



【摘要】:计算方法 水压机上自由锻造的算料方法见表4-49。表4-52 加热火次及加热规范的确定表4-53 锻件的冷却及其缺陷图4-13 确定钢坯冷却时间
1.算料基本原则和钢锭利用率
(1)基本原则 水压机上自由锻造的锻件质量很大,受操作能力所限,锻件外形也比较简单和粗糙。因而在计算坯料质量时要加大烧损和各种工艺废料的百分比。选择钢锭时还要考虑切除冒口、底部的质量,因而实际选用的钢锭质量要比锻件质量大很多,可用计算方法确定,也可以根据经验数据选取。
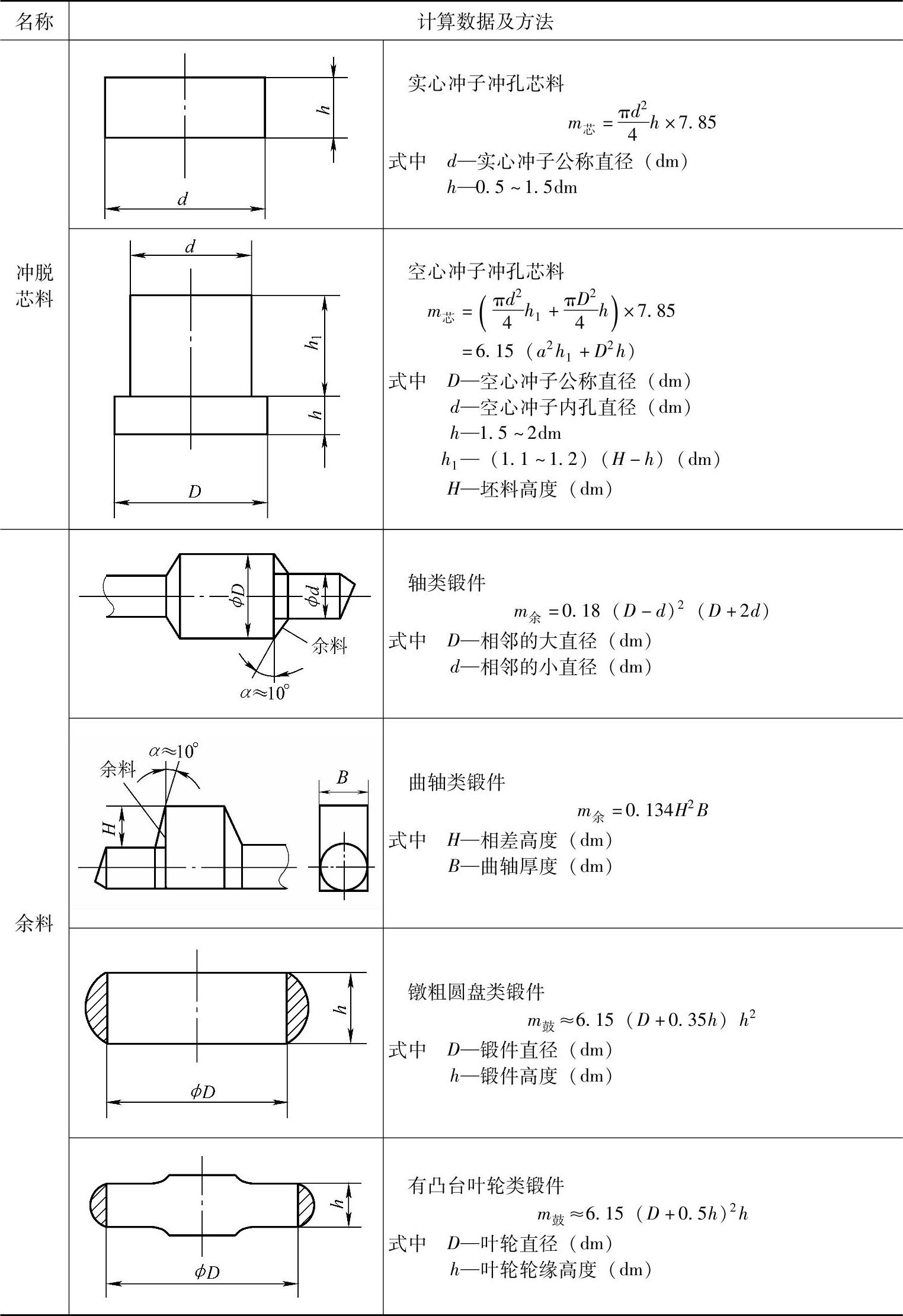
(2)计算方法 水压机上自由锻造的算料方法见表4-49。
表4-49 水压机上自由锻造的算料方法
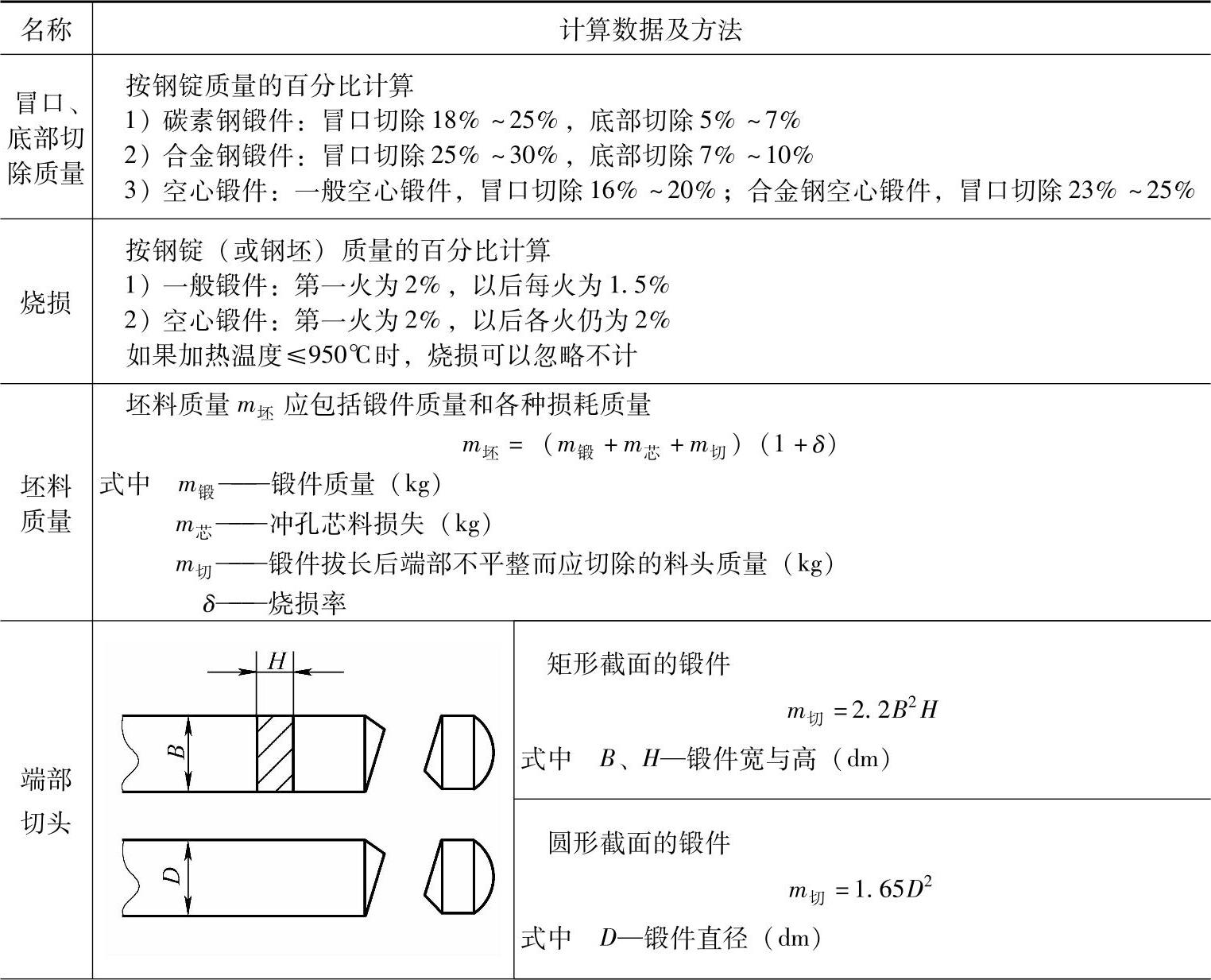
