



1.刀片类型
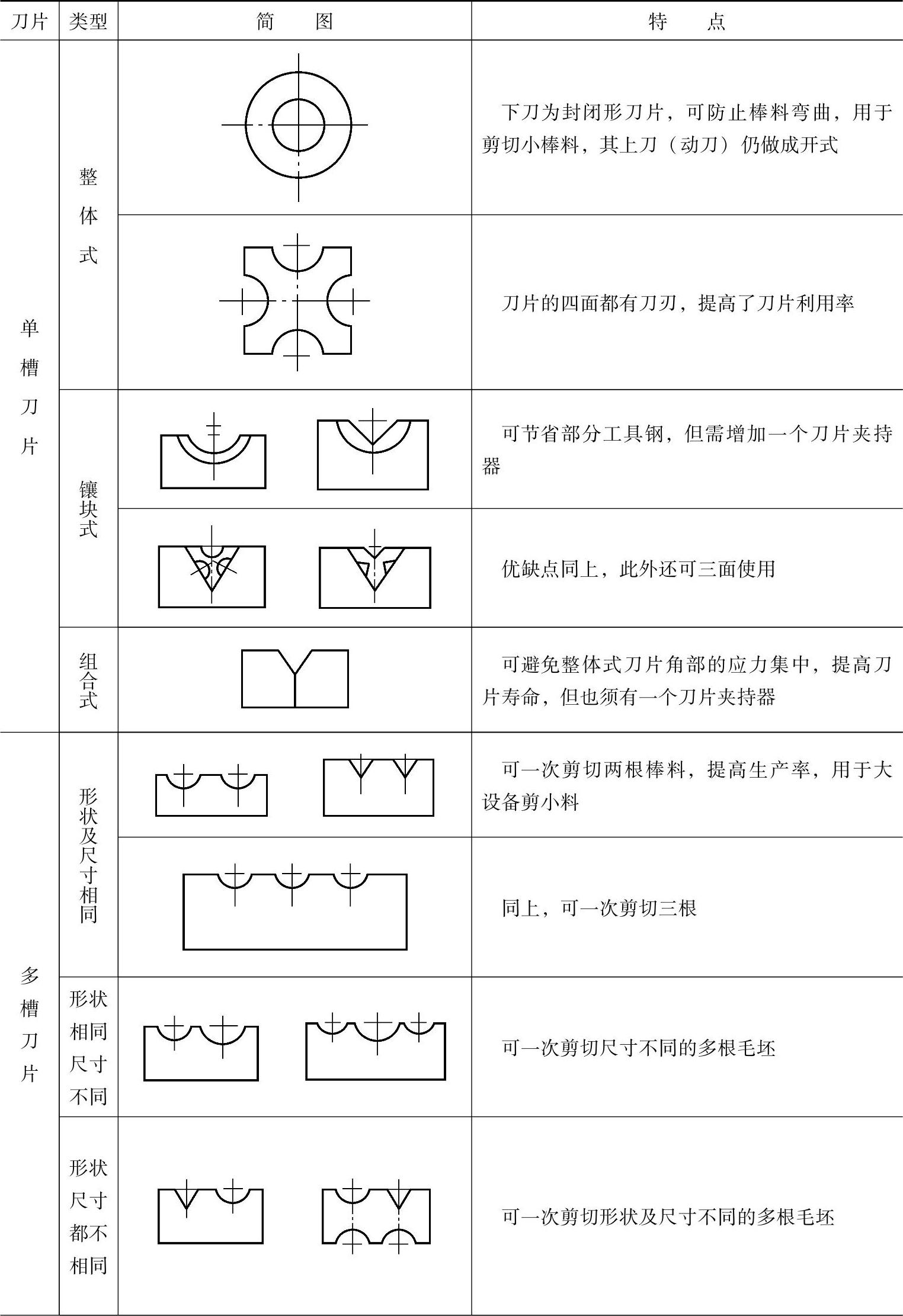
剪床的刀片由两片组成,一个固定在下模座上,另一个安装在上模板上由滑块带动作上下运动而实现剪切。在生产中所见刀片类型是多种多样的。