



锻件图是根据零件图,考虑分型面的选择、加工余量、锻造公差、工艺余块、模锻斜度、圆角半径等而设计的。与模锻工艺一样胎模锻的锻件图也分冷锻件图和热锻件图。热锻件的尺寸是由冷锻件尺寸加上材料冷缩量得到的。冷锻件图用于锻件检验,热锻件图则用于胎模的制造和检验。
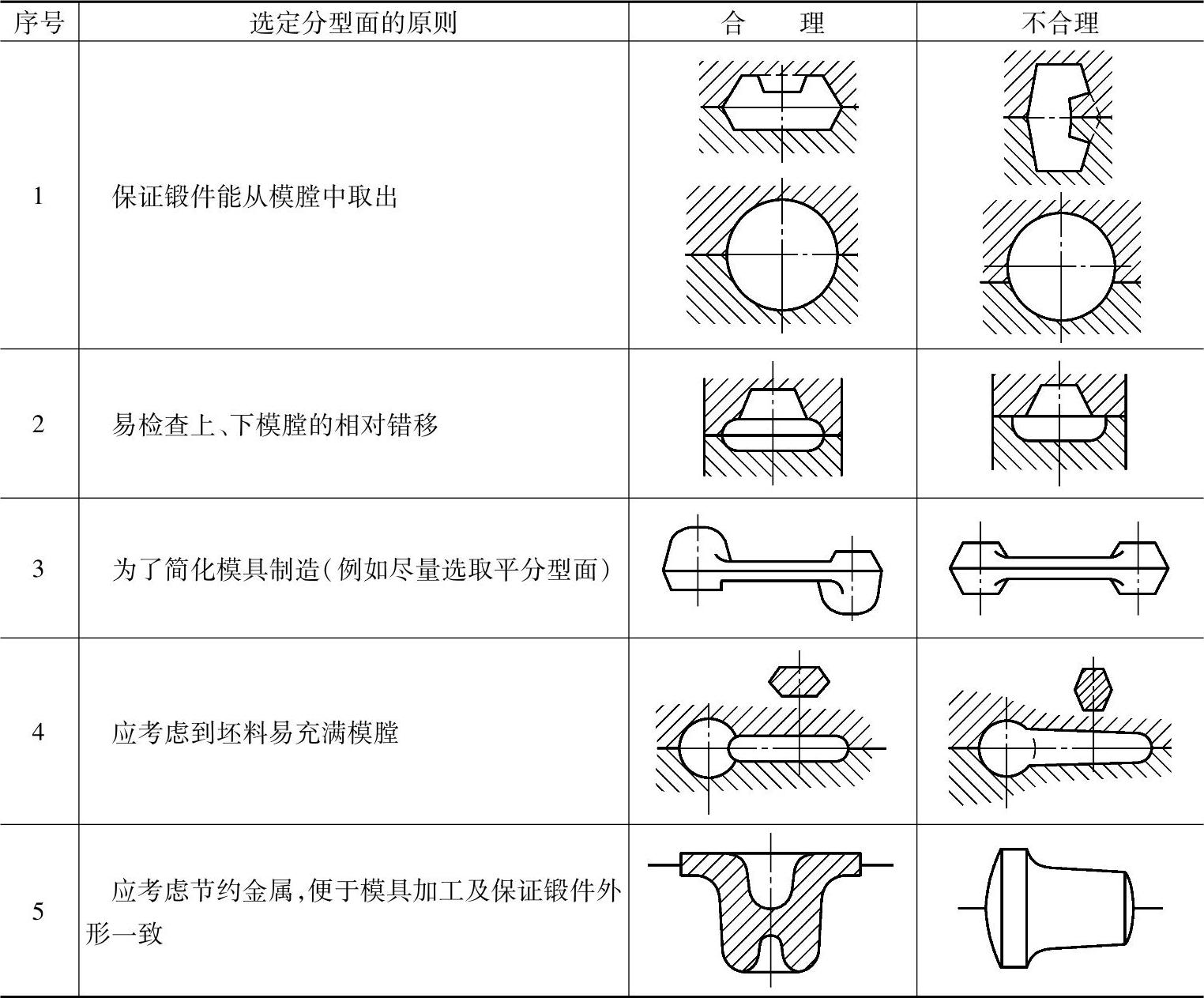