(续)
(3)经验数据 根据钢锭利用率η数值(见表4-50)可以选用所需要的钢锭质量。
m锭=m锻/η
表4-50 钢锭利用率η数值

2.变形工艺的选用
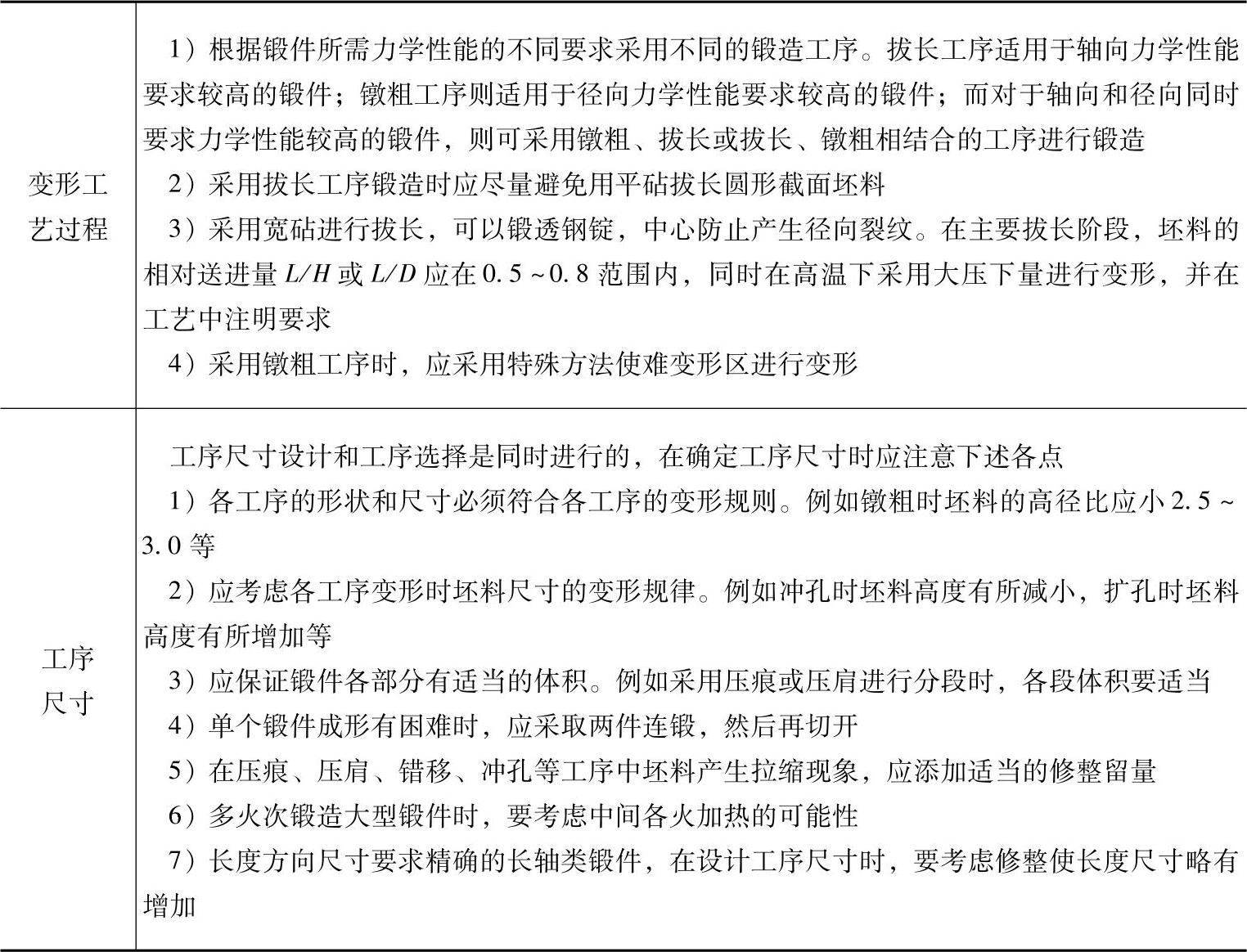
(1)变形工艺过程及工序尺寸的确定要点(见表4-51)
表4-51 变形工艺过程及工序尺寸的确定要点