单多槽刀片的特点见表2-14,单、双刃刀片的特点见表2-15。
表2-14 单、多槽刀片的特点

(续)
(续)

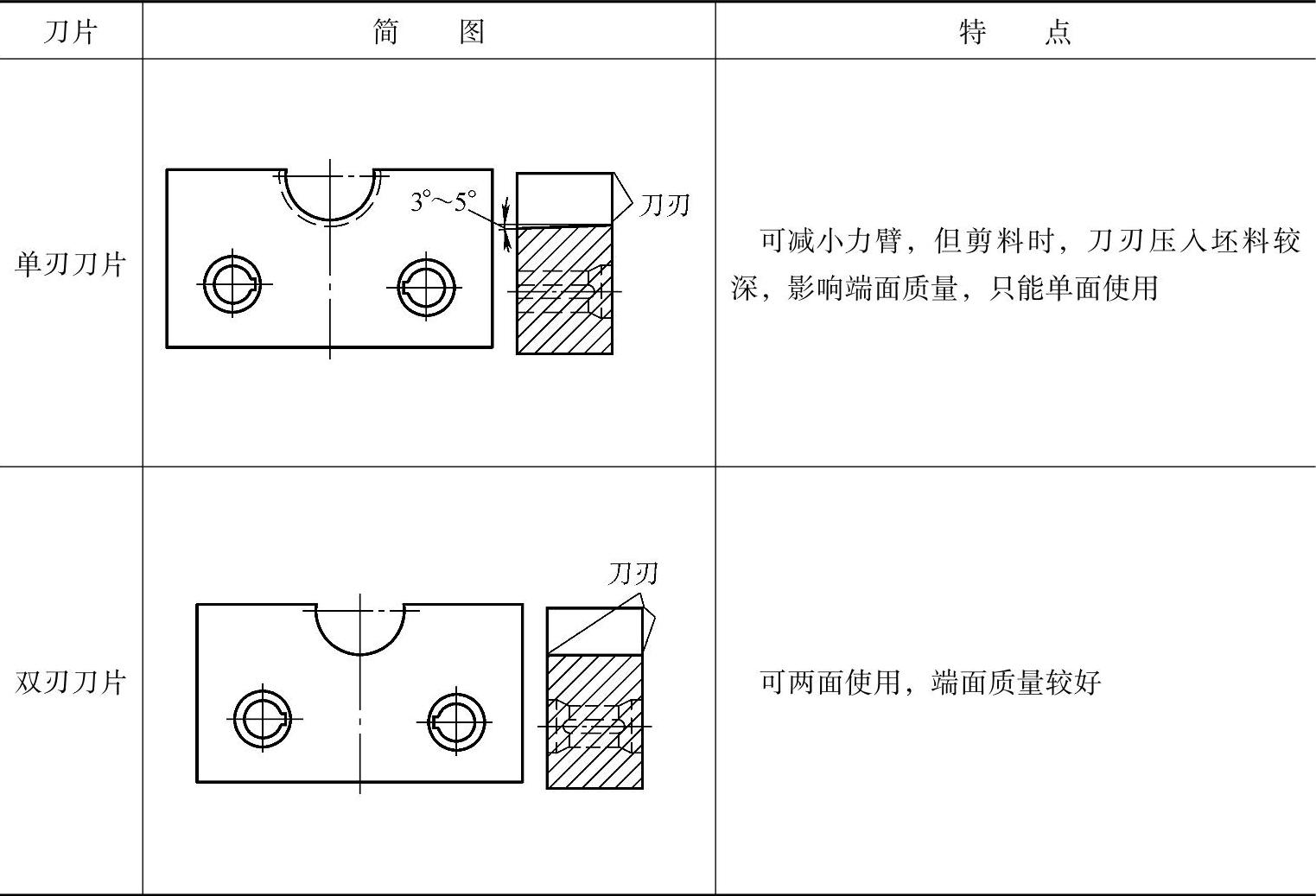
表2-15 单、双刃刀片的特点
2.刀片设计
