



1.锻模模块的规格(见表5-53)
表5-53 锻模模块的规格(单位:mm)
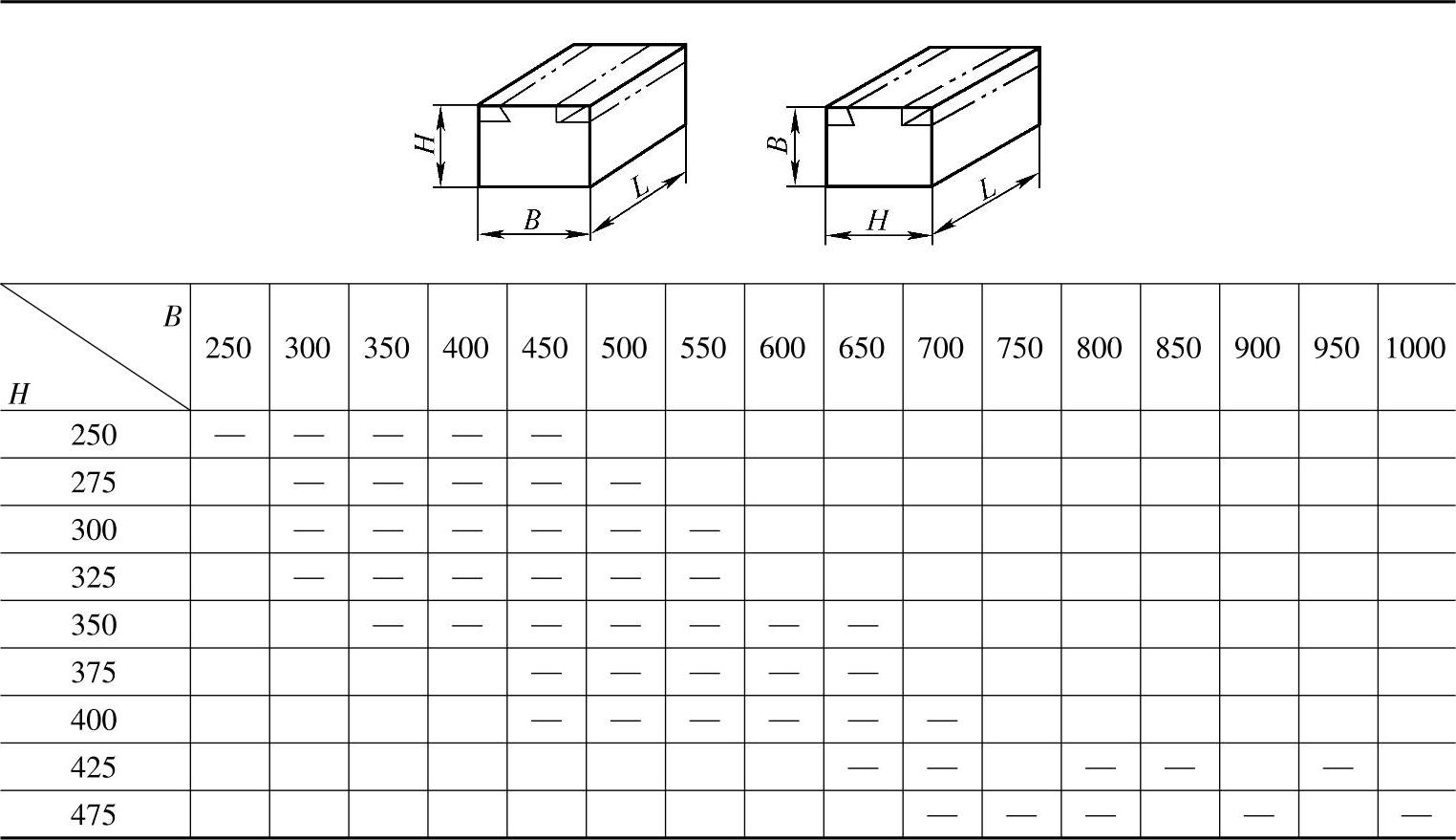
注:当模块长度L在200~700mm范围时,以25mm间隔选取,如200mm、250mm、275mm等,当L尺寸大于700mm时,则以50mm间隔选取