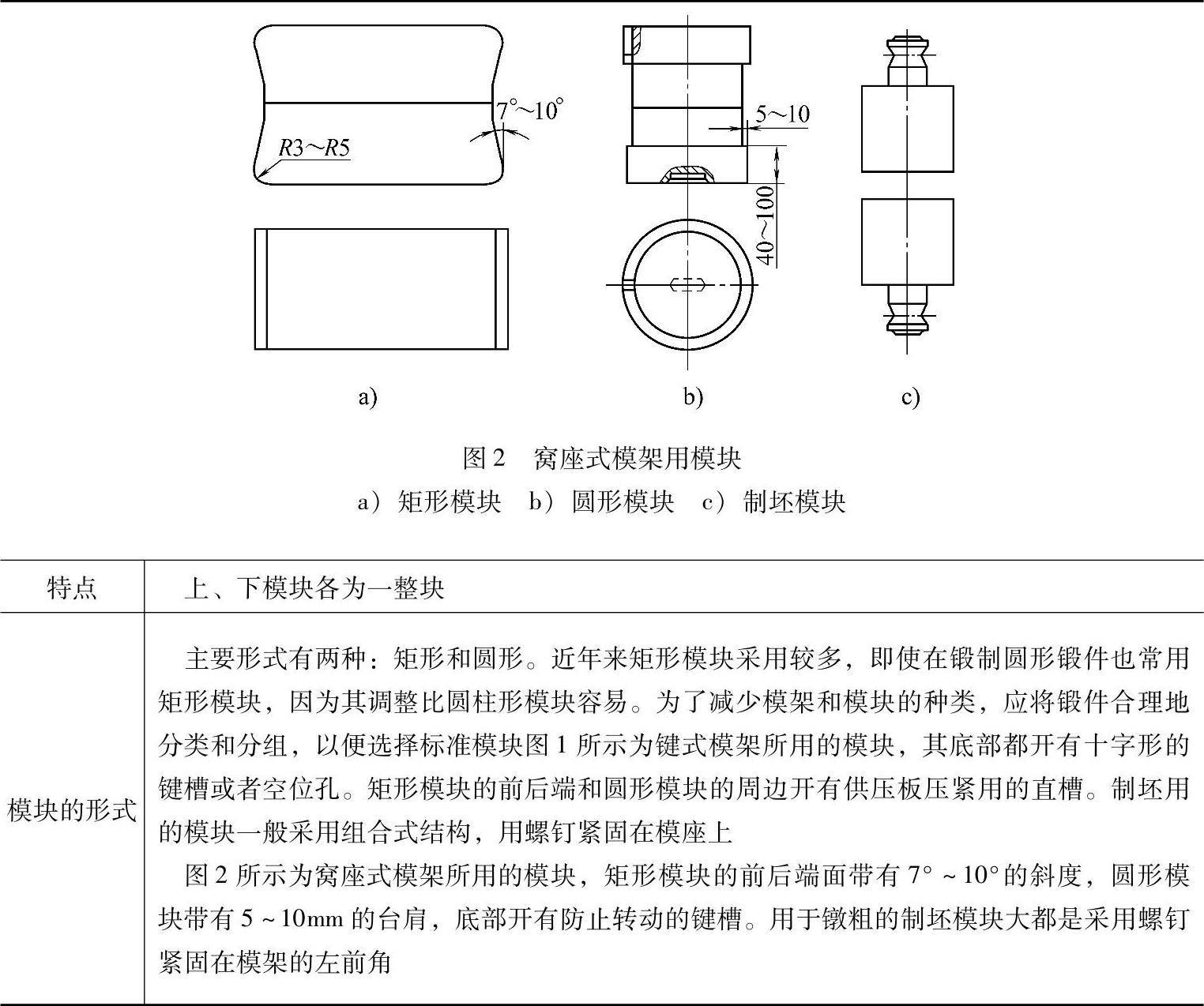
1)整体式模块的形式及特点见表6-49
表6-49 整体式模块的形式及特点
(续)
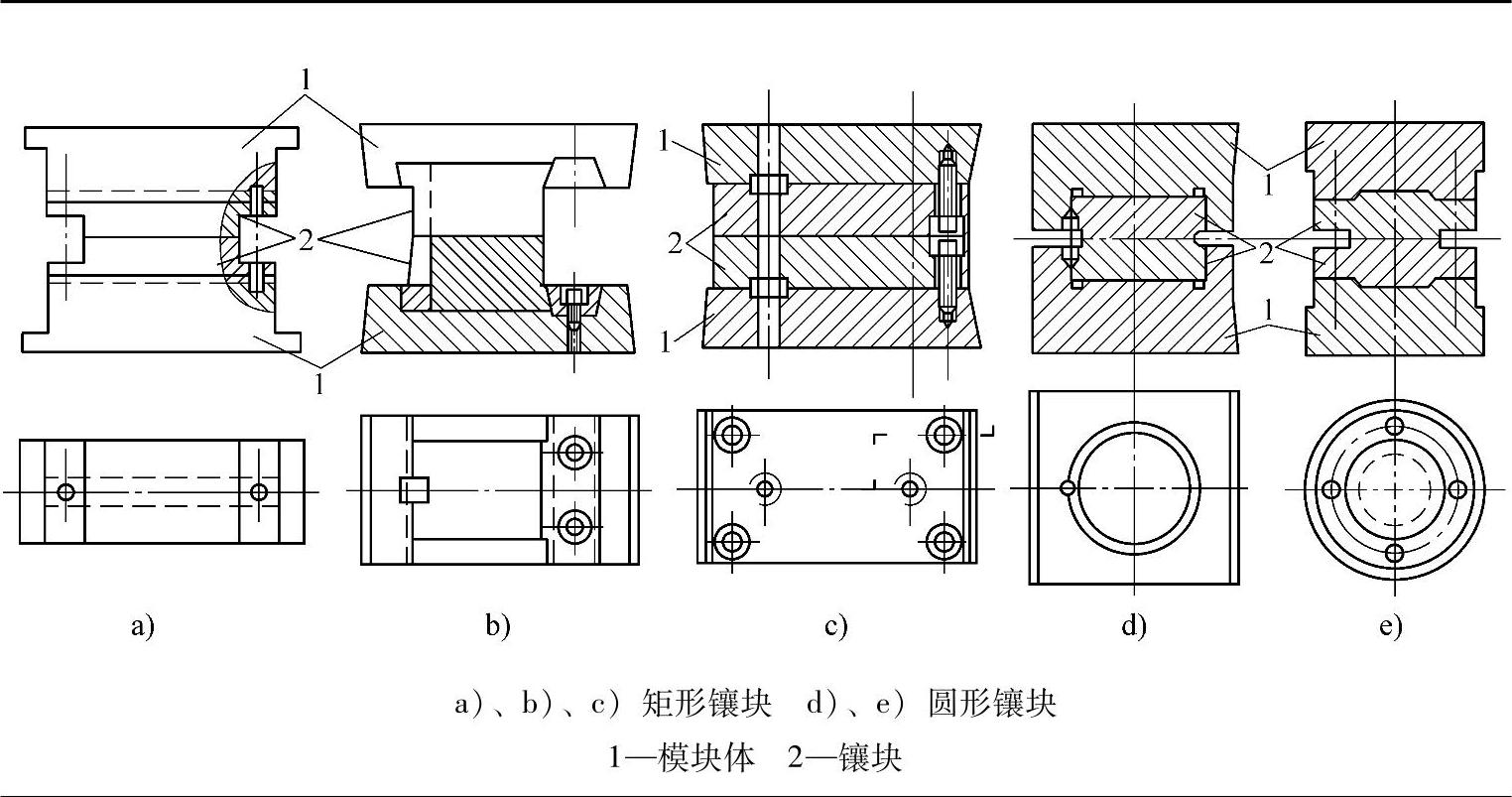
2)组合式模块的形式及特点见表6-50
表6-50 组合式模块的形式及特点
(续)
(2)矩形模块标准尺寸(见表6-51、表6-52
表6-51 矩形模块标准尺寸(窝座式模架用
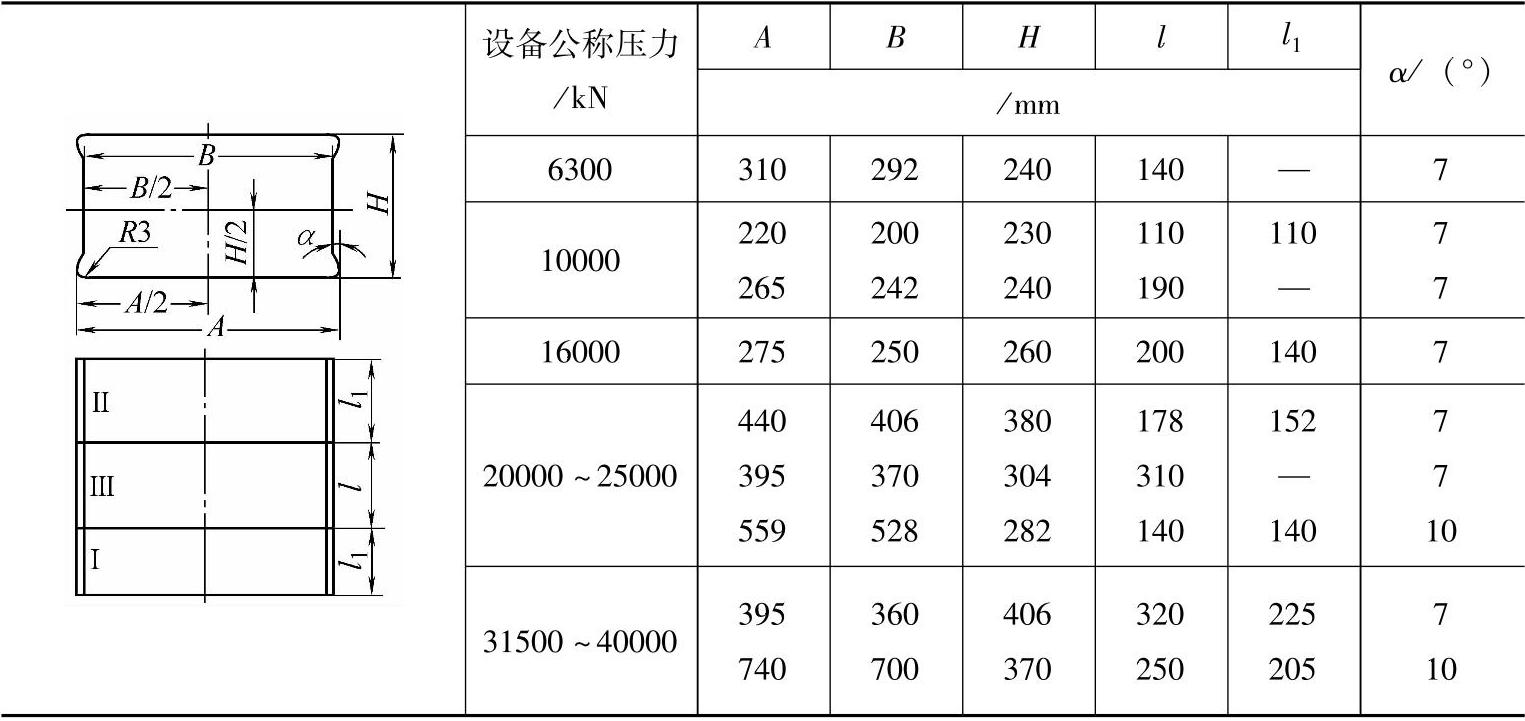