1.分型面的选定原则(见表5-67)
表5-67 分型面选定原则
2.余量与公差
对于碳的质量分数不超过0.9%的碳钢和合金总的质量分数不超过4%的合金钢,表面粗糙度Ra为2.5~3.2μm胎模锻件的摔模成形机械加工余量与公差见表5-68,垫模、套模成形机械加工余量与公差见表5-69,合模成形机械加工余量与公差见表5-70。
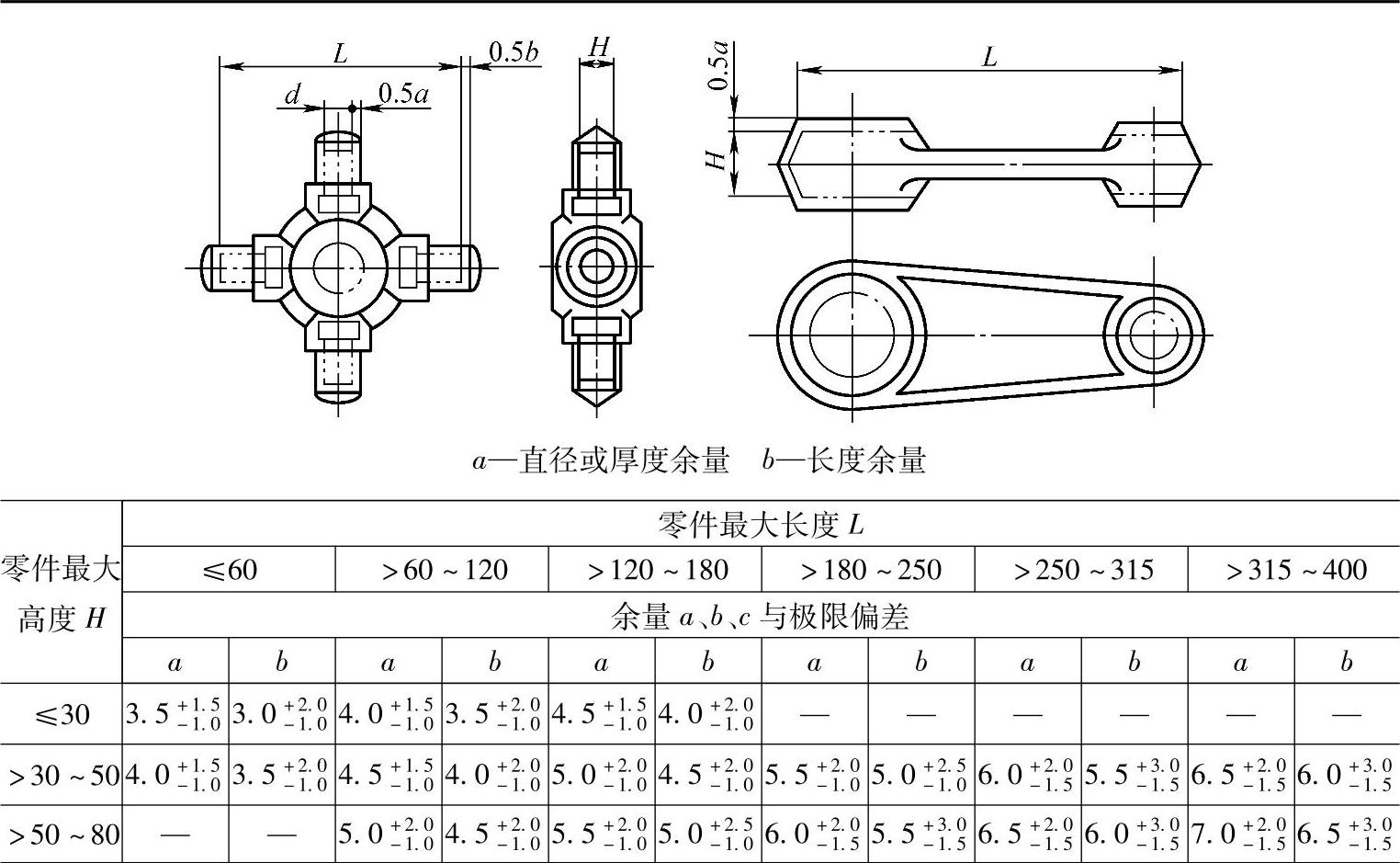
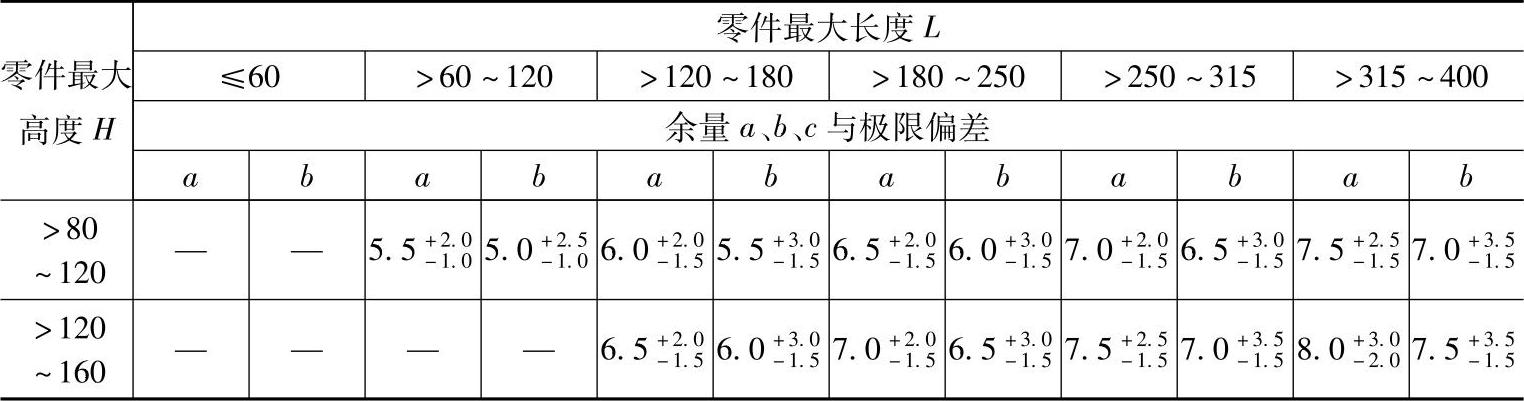
表5-68 摔模成形机械加工余量与公差(单位:mm)
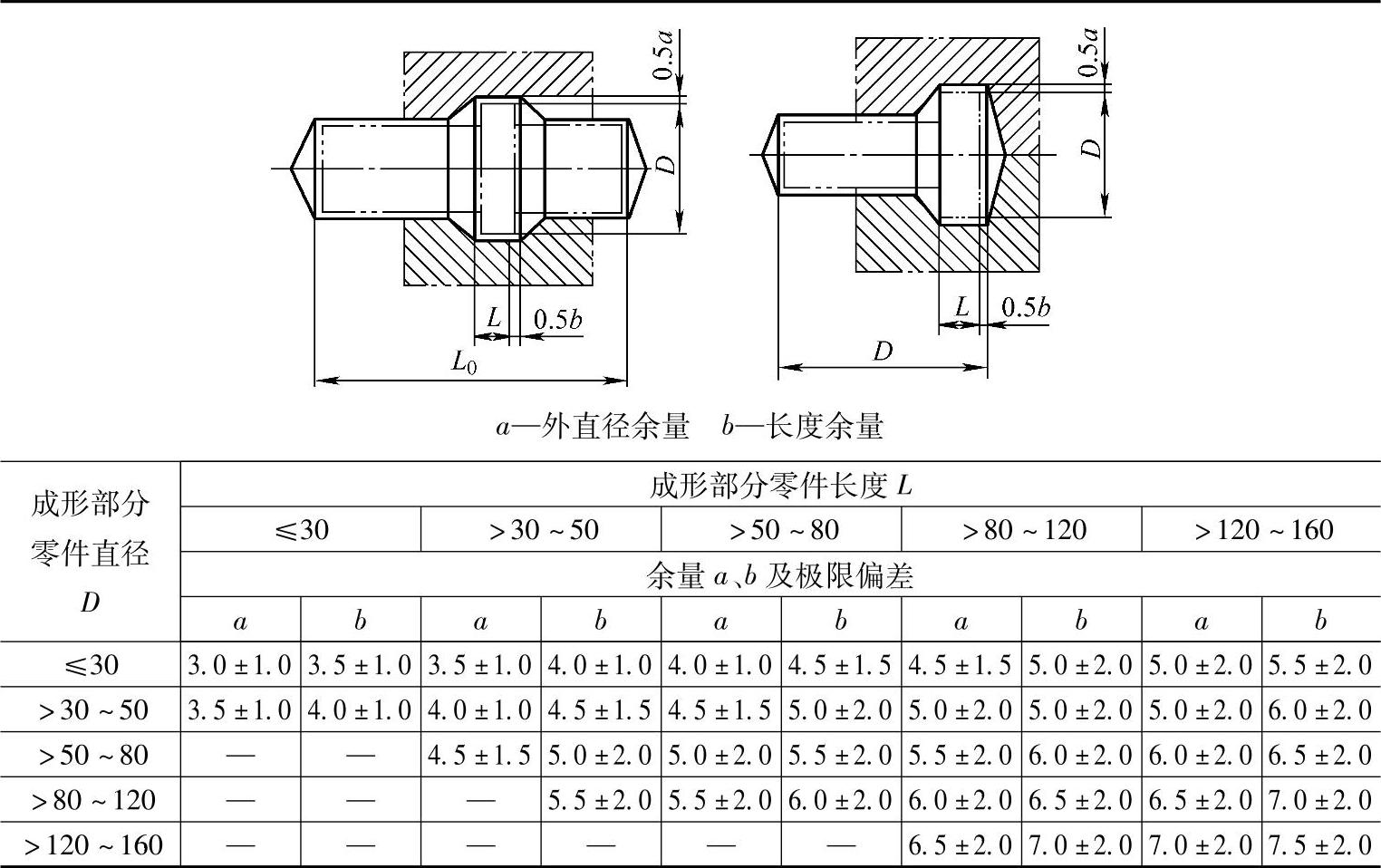
