



1)中小钢坯和轧材加热时间的确定见表3-16
表3-16 中小钢坯和轧材加热时间的确定
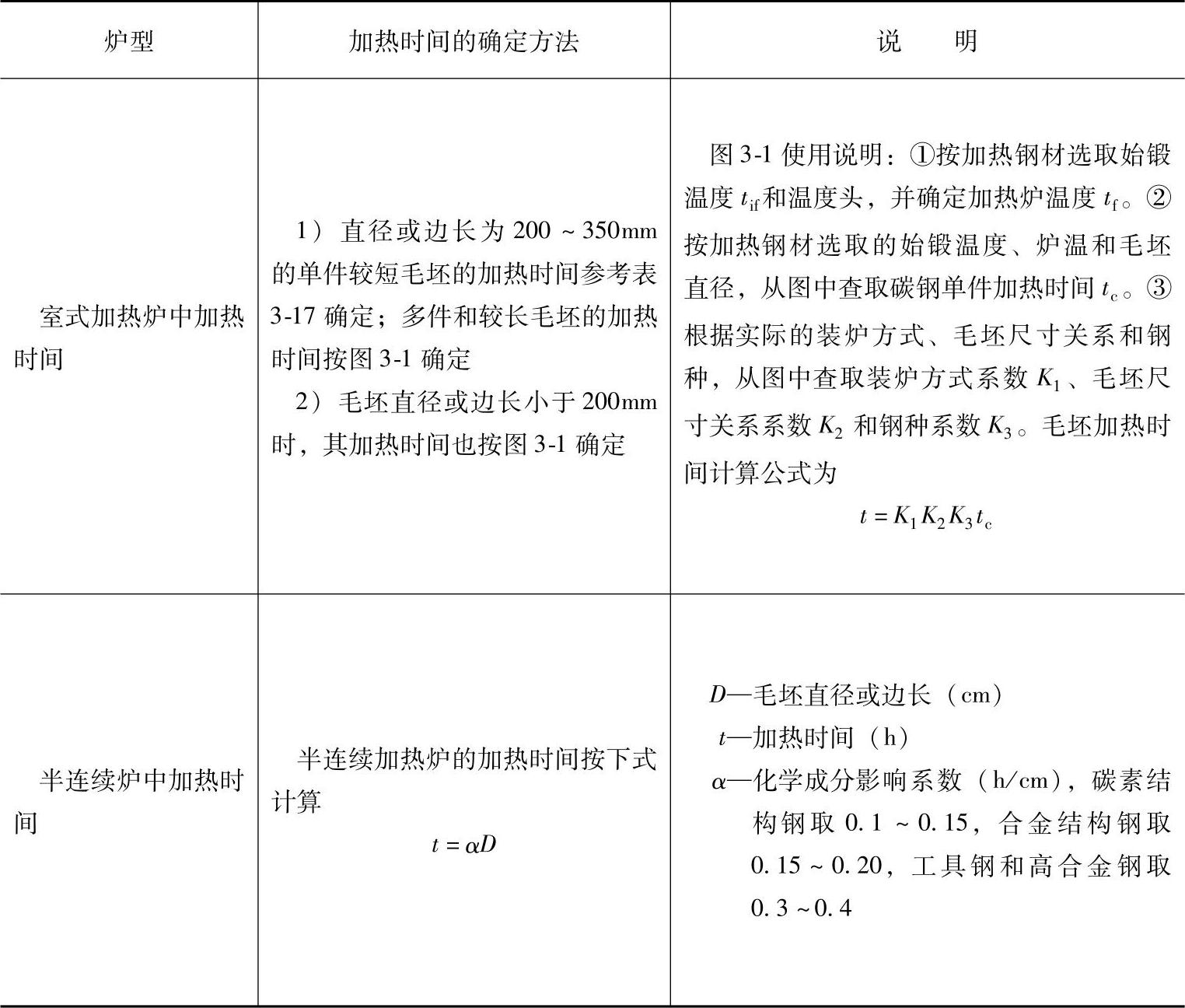
表3-17 直径或边长为200~350mm坯料的装炉温度和加热时间
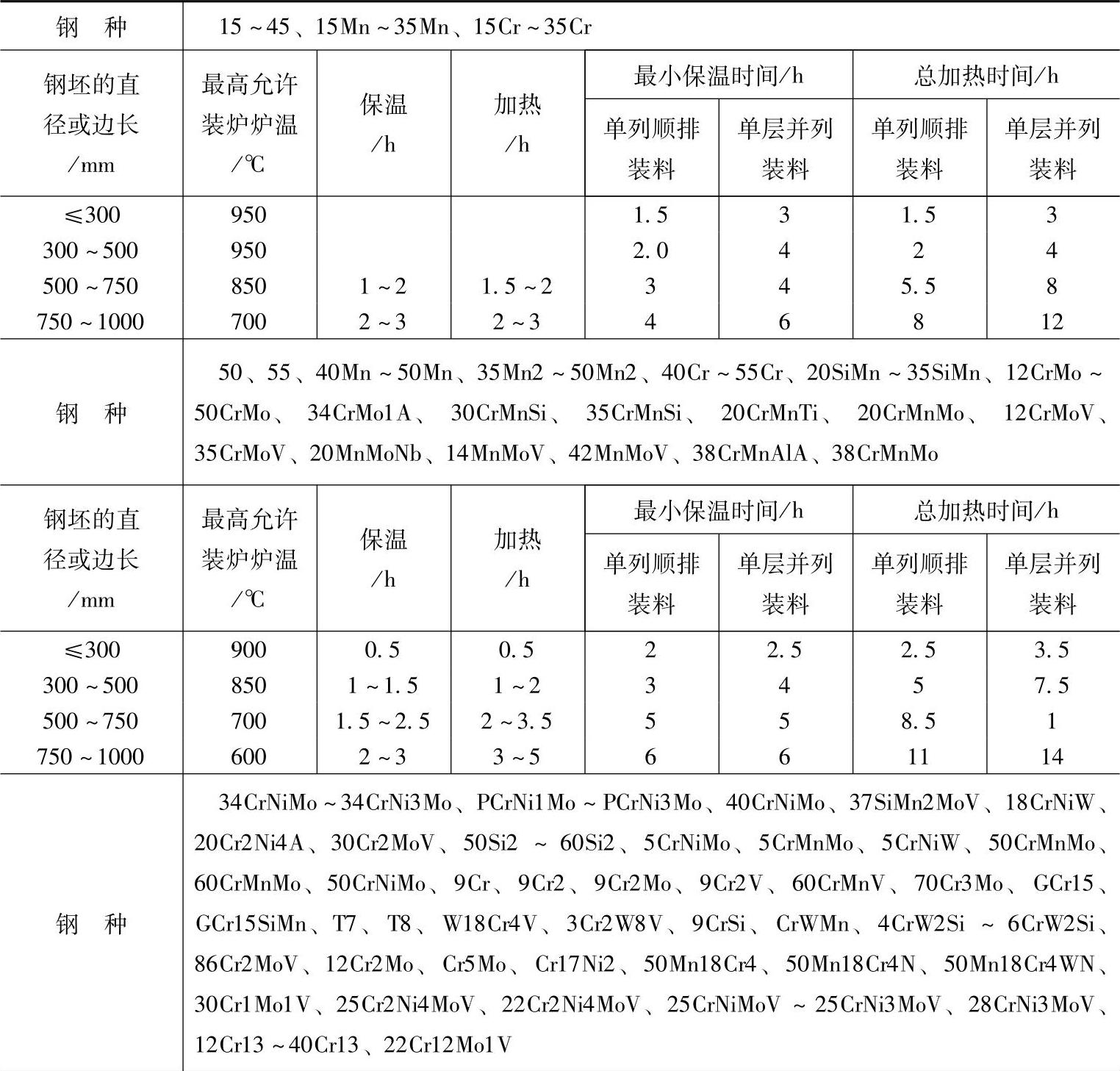
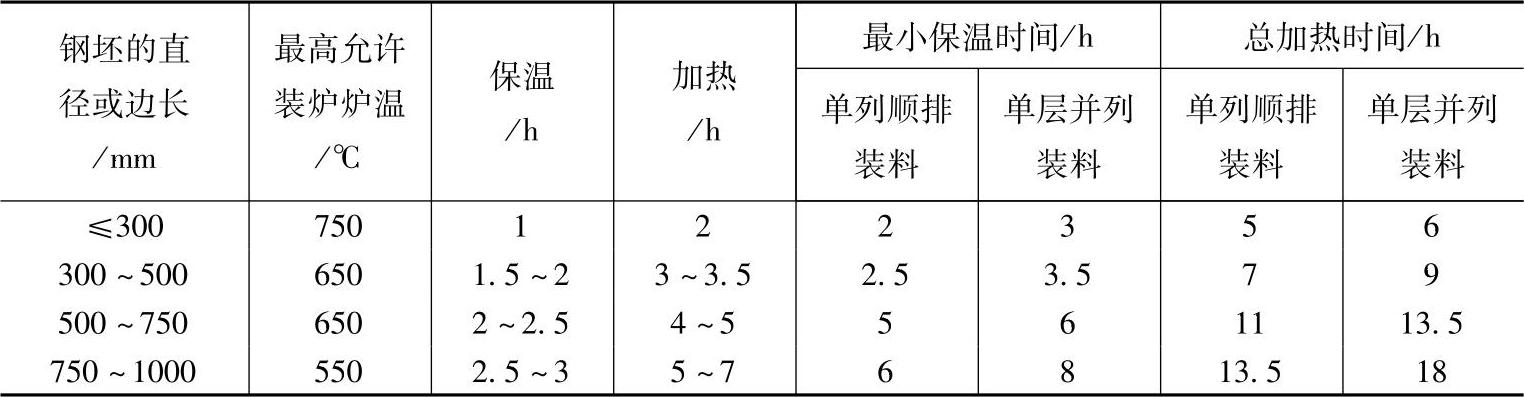