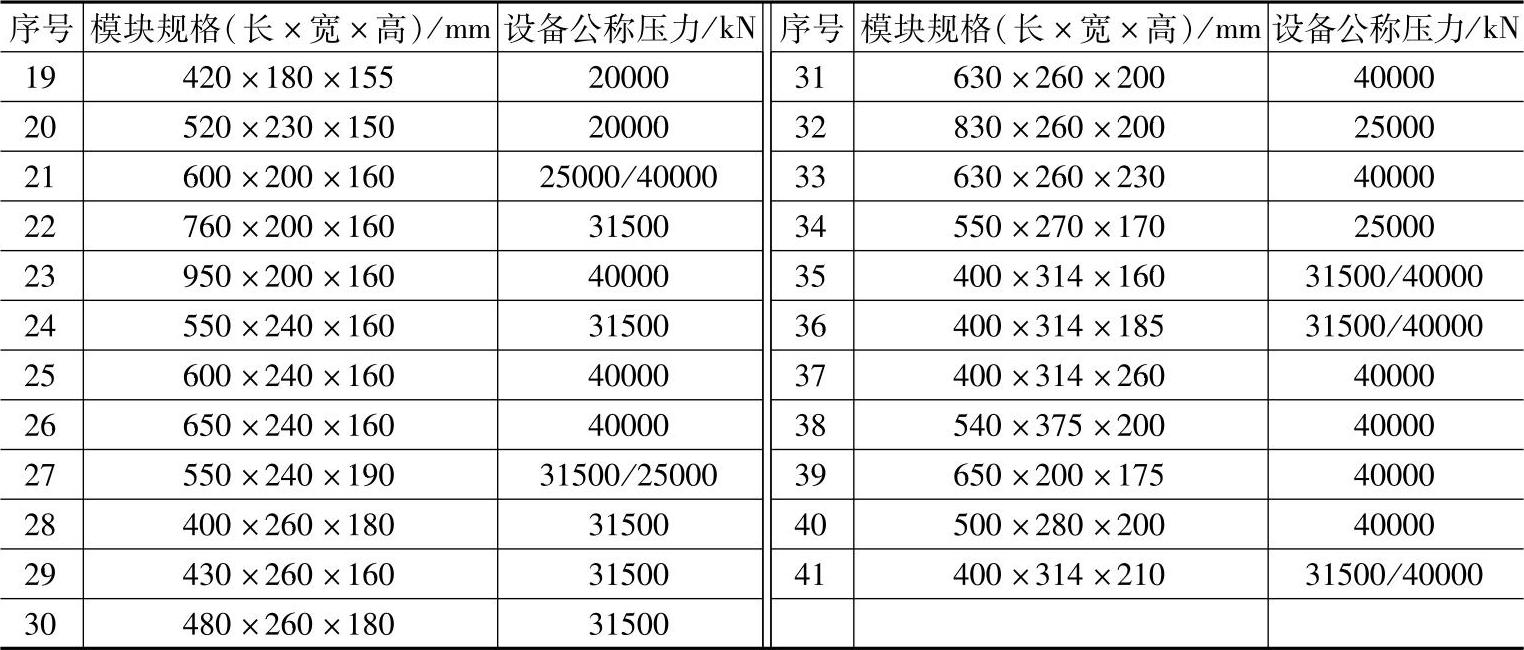
表6-52 矩形模块标准尺寸(键式模架用)
(续)
4.顶料装置
模架内设有顶料装置,用于传递热模锻压力机顶杆的顶料力,顶料装置的可靠与否直接影响模锻的效果。热模锻压力机一般配有3~4个顶杆,顶杆的位置可参考相应设备的说明书。(https://www.xing528.com)
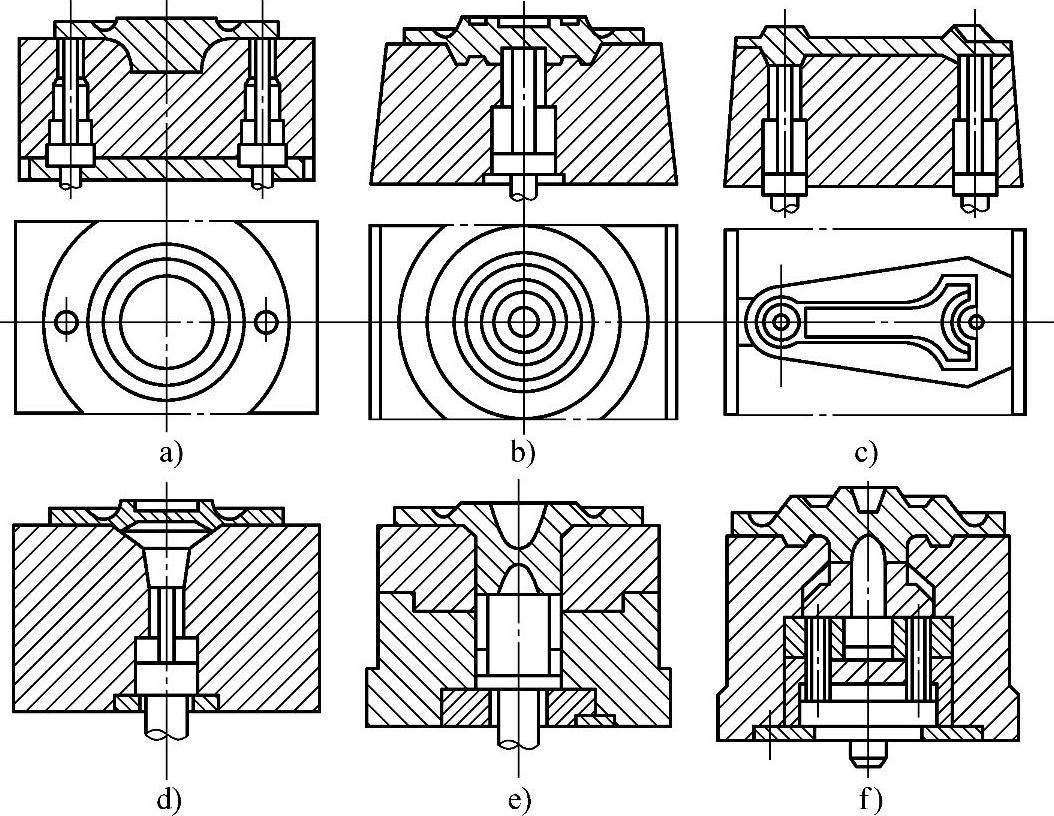
图6-7 顶出器的位置