(2)空心锻件的工艺方案选择 水压机锻造空心锻件的工艺方案选择见图4-12。(https://www.xing528.com)
3.坯料加热火次、加热、锻后冷却及热处理规范
(1)加热火次及加热规范的确定(见表4-52)
例如:已知坯料的平均直径为850mm,锻造温度范围为1200~800℃,在图4-13中查得,从1200℃冷却到800℃时可锻造90min。
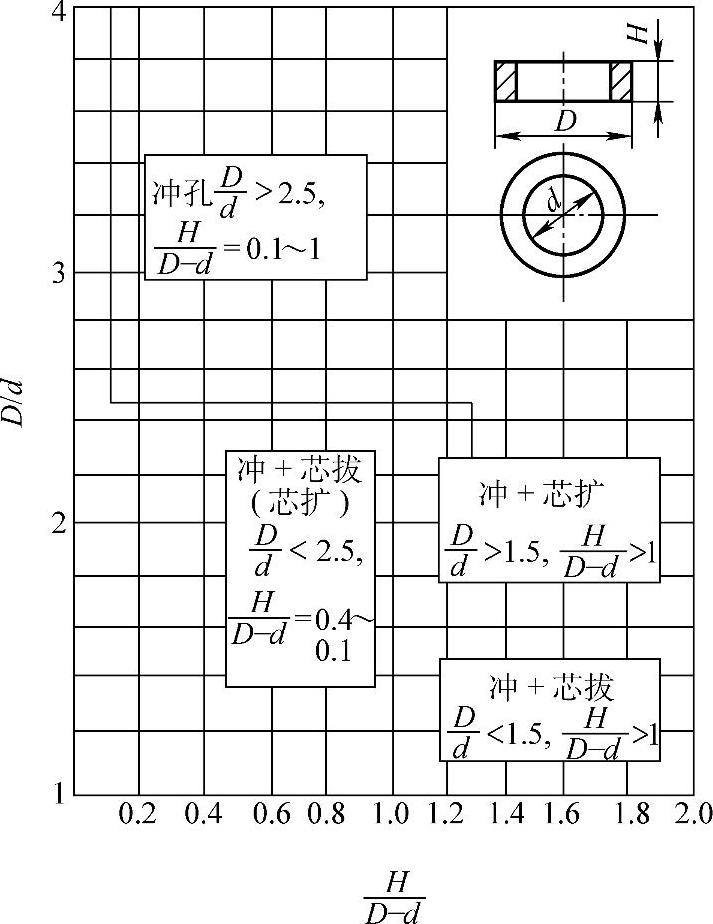
图4-12 水压机锻造空心锻件的工艺方案选择
(2)锻后冷却与热处理规范
1)锻件的冷却及其缺陷见表4-53。
2)锻件的冷却方法及规范参见第7章表7-19及表7-20
3)锻件的热处理工艺参见第7章表7-22。
表4-52 加热火次及加热规范的确定
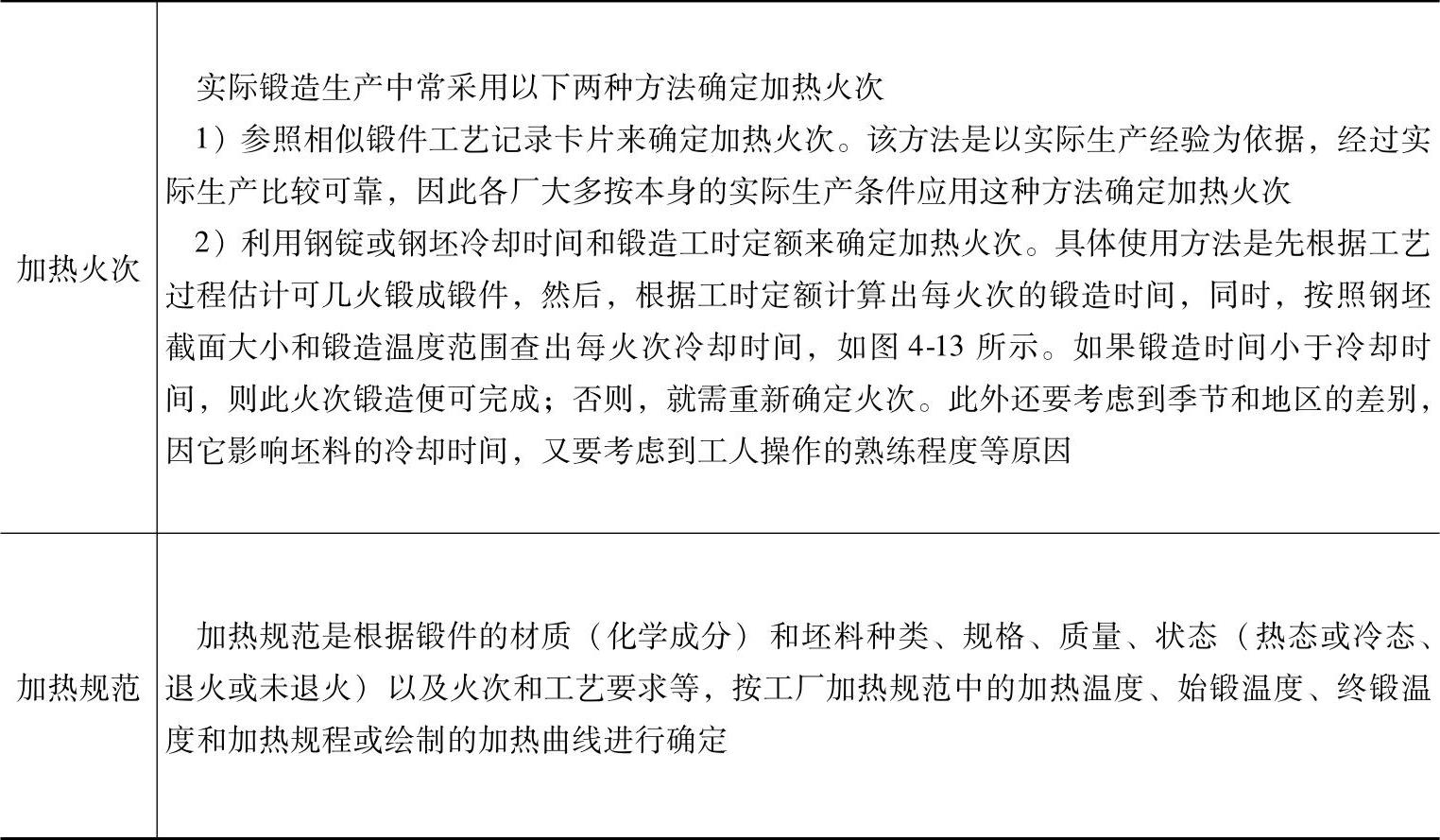