,如700mm、750mm、800mm、850mm等。
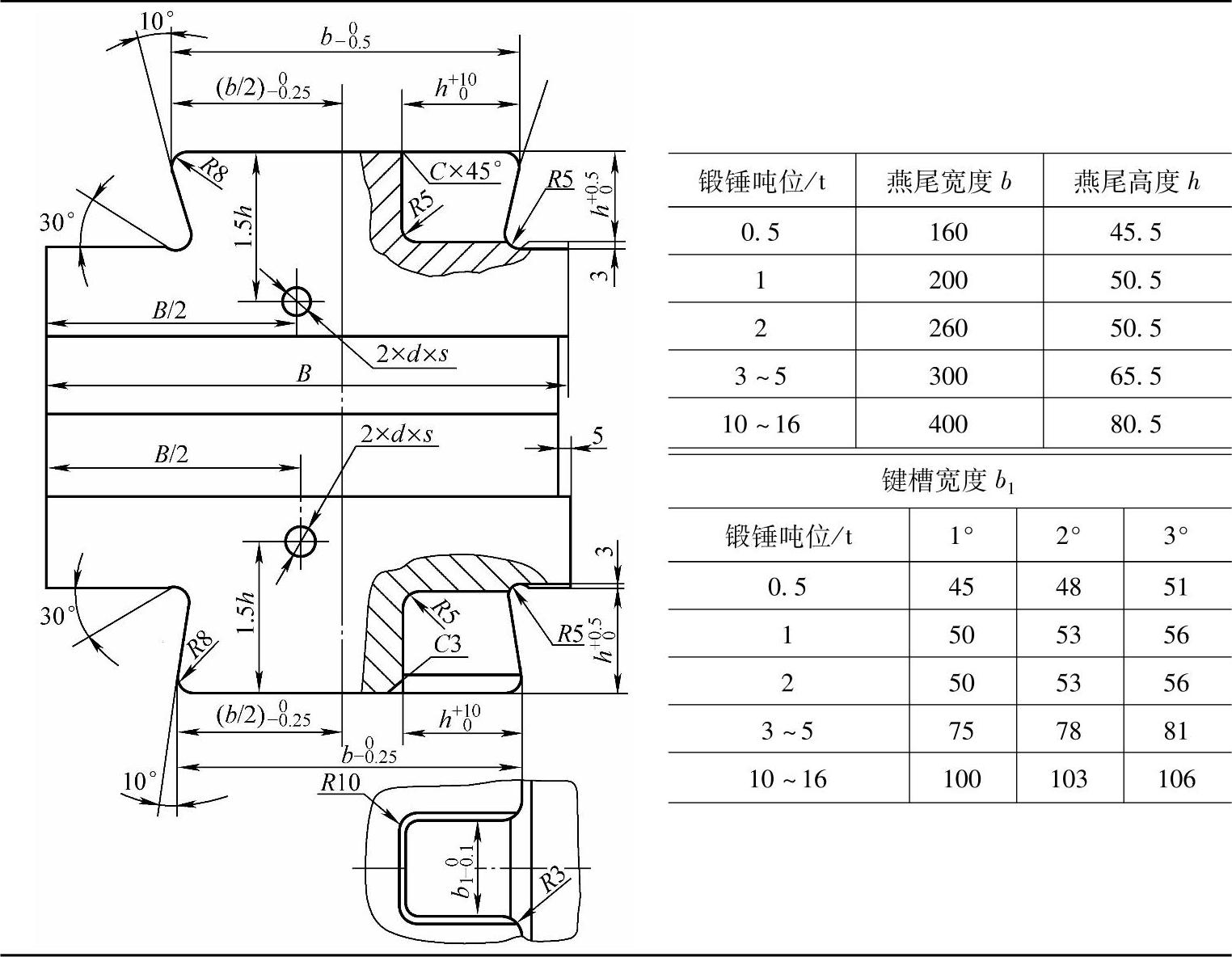
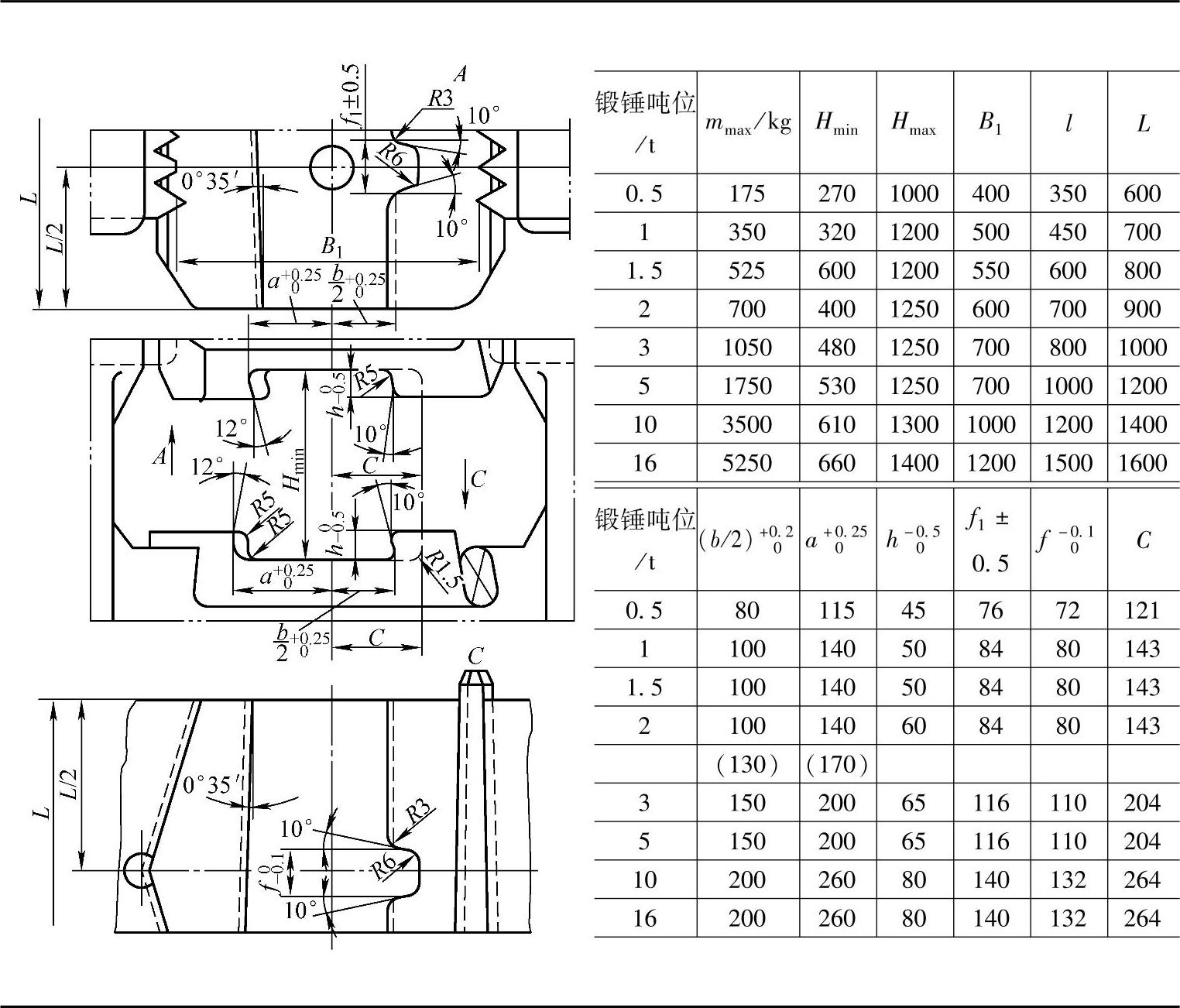
2.锻模燕尾及键槽尺寸(见表5-54)
表5-54 锻模燕尾及键槽尺寸(单位:mm)