(1)顶出器的位置 锻模镶块中一般都有顶出器,用来顶出模膛中的锻件顶出器的配置应视锻件的形状和尺寸而定,如图6-7所示。图6-7a表示在一般情况下顶出器应顶在飞边上;图6-7b表示顶出器顶在具有较大孔径的冲孔连皮上;图6-7c所示为连杆锻件,顶出器分别顶住小头及大头叉部上。如果顶出器必须顶在锻件本体上,则尽可能顶加工面(见图6-7d)。顶出器与变形金属接触的部分,可以是模膛的一个组成部分。例如,冲孔连皮直径较小的锻件,为了保证镶块模中冲子的强度,在冲孔深度不大时,可采用图6-7e所示的顶出器冲子做在顶出器上,便于维修或更换,在必要情况下,可采用图6-7f所示的环形顶出器。这种顶出器结构较复杂,但顶出效果较好。
(2)顶杆设计(见表6-53、表6-54)
表6-53 顶杆设计
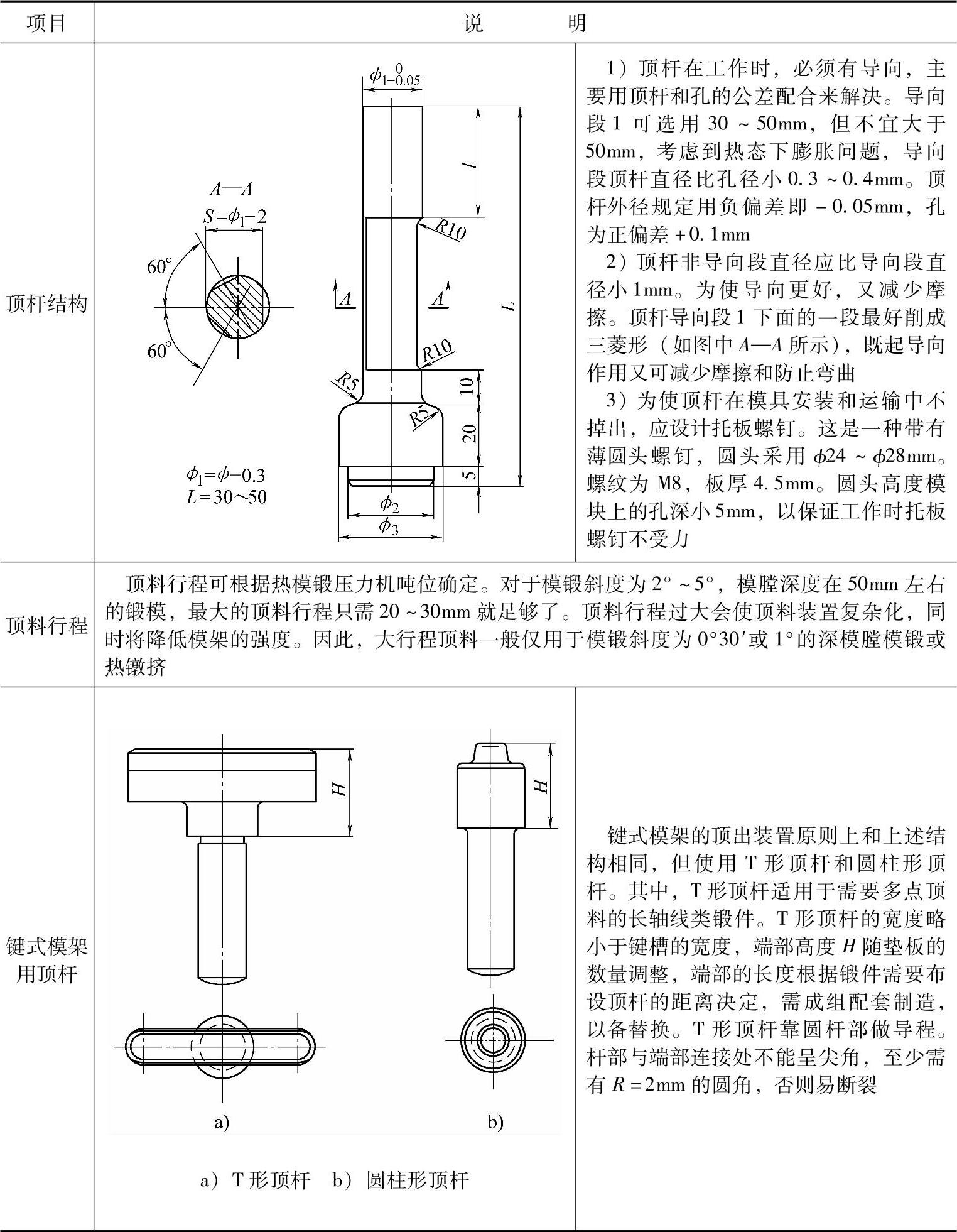
表6-54 常用的顶杆行程

(3)顶料杠杆的布置(见图6-8)
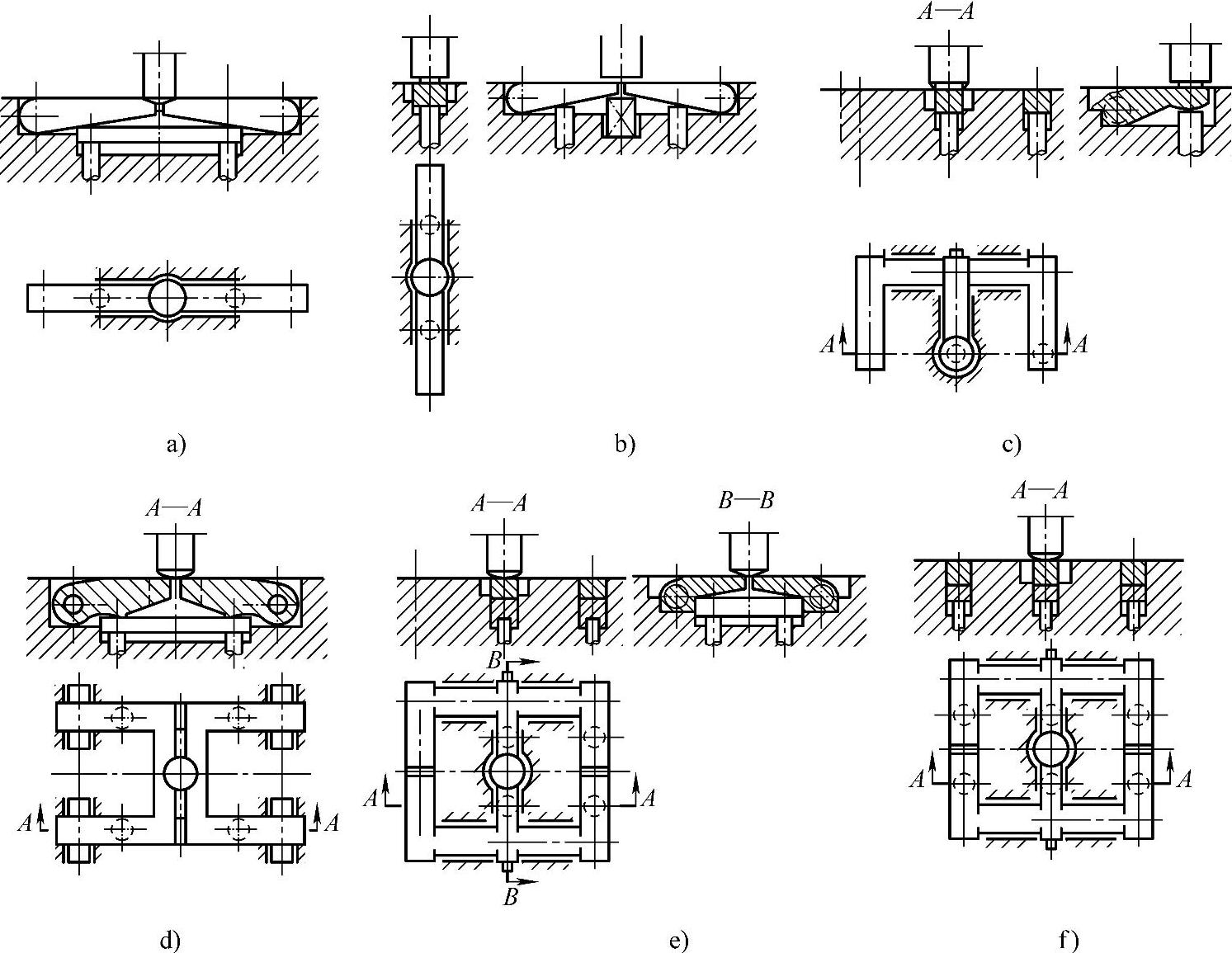
图6-8 顶料杠杆的布置
a)单工位二顶出 b)单工位二顶出 c)三工位二顶出
d)二工位四顶出 e)三工位四顶出 f)三工位六顶出