设计刀片时,主要考虑以下两个条件:设备工艺规格、被剪材料的形状及尺寸。
(1)圆形刃口刀片 圆形刃口刀片设计见表2-16。
表2-16 圆形刃口刀片设计
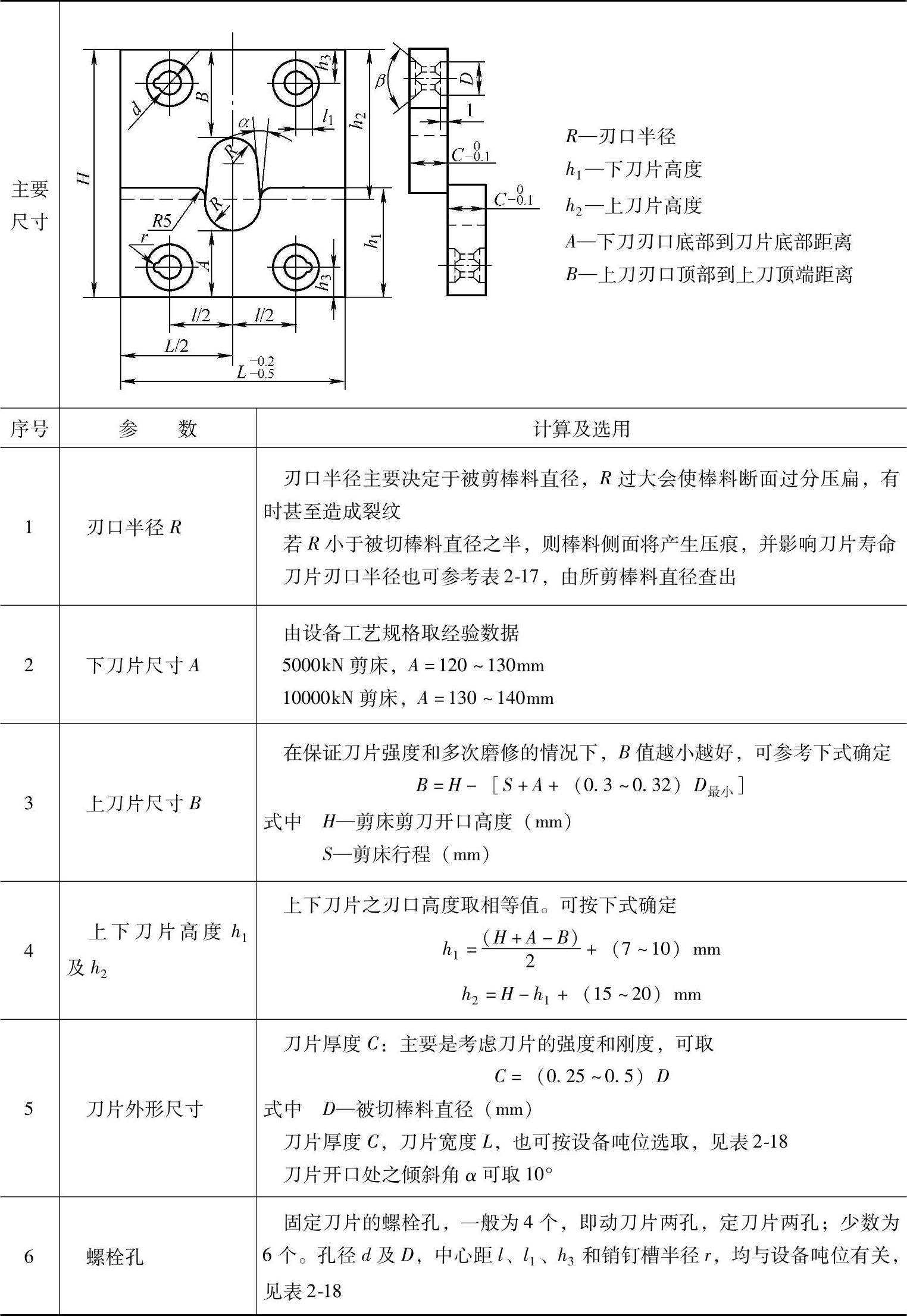
表2-17 刀片刃口半径(单位:mm)