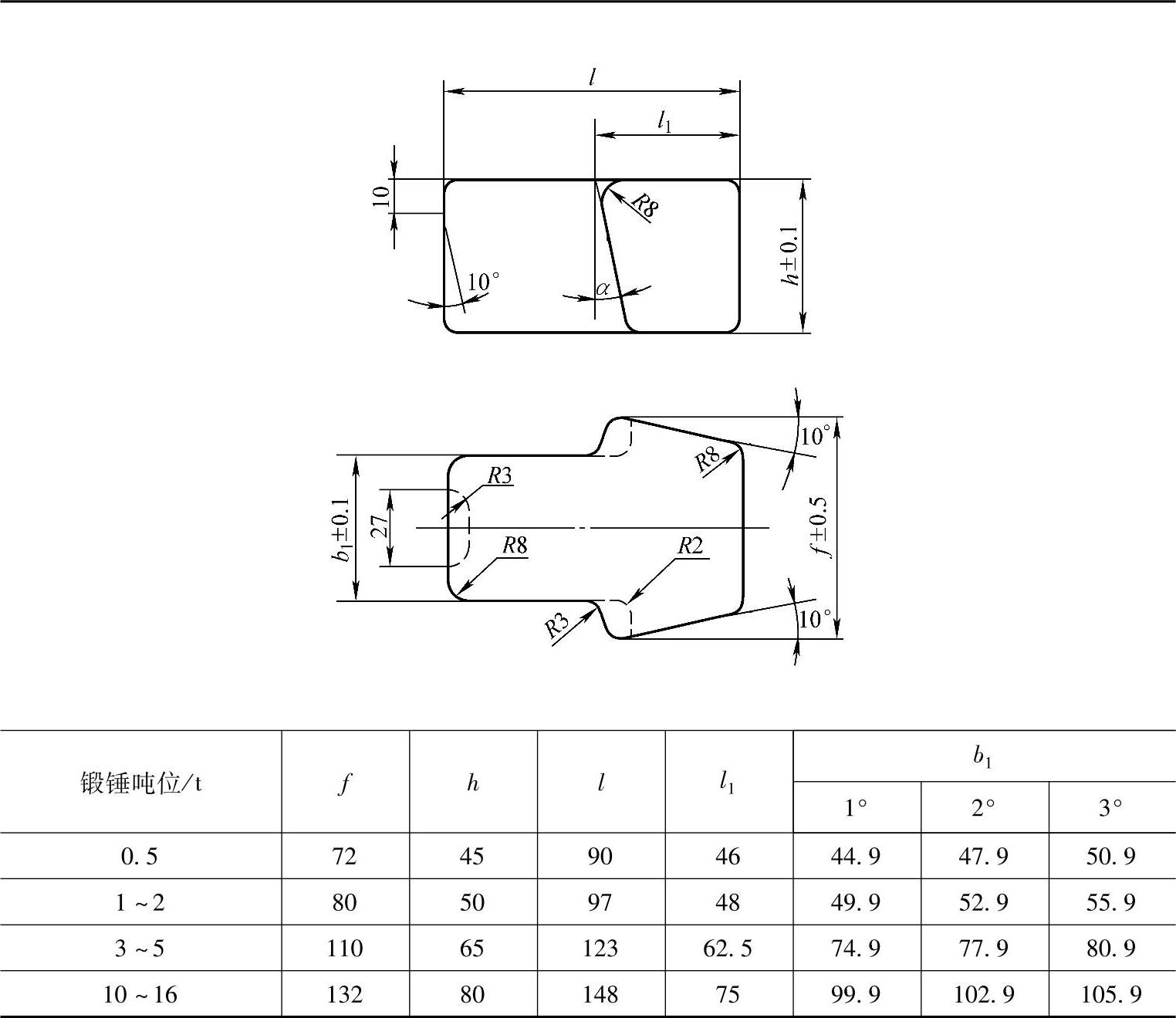
3.紧固锻模用的锤楔尺寸(见表5-55)
表5-55 锤楔尺寸(单位:mm)
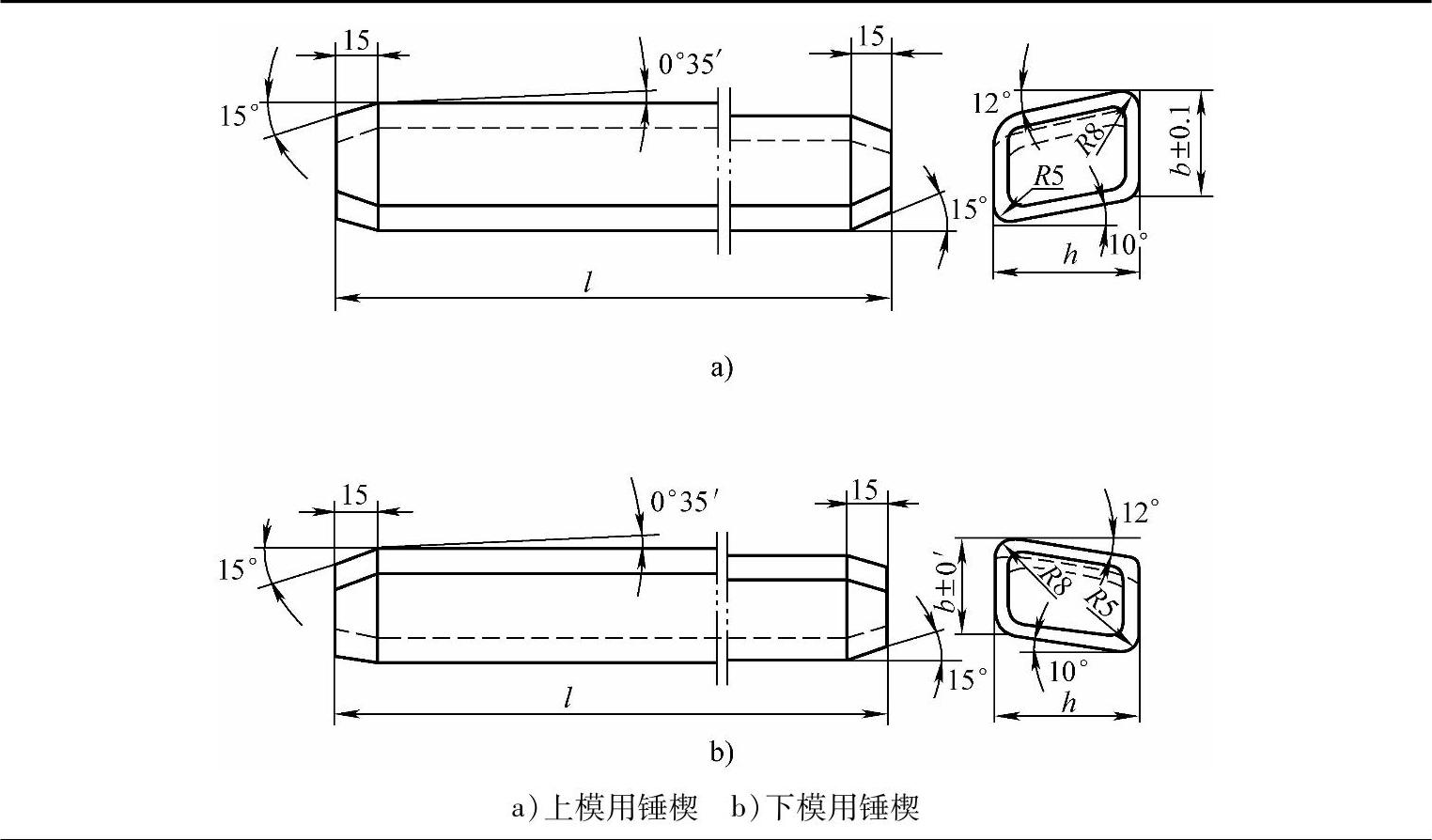
(续)
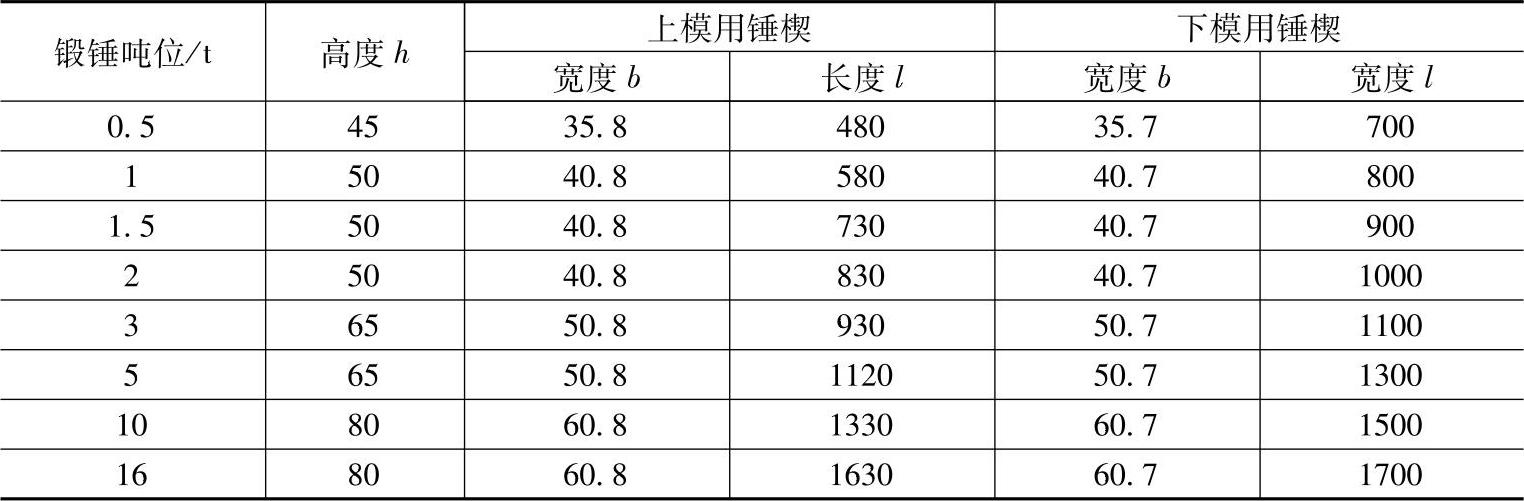