2)钢坯加热规范见表3-18。高速工具钢的加热规范见表3-19。钢坯加热保温时间见表3-20。
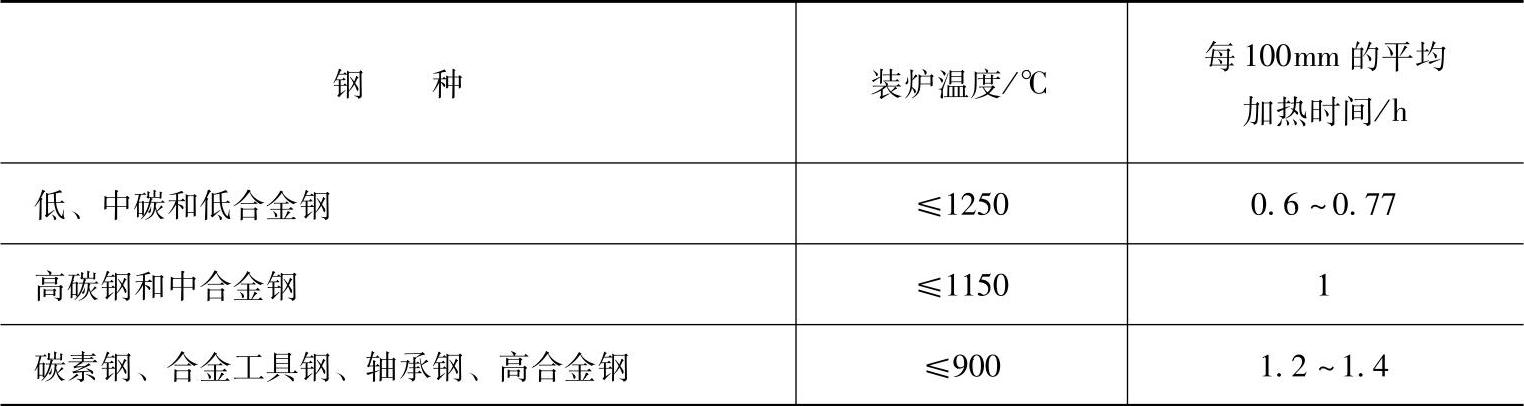
图3-1 毛坯在室式炉中加热时间
1、2、3、4—始锻温度
表3-18 钢坯加热规范
(续)

注:总加热时间中含模锻温度下的保温时间