表2-18 圆形刀片各部尺寸(单位:mm)

(2)方形刃口刀片 方钢一般是沿对角线剪切,刀片分整体式和组合式两种。整体式方形刃口刀片设计见表2-19。(https://www.xing528.com)
表2-19 整体式方形刃口刀片设计
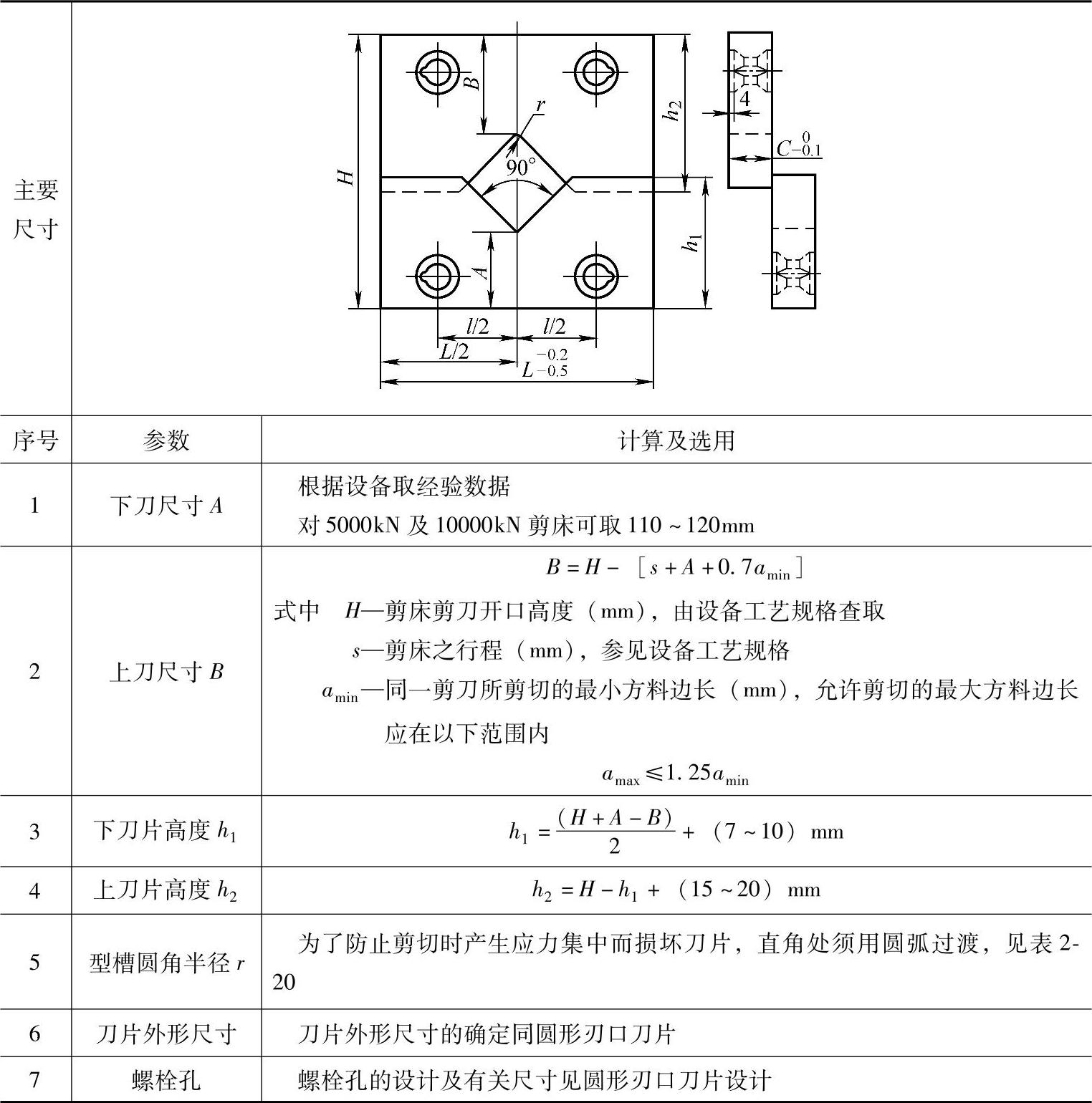
表2-20 型槽圆弧半径r(单位:mm)

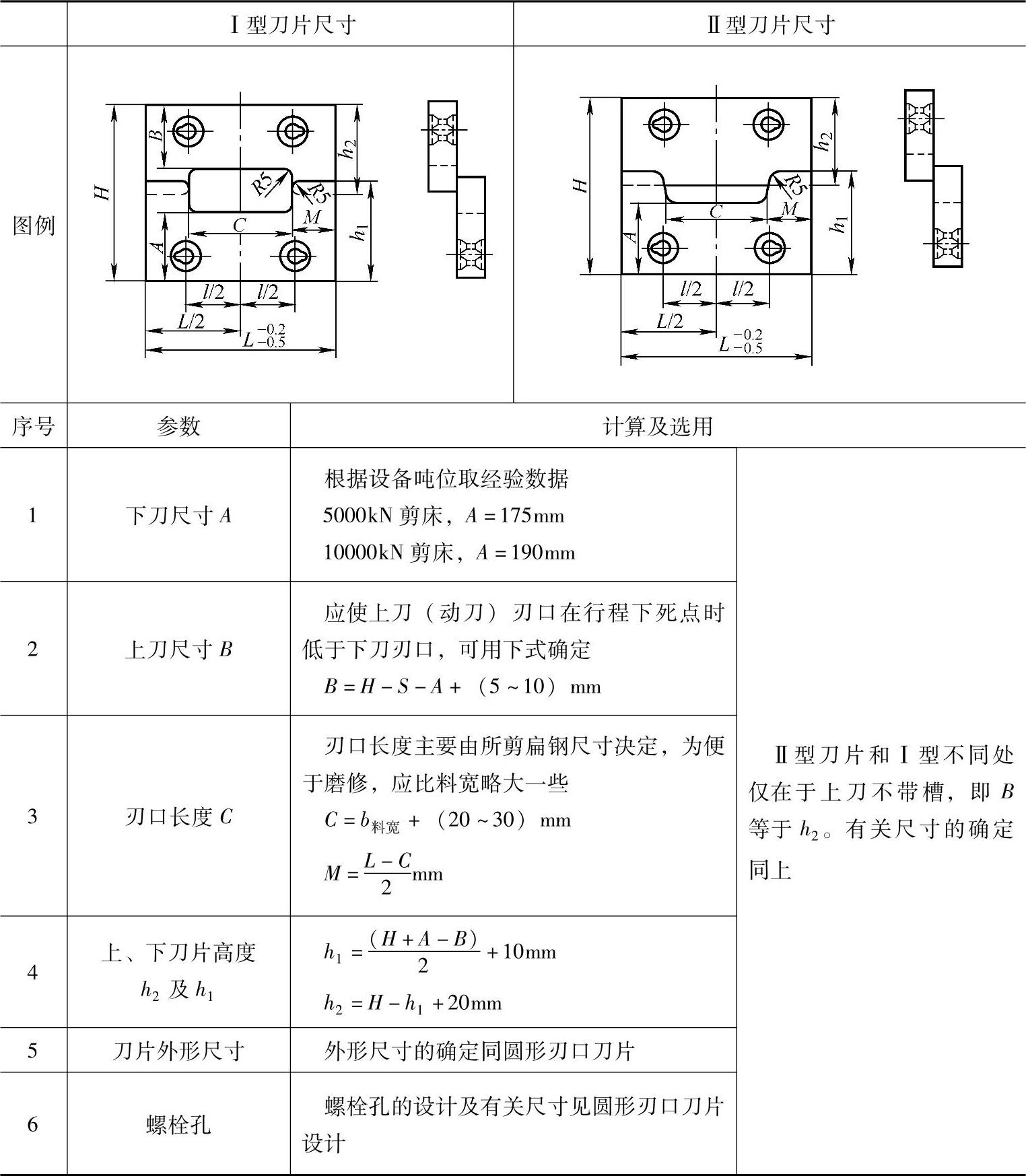
(3)平刃口刀片 剪切扁钢用的刀片可做成平刃口,如表2-21中的附图所示。