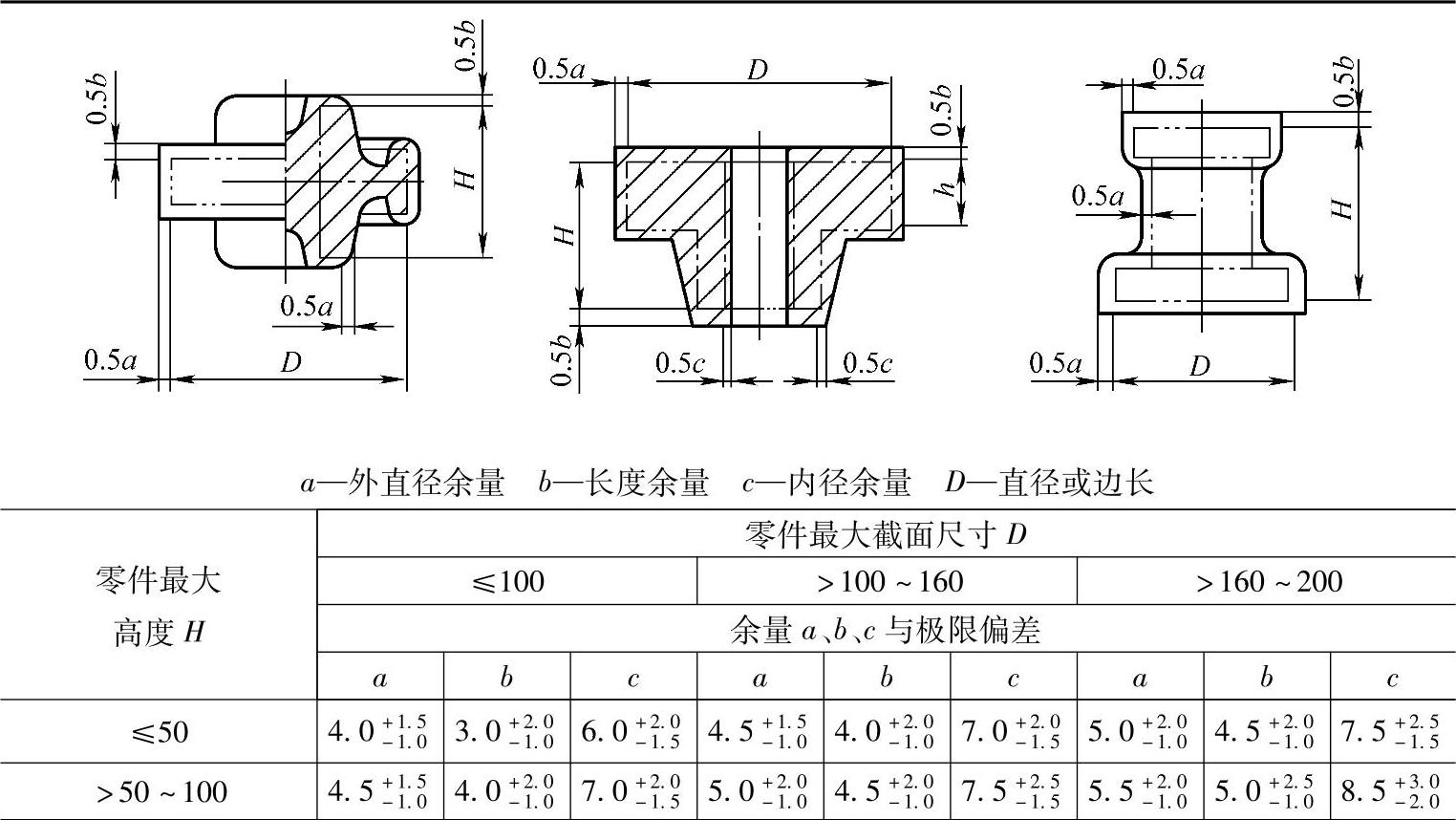
表5-69 垫模、套模成形机械加工余量与公差(单位:mm)
(续)
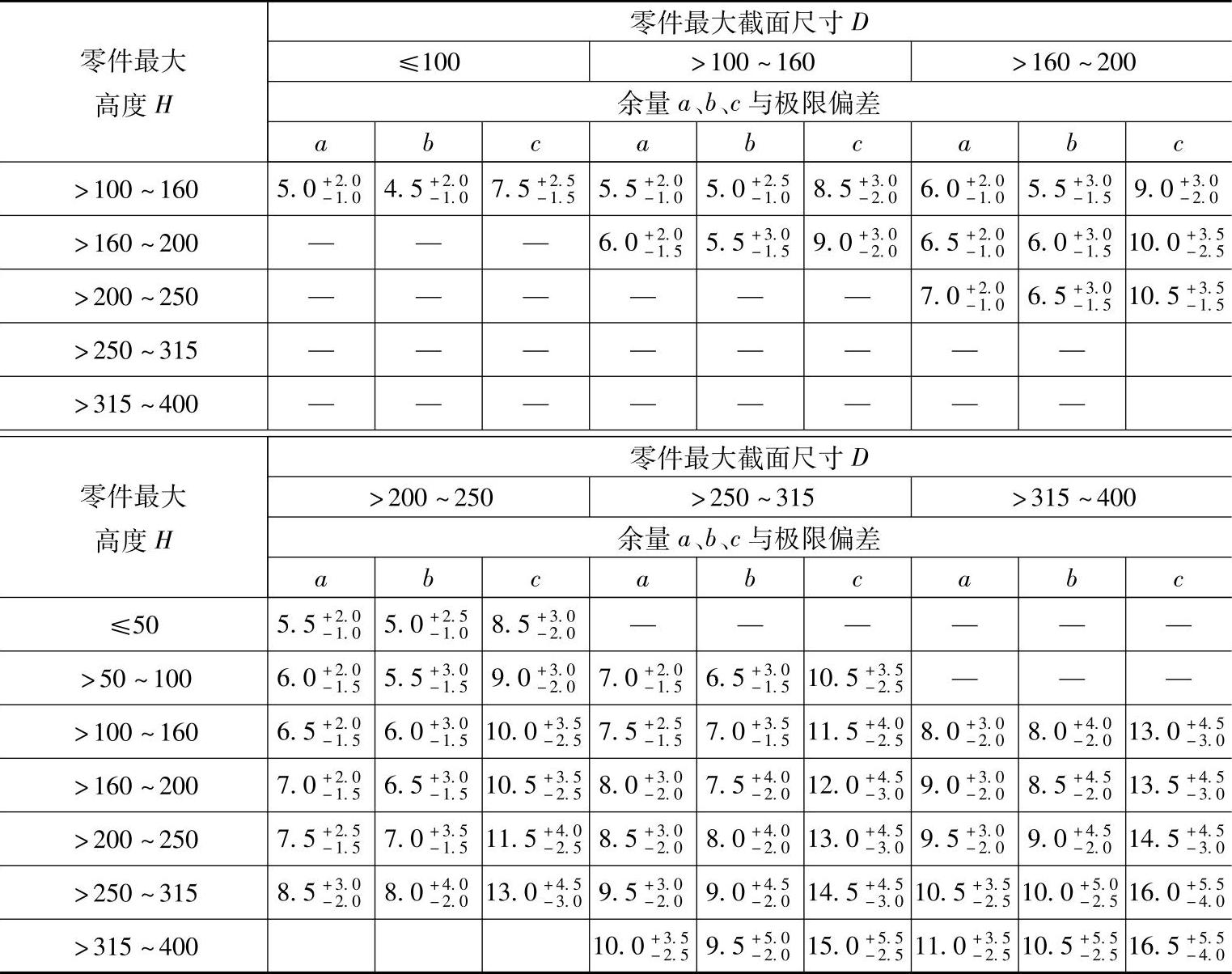
表5-70 合模成形机械加工余量与公差(单位:mm)
(续)
3.圆角半径