表3-19 高速工具钢(W6Mo5Cr4V2、W18Cr4V等)的加热规范

注:坯料在炉底呈密排并列或有不大的间隙(<d/2)
表3-20 钢坯加热保温时间

注:1.钢坯按表中的规定加热保温之后因故不能出炉模锻时,应将炉温降至1000~1050℃进行6h以
内保温,或将炉温降至650~750℃进行保温。经降温处理的钢锭,再加热至模锻温度下的保
温时间可以减少1/2。
2.经650~750℃炉内长时间保温之后因故不需再加热时,必须随炉以小于50℃/h的降温速度将(https://www.xing528.com)
钢锭冷至250℃以下方可出炉。
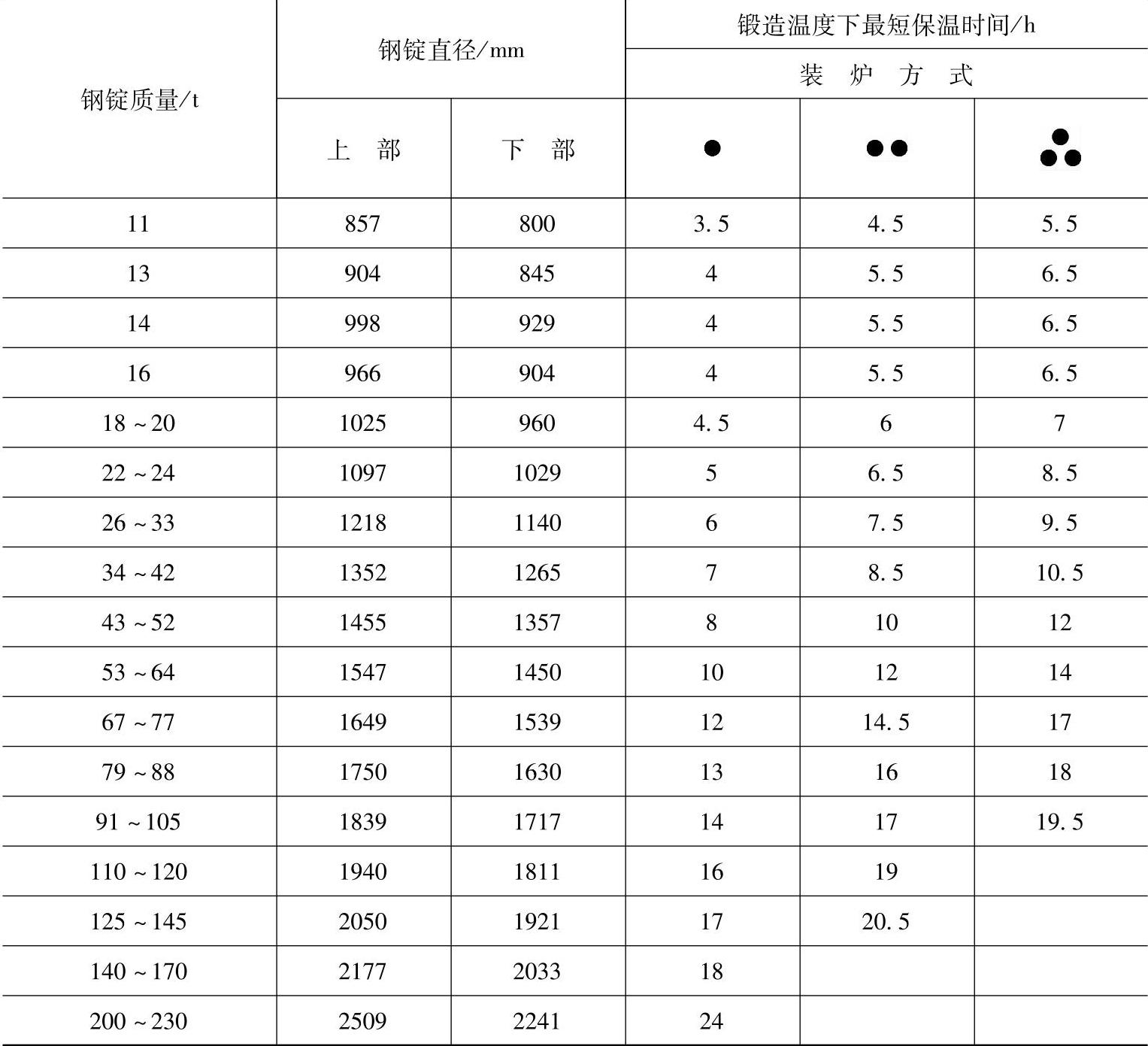
3)加热钢锭的保温时间见表3-21。热锭装炉时保温时间见表3-22
表3-21 加热钢锭的保温时间

表3-22 热锭装炉时保温时间