其中Ⅰ型,上下刀片均带槽,用于剪切厚料;Ⅱ型,上刀不带槽,即B等于h2,多用于剪切较薄的料。这两种类型均沿扁料宽边进行剪切。
表2-21 平刃口刀片设计
3.刀片紧固件
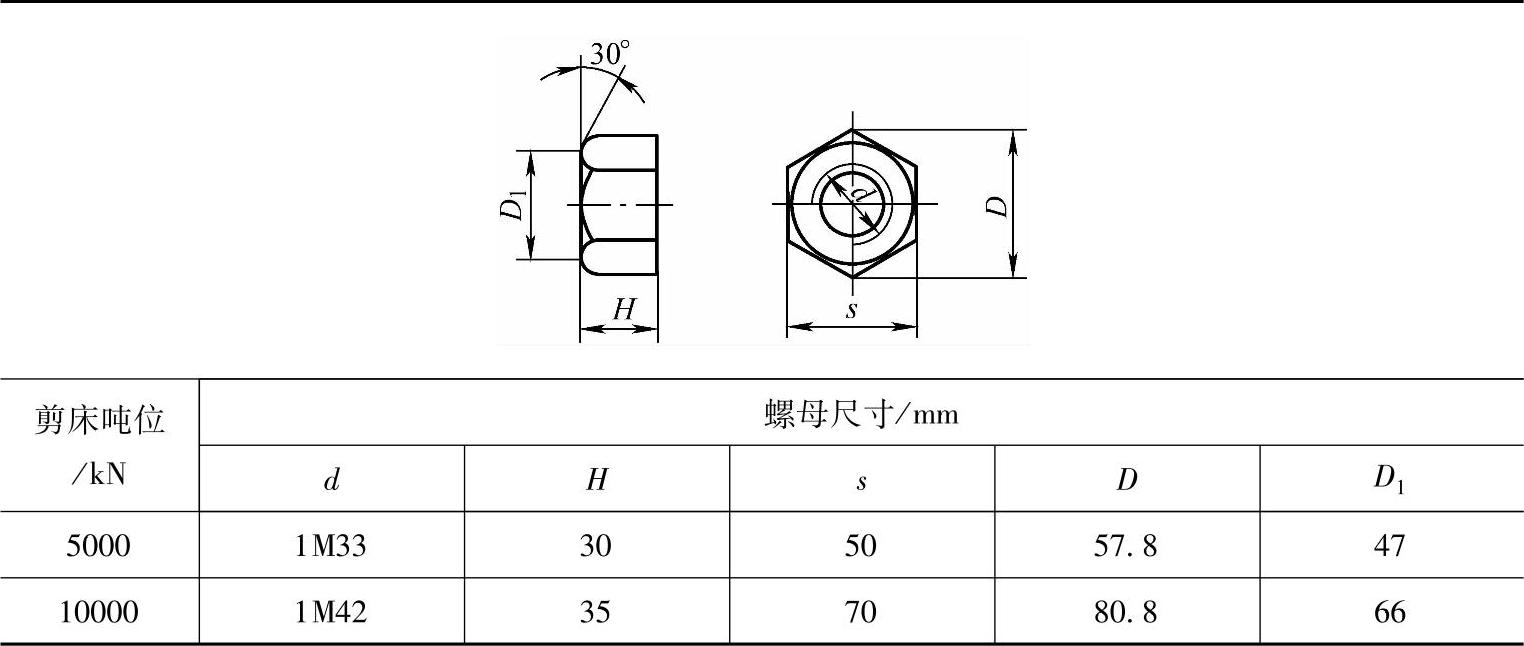