圆角半径选用图如图5-3所示
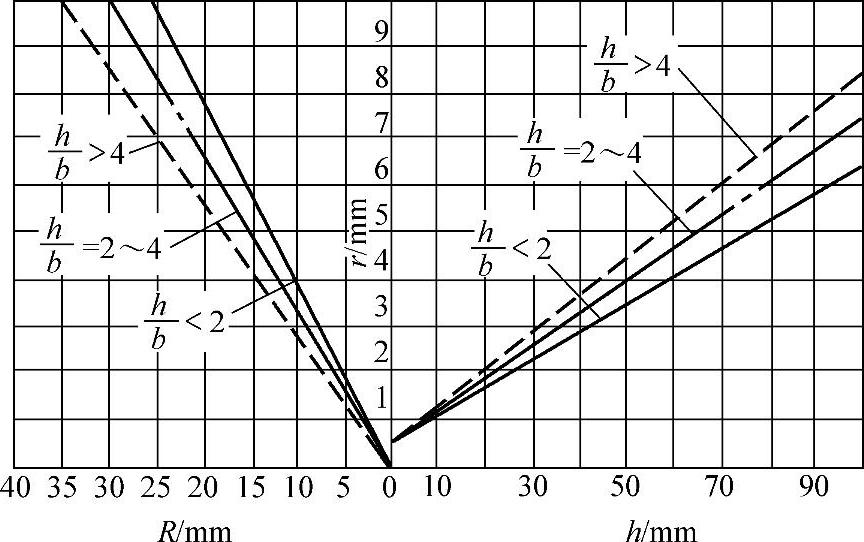
图5-3 圆角半径选用图
r—锻件凸圆角 R—锻件凹圆角 h—圆角处高度 b—圆角处厚度
示例:h=40mm,b=80mm,h/b=40/80=0.5<2,由图5-3查得r=3mm,R=8mm。(https://www.xing528.com)