4)锻件半成品毛坯加热时间的确定见表3-23。锻件半成品或钢坯的重复加热的最高温度见表3-24。
表3-23 锻件半成品钢坯加热时间的确定
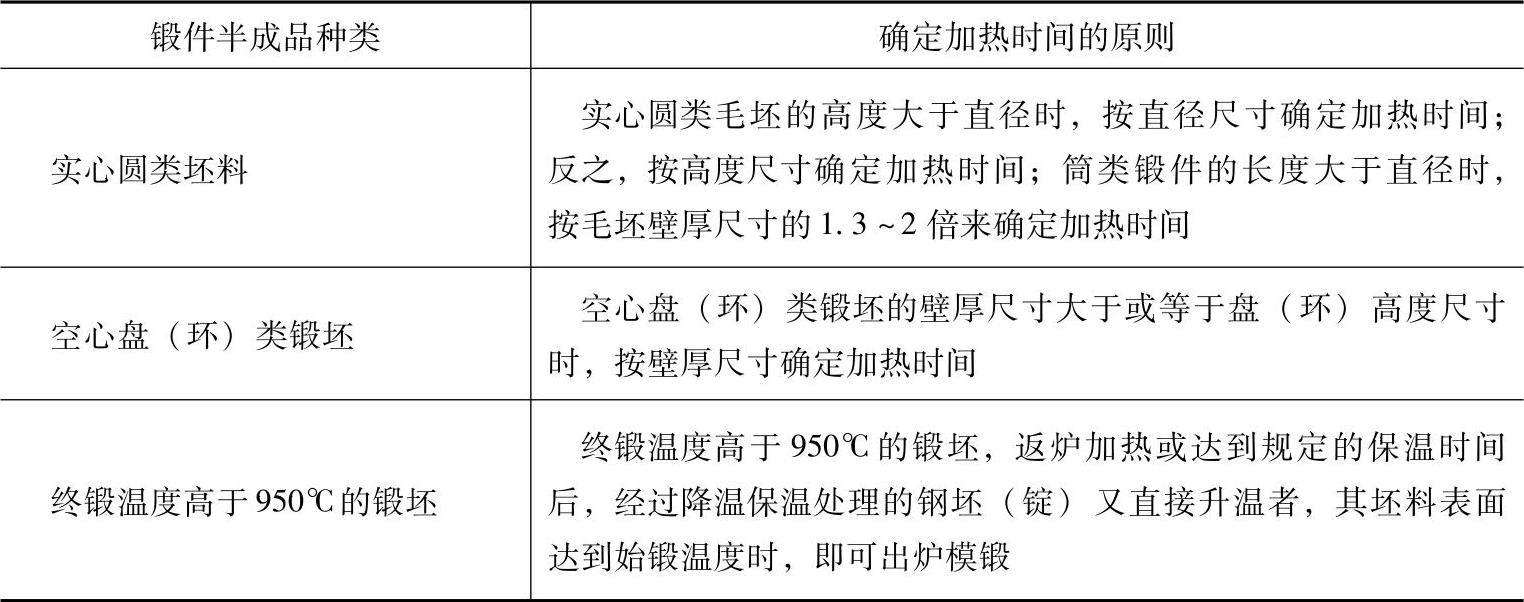
表3-24 锻件半成品或钢坯重复加热的最高温度

注:需在芯棒上拔长或扩环的筒(环)类锻件的坯料,应将始锻温度提高20~30℃
5)锻件修整加热的技术要求见表3-25;冷锻件修整加热规范见表3-26
