



【摘要】:如锻件的最大变形力超过公称压力时,常会发生闷车事故,所以选定的设备吨位应稍大于锻件的最大变形力。在图6-3中,截面积为A1=πd21/4,A2=πd22/4模锻力 热模锻压力机上模锻时确定压力的线图见图6-4图6-3 45钢挤压的单位面积变形力图6-4 热模锻压力机上模锻时确定压力的线图注:1.吨位选择时按设备公称压力的80%选取,有利于避免闷车。
对热模锻压力机上模锻时的变形力进行计算,其目的是为了选择适当的设备,保证锻件生产有足够的变形力,使生产出来的模锻件的质量和尺寸精度符合图样、工艺的要求;生产率要高,能充分发挥热模锻压力机的优越性。
热模锻压力机的吨位用公称压力来表示,应根据锻件终锻时的最大变形力来计算。如锻件的最大变形力超过公称压力时,常会发生闷车事故,所以选定的设备吨位应稍大于锻件的最大变形力。
1.热模锻压力机的吨位计算公式(见表6-36)
表6-36 热模锻压力机的吨位计算公式
2.热模锻压力机的吨位图表法
(1)挤压力 挤压力按下式计算:
F=Wp1A1式中 F———挤压力(N);
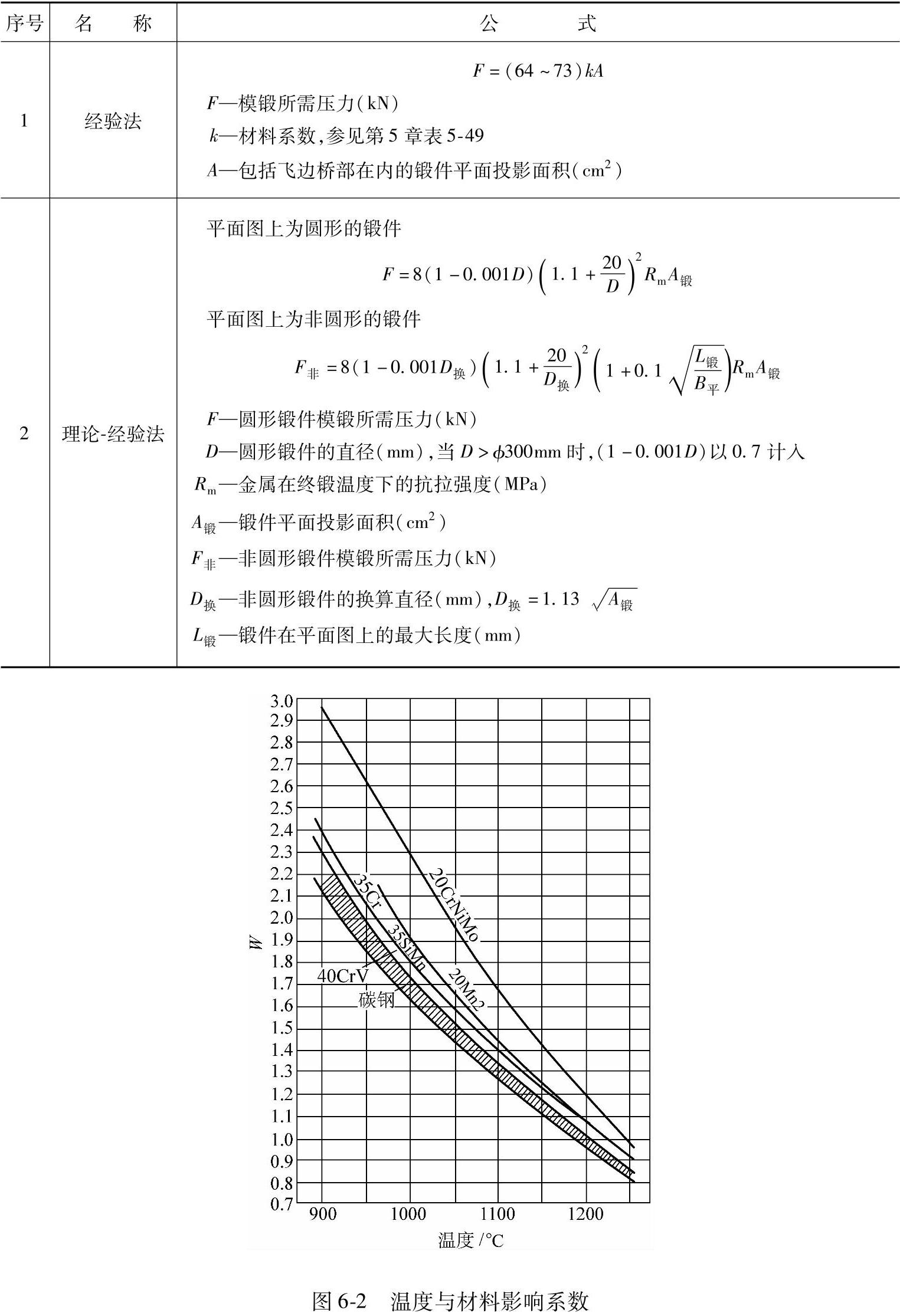
W———温度与材料影响系数,查图6-2确定;
p1———单位面积挤压力(Pa),查图6-3确定;
A1———最大挤压面积(cm2)。 在图6-3中,截面积为(https://www.xing528.com)