表4-53 锻件的冷却及其缺陷
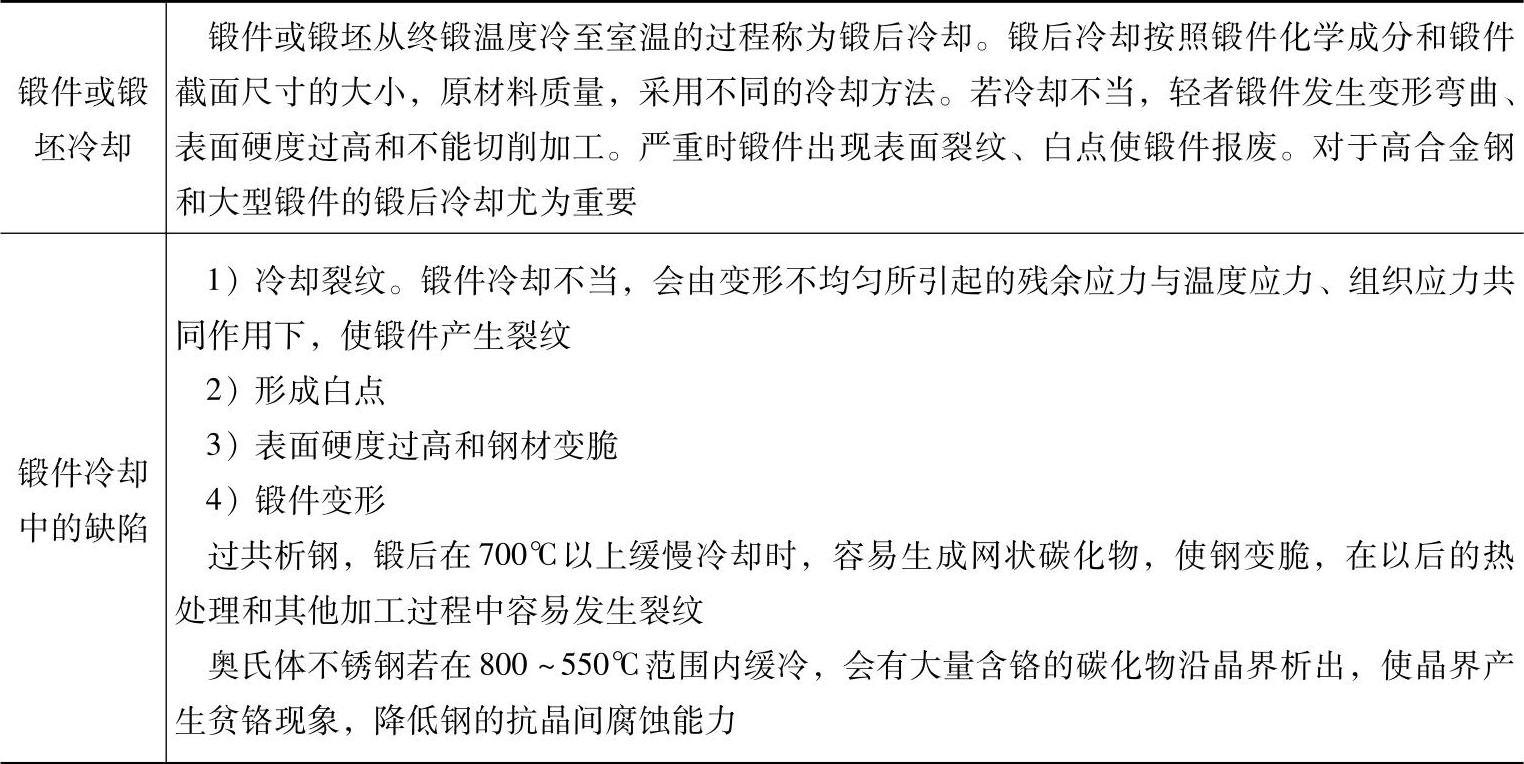
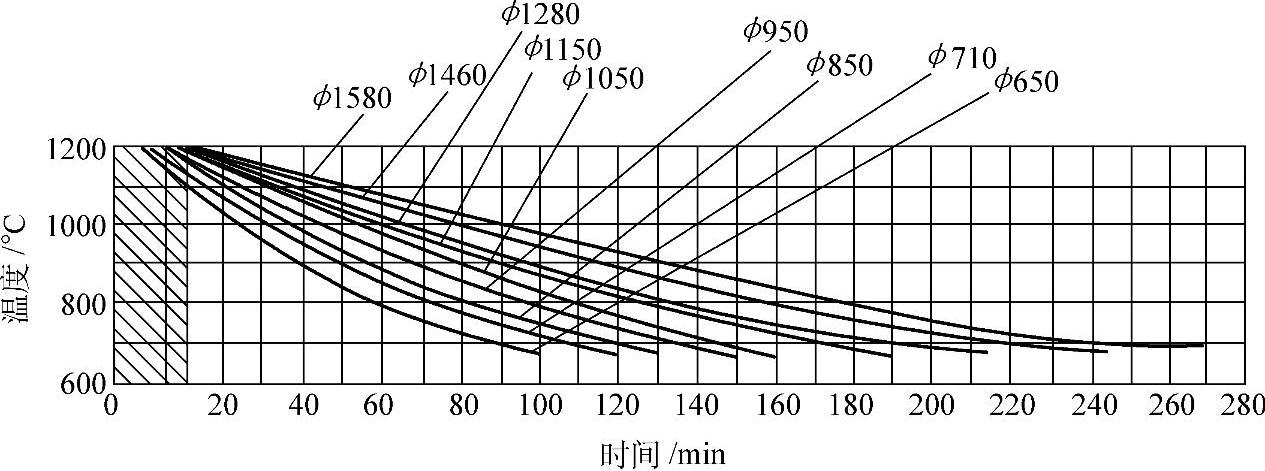
图4-13 确定钢坯冷却时间
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。