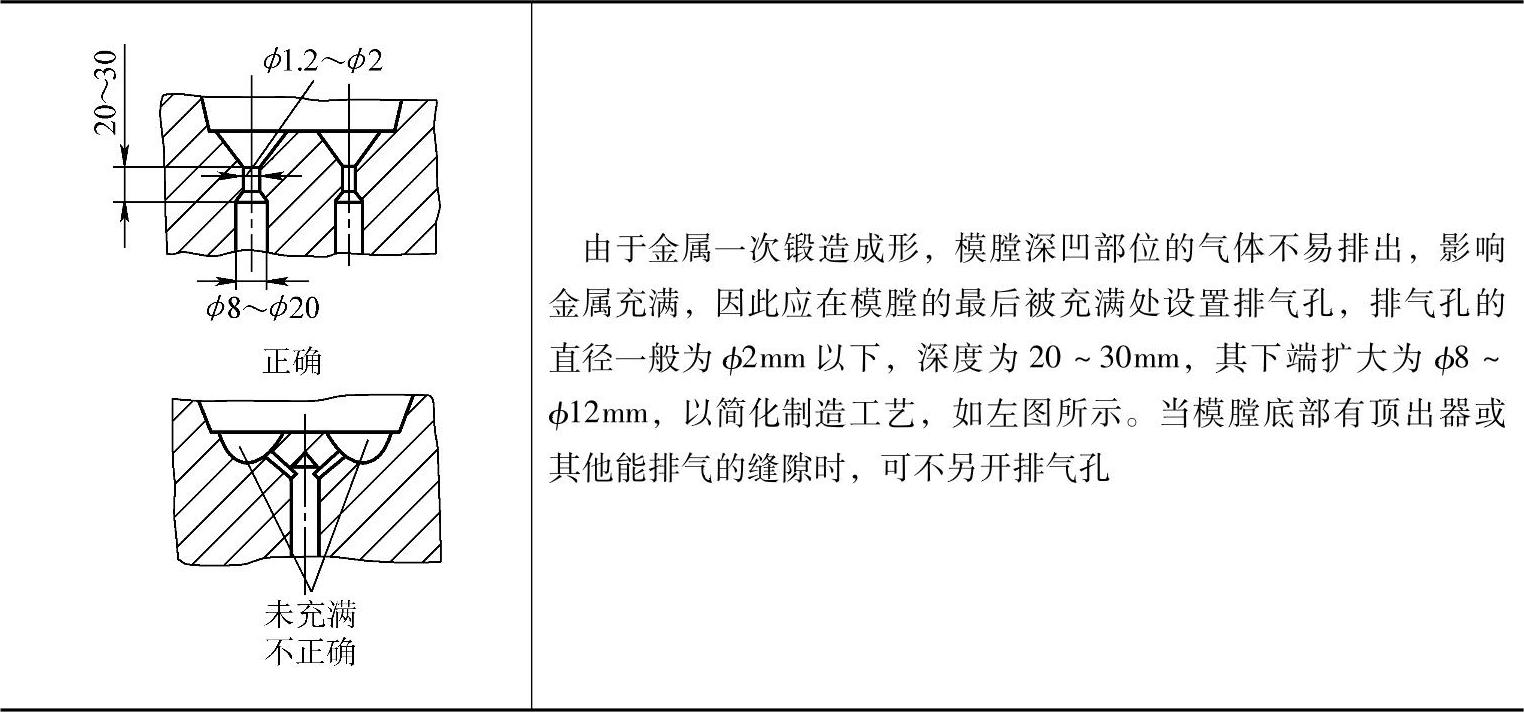
(4)双臂杠杆设计(见表6-55) 5.排气孔设计(见表6-56)
6.导向装置
热模锻压力机锻模采用导向装置主要是为了提高锻件精度,便于调整模具减少模具错移。导柱需要有足够的强度和刚度,以承受模锻过程中错移力,导柱和导套之间应留有必要的间隙,以补偿制造中的偏差、设备滑块和工作台面的平行度超差、锻造过程中的受热等因素的影响。