注:材料为45钢,中间部分硬度为207~255HBW,两端硬度为241~285HBW
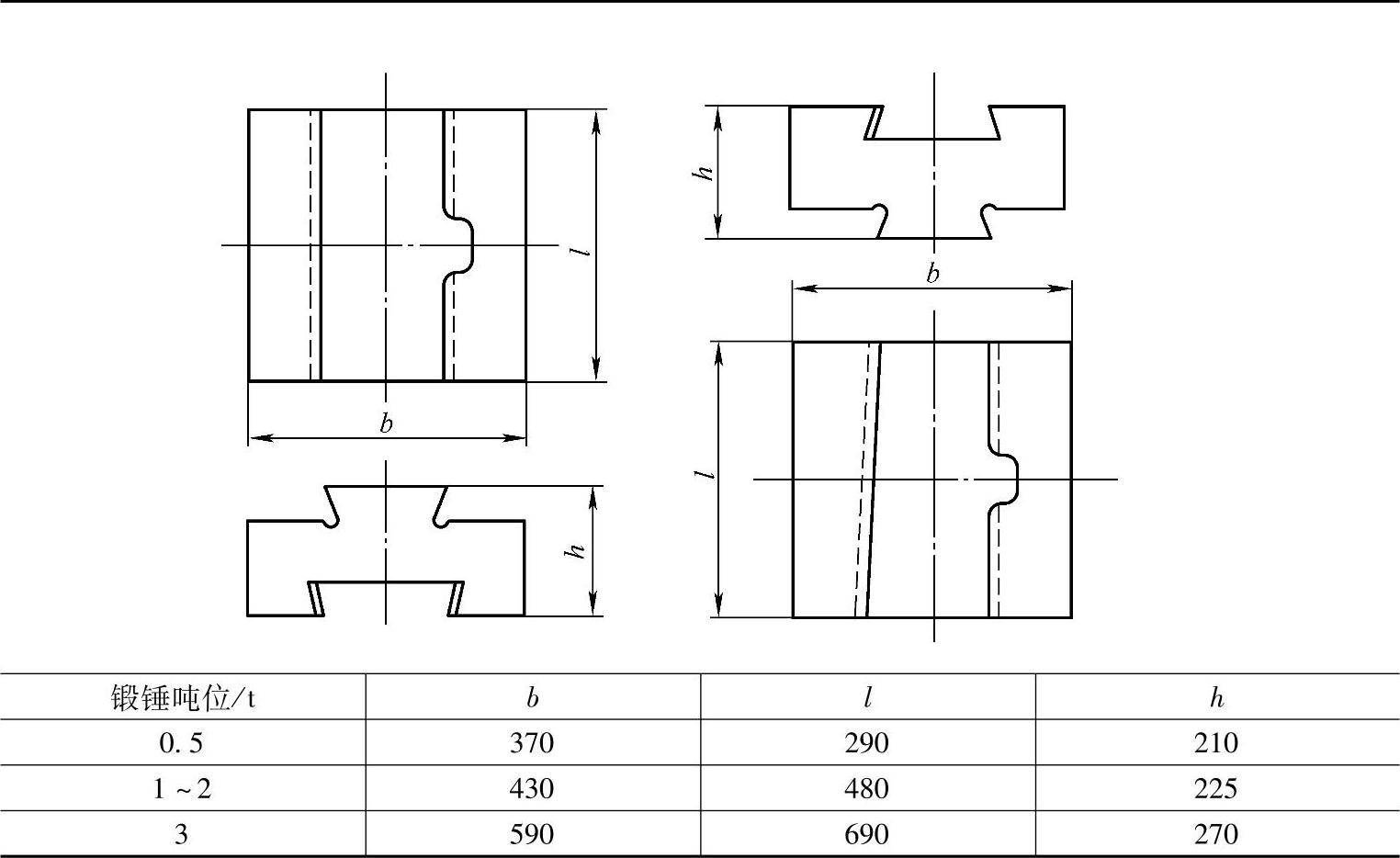
4.键块尺寸(见表5-56)
表5-56 键块尺寸(单位:mm)
注:1.边缘用2mm半径倒圆。
2.材料为45钢,硬度为241~285HBW