A1=πd2
1/4,A2=πd2
2/4
(2)模锻力 热模锻压力机上模锻时确定压力的线图见图6-4
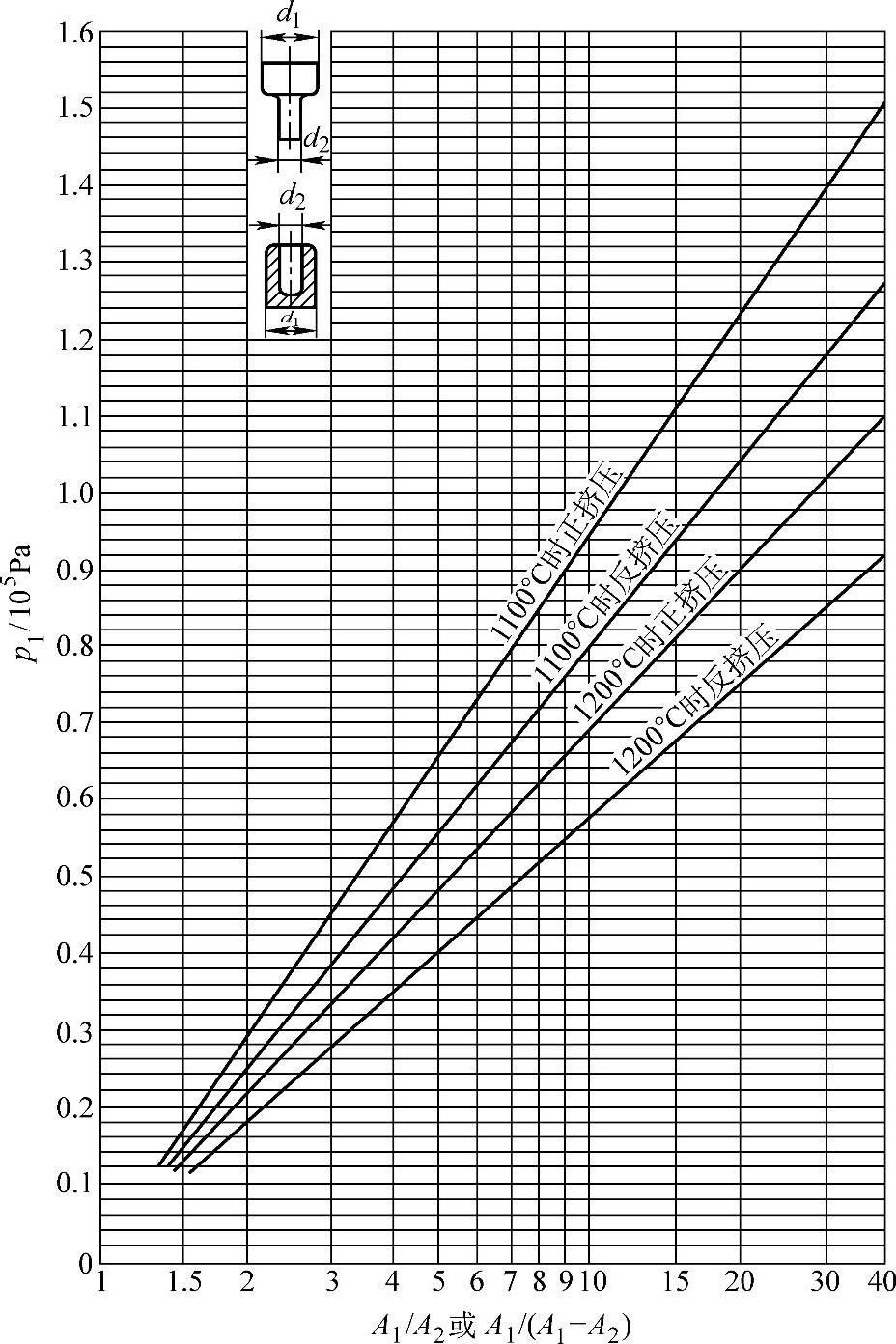
图6-3 45钢挤压的单位面积变形力
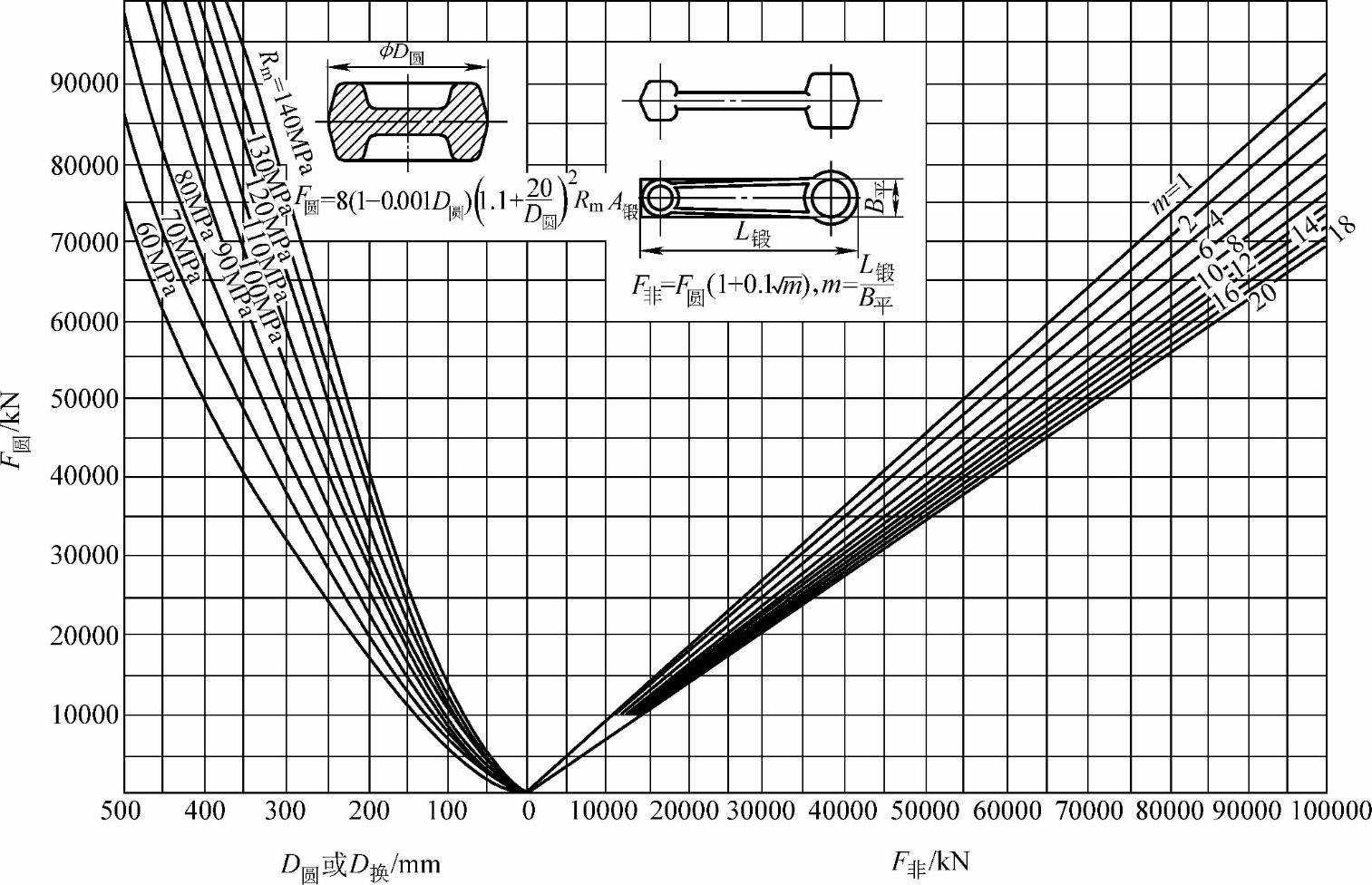
图6-4 热模锻压力机上模锻时确定压力的线图
注:1.吨位选择时按设备公称压力的80%选取,有利于避免闷车。
2.生产实践表明,闷车常发生在预锻工步中,在选择设备及设计锻模时应予以注意
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。