导柱和导套分别和上、下模板采用压配合紧固(见图6-9)。导柱、导套间留有0.25~0.5mm的间隙。长度尺寸设计的原则是:当锻压机的滑块在上死点时,导柱仍在导套内的长度不小于导柱本身直径的1~1.5倍。
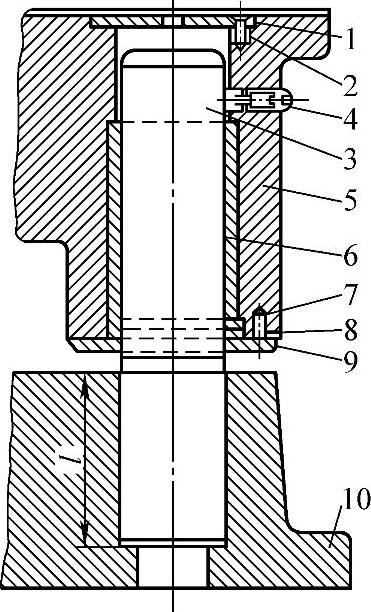
图6-9 导向装置
1—盖板 2、8—螺钉 3—导柱 4—塞子 5—上模板
6—导套 7—油封 9—油封端盖 10—下模板
表6-55 双臂杠杆设计
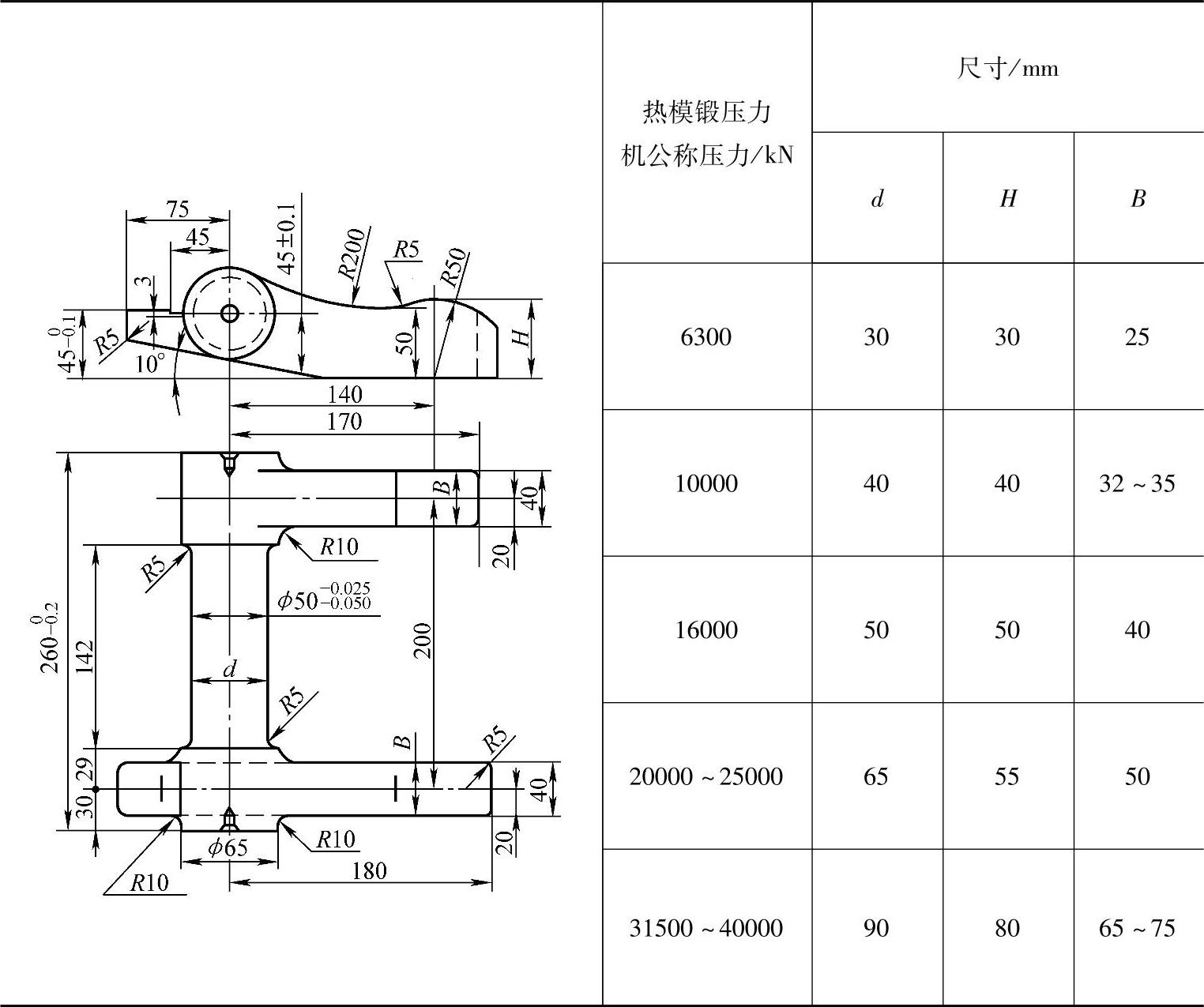
表6-56 排气孔设计
(1)导柱尺寸(见表6-57