表3-25 锻件修整加热的技术要求

表3-26 冷锻件修整加热规范
(续)
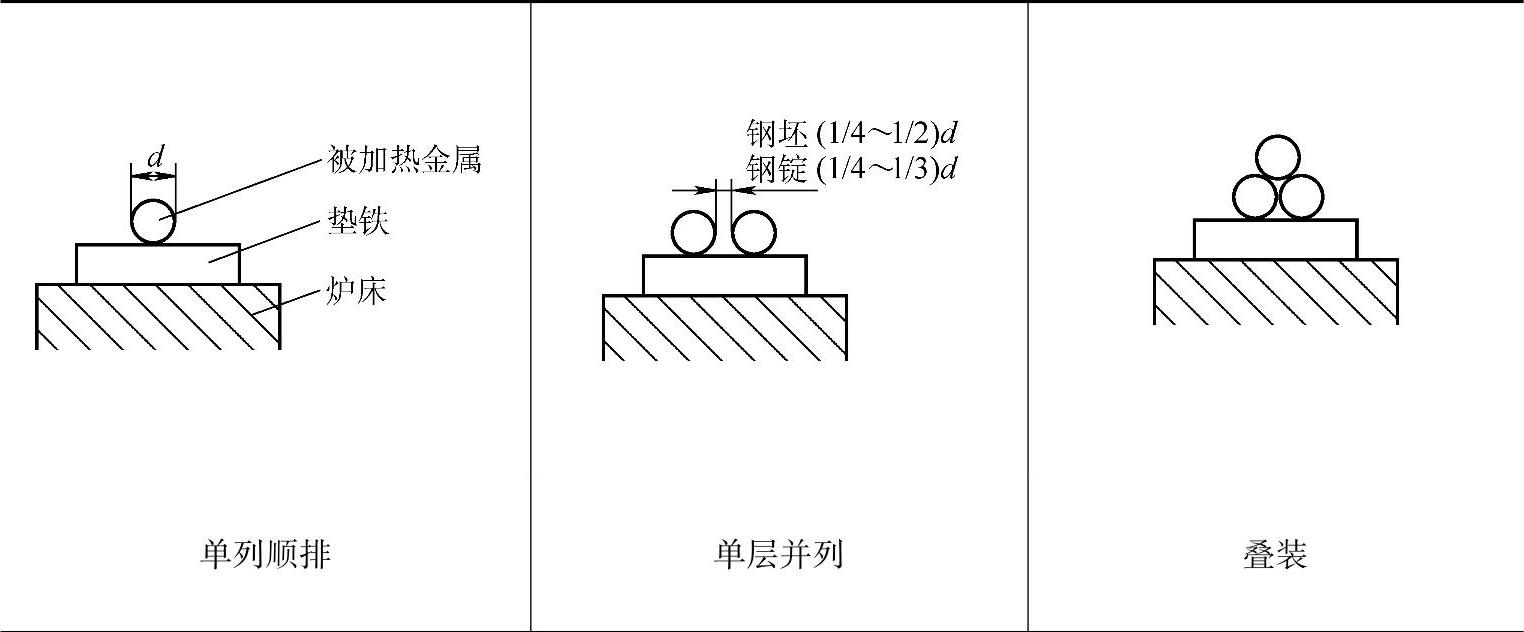
注:1.装料方式如表3-18所示。
2.单层并列装料时保温与加热时间取表中的上限值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。