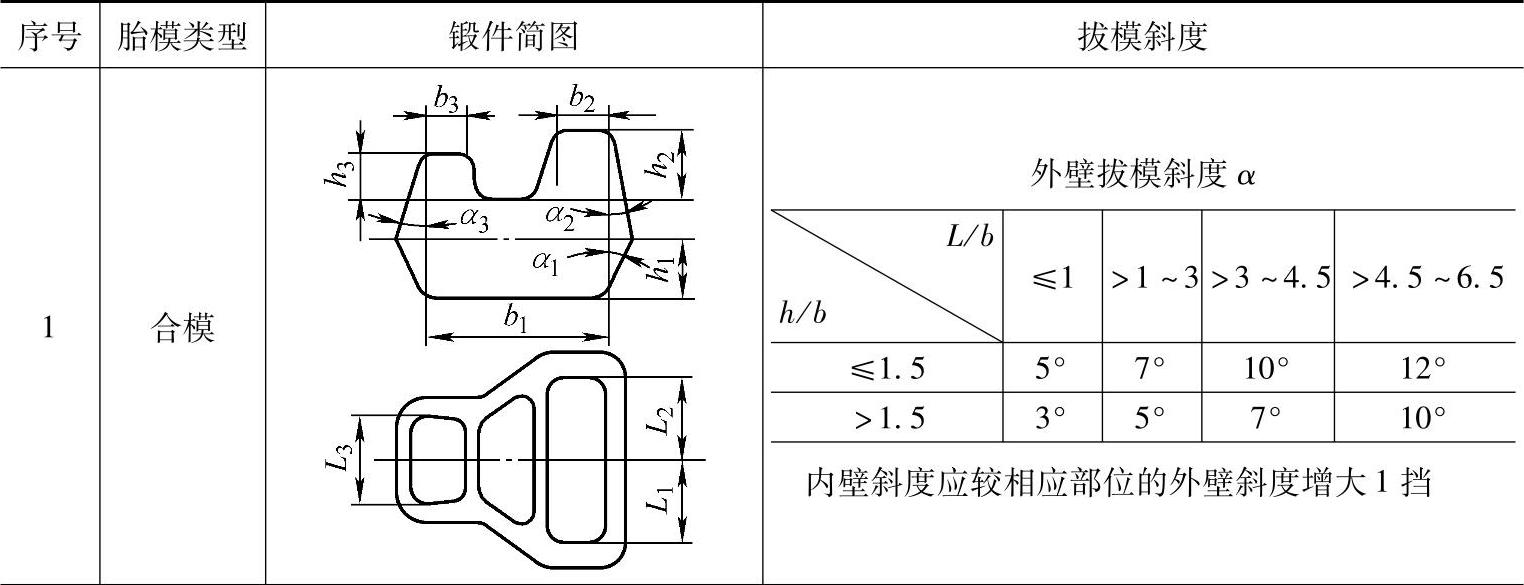
4.拔模斜度
胎模锻件拔模斜度(见表5-71)应按胎模类型来选用。
表5-71 胎模锻件拔模斜度
(续)
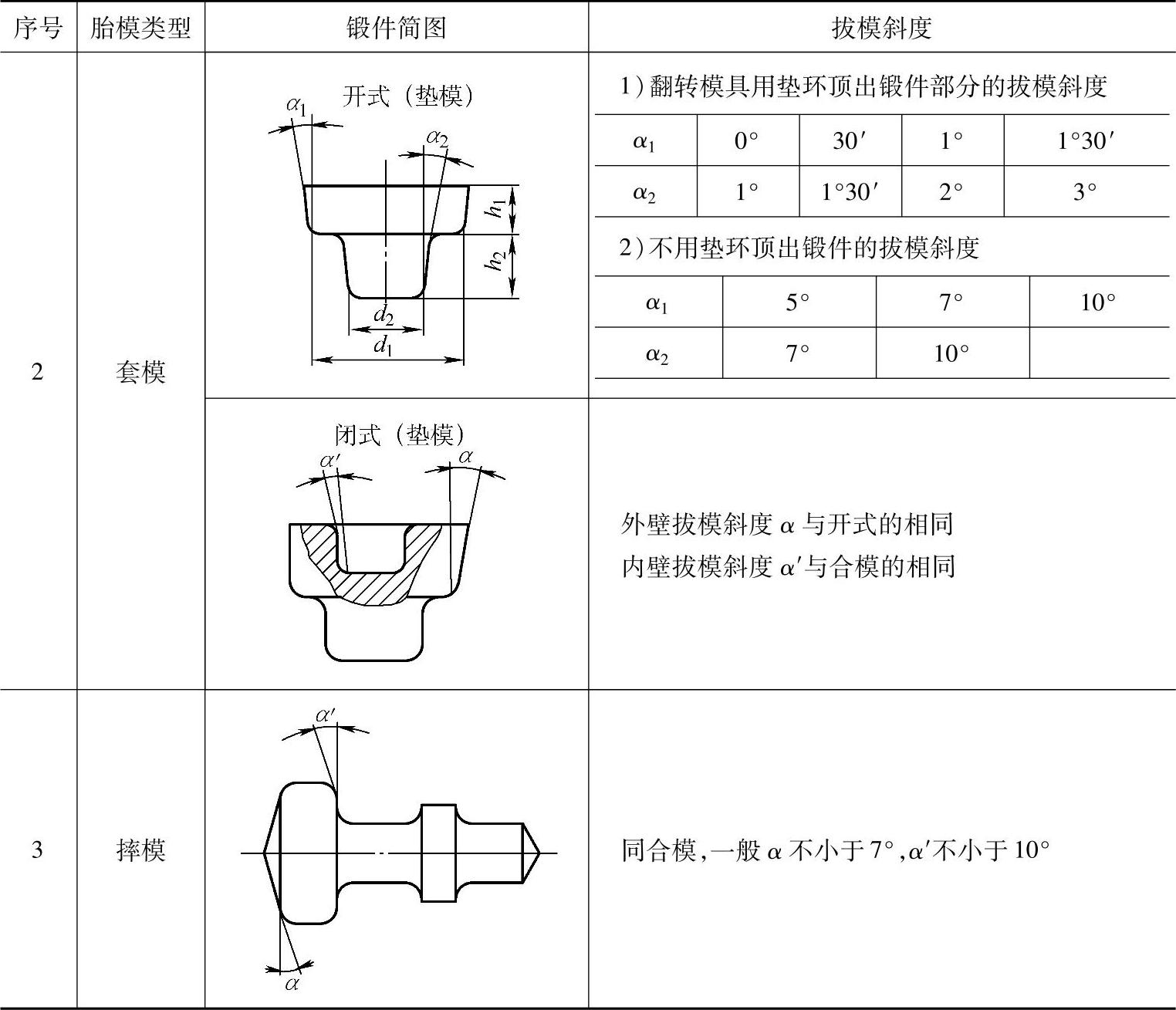