表6-57 导柱尺寸(单位:mm)
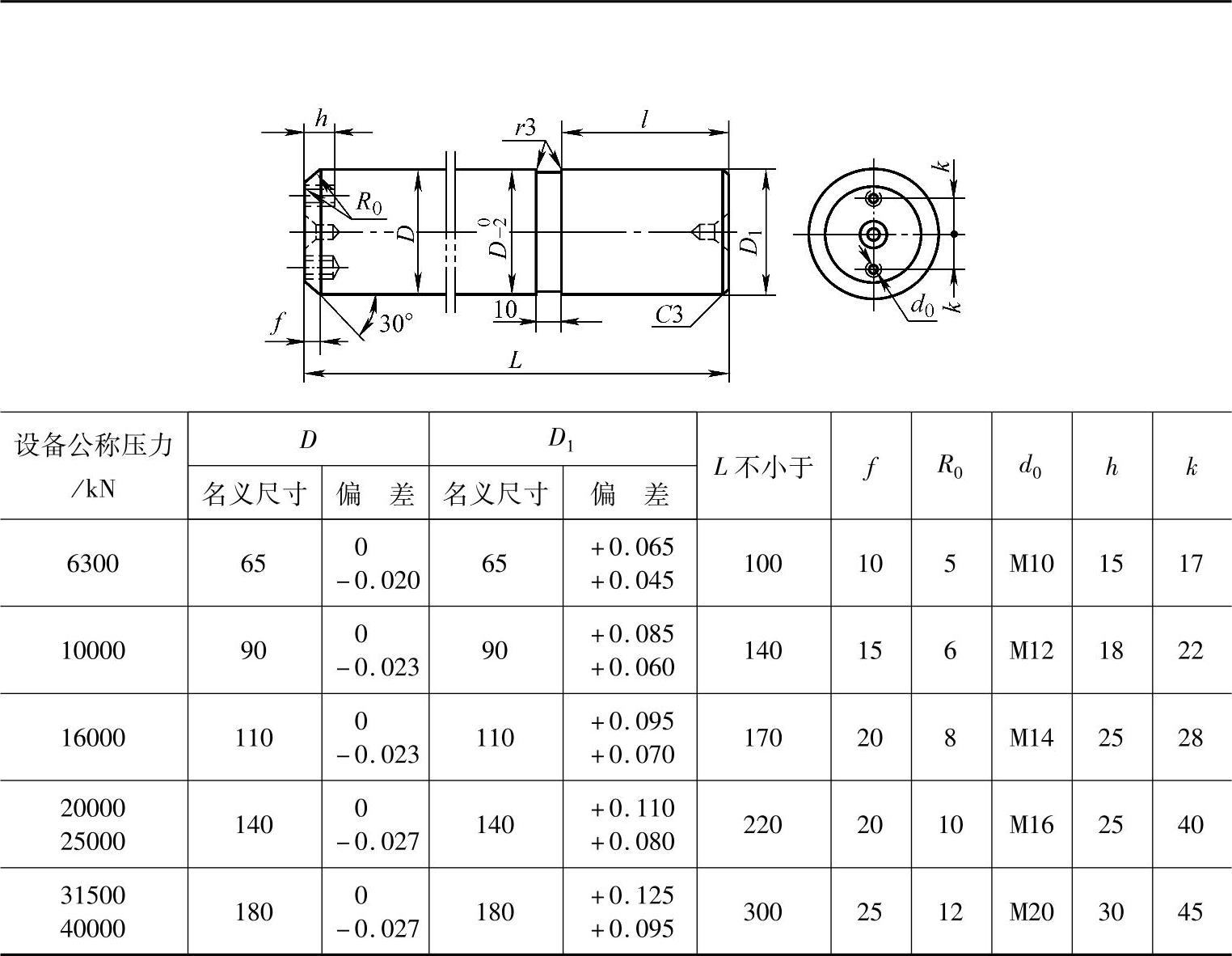
注:1.材料:20钢。
2.热处理:表面渗碳层深0.8~1.2mm,淬火硬度57~60HRC
(2)导套尺寸(见表6-58
表6-58 导套尺寸(单位:mm)
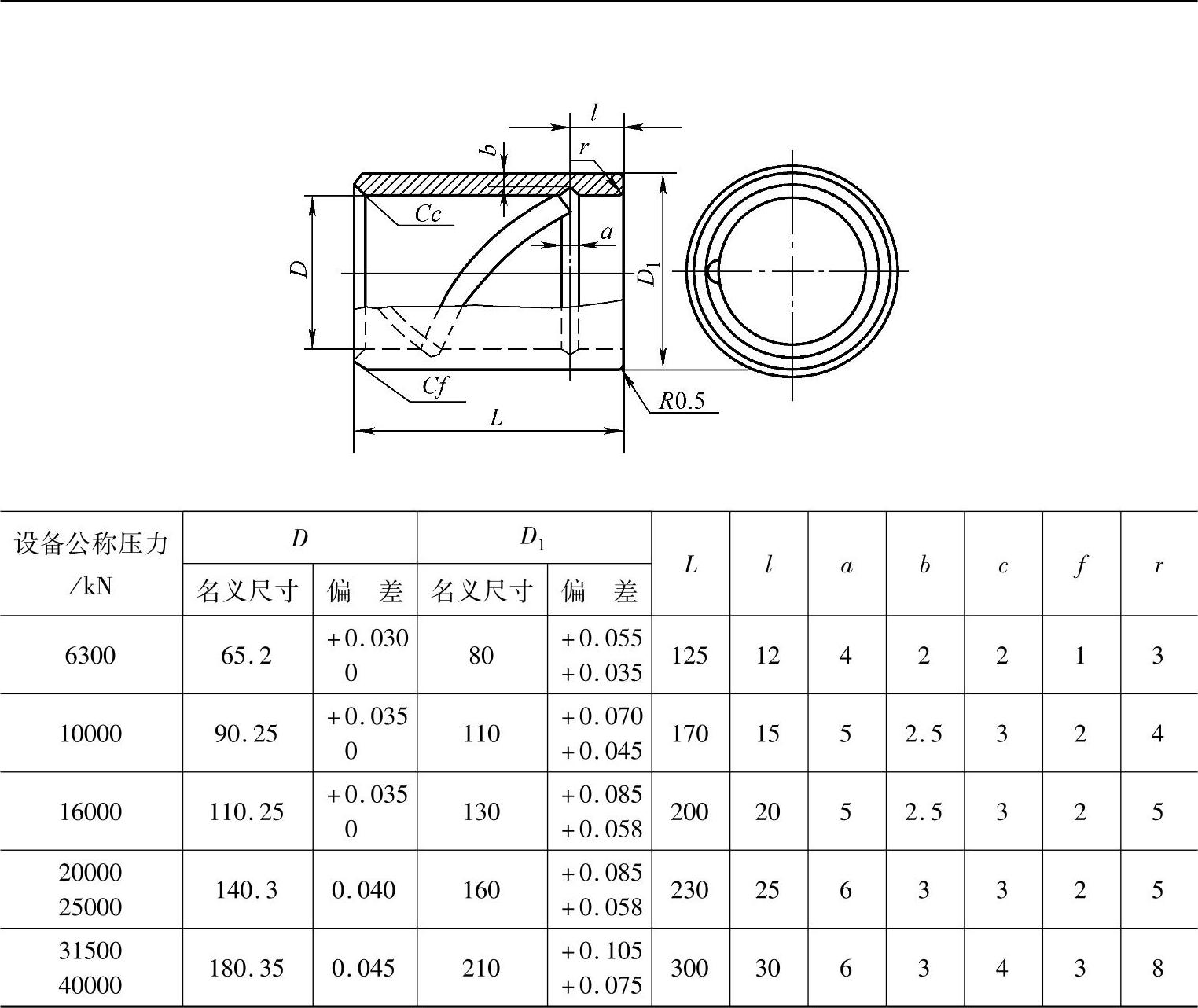
注:材料为QSn4-3
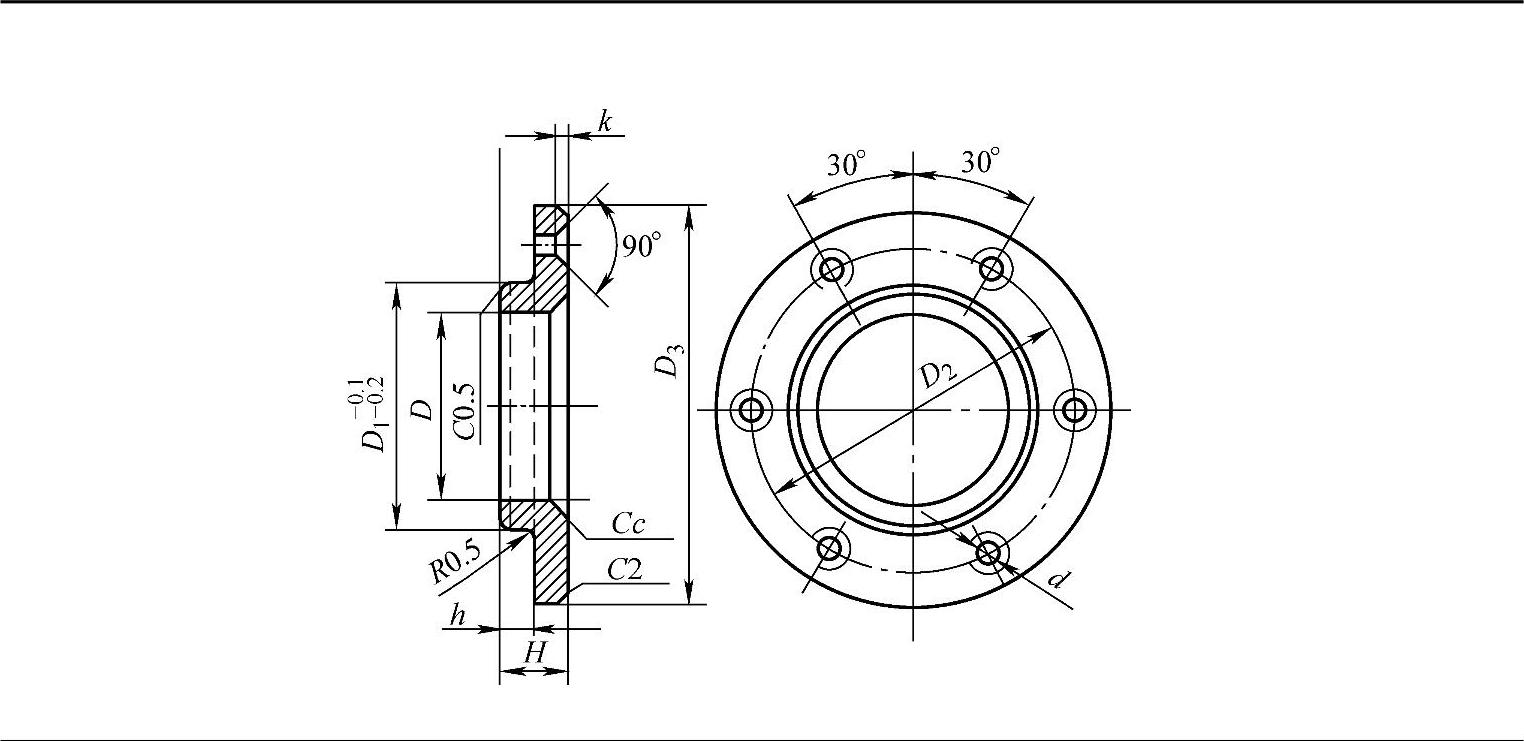
(3)刮圈尺寸(见表6-59