5.垫片尺寸(见表5-57)(https://www.xing528.com)
表5-57 垫片尺寸(单位:mm)
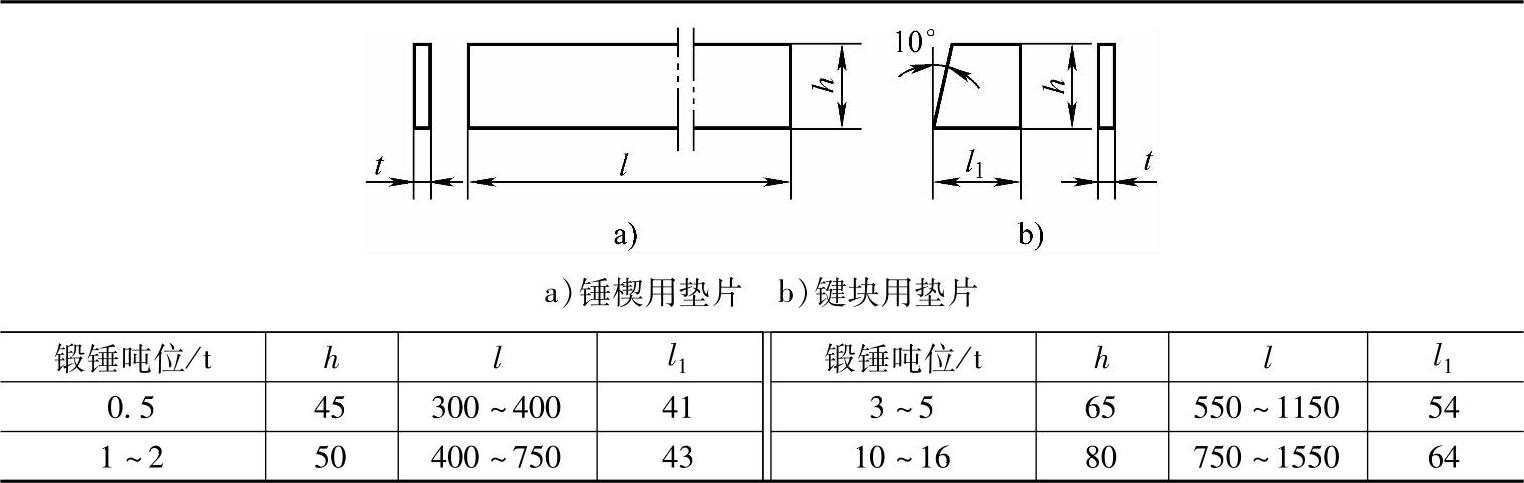
注:1.垫片厚度t=0.5mm,0.75mm,1mm,2mm,3mm,5mm
2.材料为35~40钢。
6.中间模座尺寸(见表5-58)
表5-58 中间模座尺寸(单位:mm)
注:材料为40Cr,硬度为321~363HBW
7.起重孔尺寸
起重孔位置应按模块中心线制造,偏差不得大于10mm。锻模质量超过800kg时,应在锻模两侧面上各增加两个起重孔。锻模起重孔尺寸见表5-59。
表5-59 锻模起重孔尺寸(单位:mm)

注:起重孔的位置见表5-54中图
8.蒸汽-空气两用模锻锤安装空间规格(见表5-60)
表5-60 蒸汽-空气两用模锻锤安装空间规格(单位:mm)
注:mmax为上模最大质量;Hmax为在锻模闭合高度为Hmin时的锤头最大行程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。