注:h1,h2—相应部位的高度;b1,b2,b3—相应部位的宽度;α1,α2,α3—相应部位的拔模斜度;L1,L2 L3—相应部位的厚度。
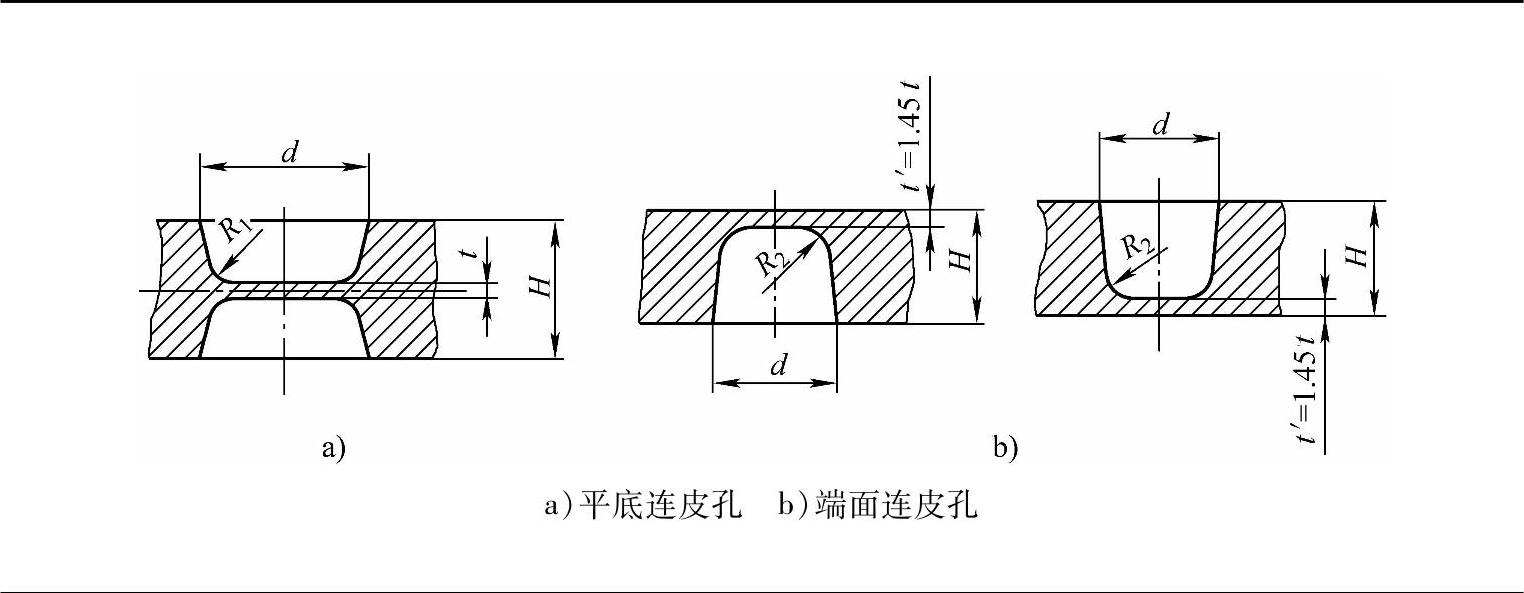
5.冲孔连皮
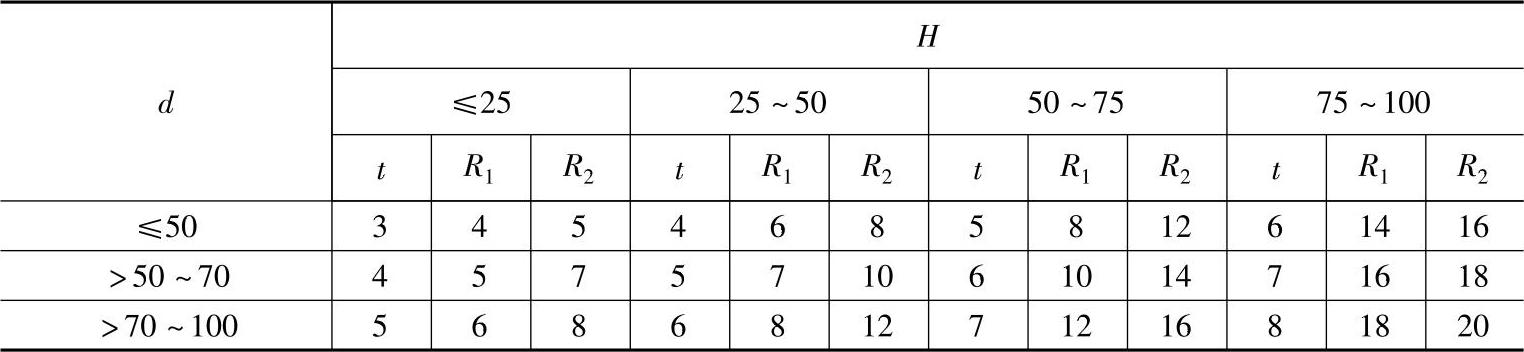
冲孔连皮尺寸见表5-72
表5-72 冲孔连皮尺寸(单位:mm)
(续)
6.收缩率
热锻件的收缩率见表5-73
表5-73 热锻件的收缩率

7.技术要求
胎模锻件的主要技术要求与模锻件相似,见表5-74
表5-74 胎模锻件的主要技术要求

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。