表6-59 刮圈尺寸(单位:mm)
(续)

注:材料为35钢
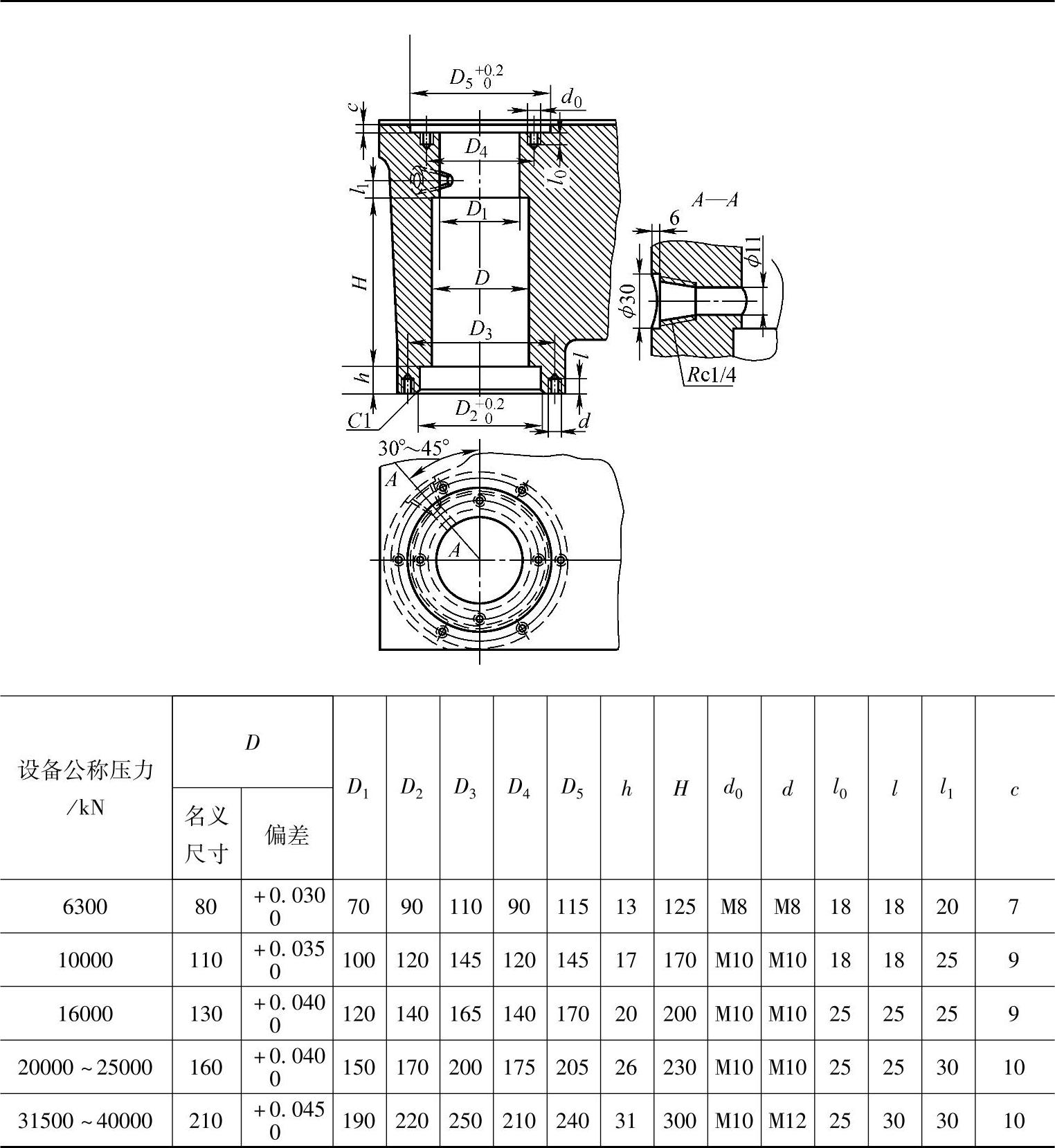
(4)上模板导柱装配孔尺寸(见表6-60
表6-60 上模板导柱装配孔尺寸(单位:mm)
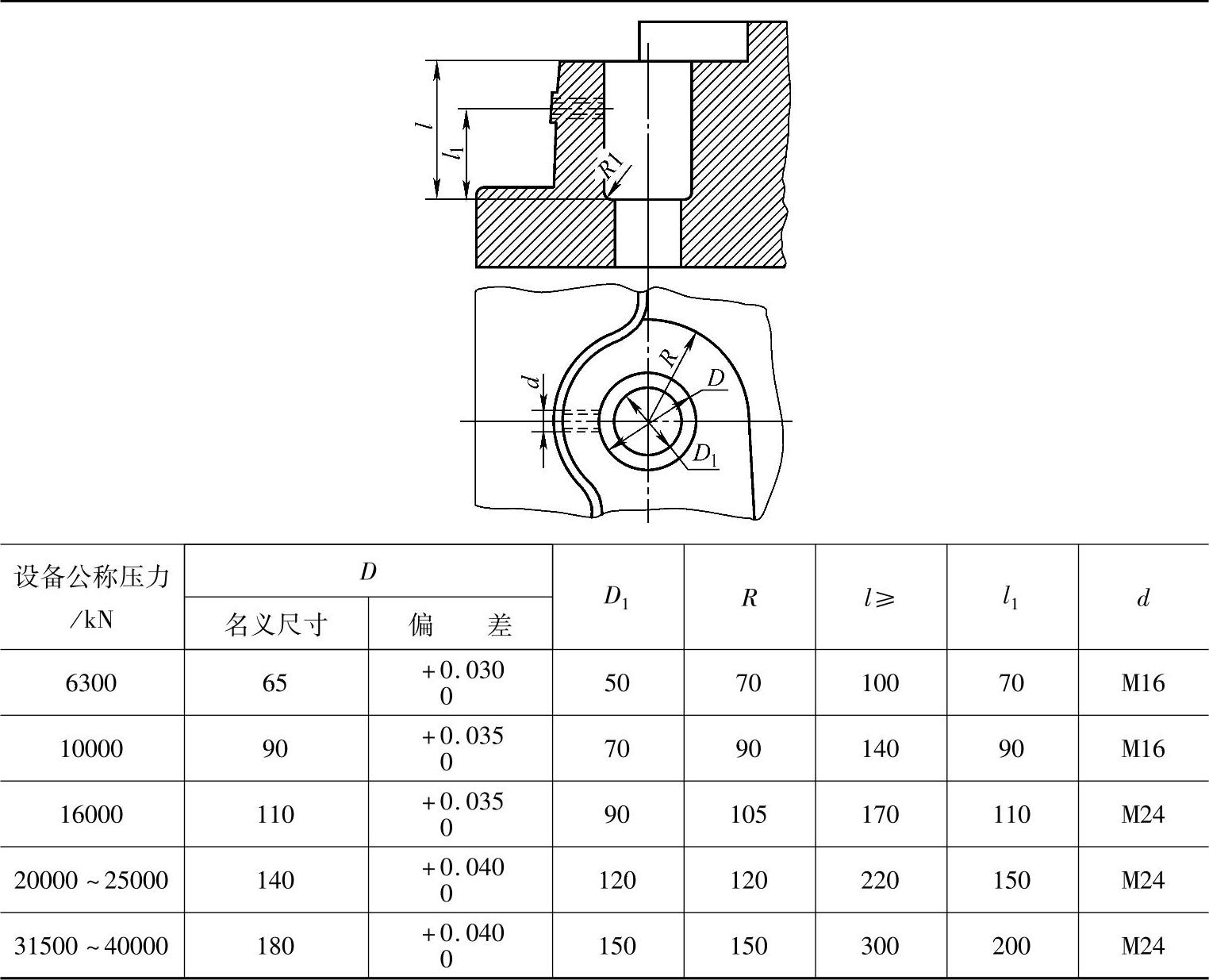
(5)下模板导柱装配孔尺寸(见表6-61
表6-61 下模板导柱装配孔尺寸(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。