刀片紧固件主要是螺栓、定位销及螺母,其设计依据为设备吨位,见表2-22及表2-23。
表2-22 螺栓及定位销尺寸
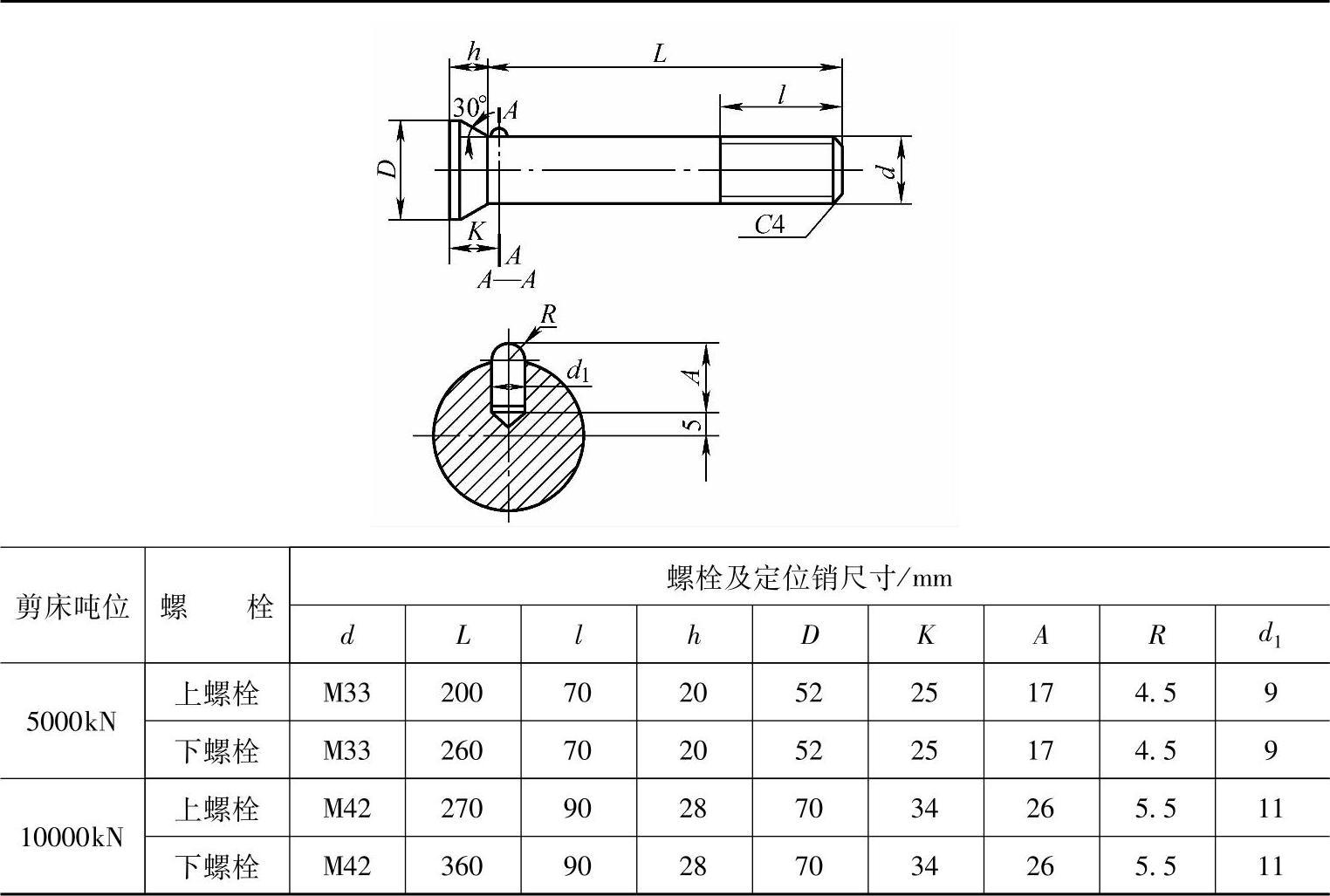
表2-23 螺母尺寸
4.刀片材料
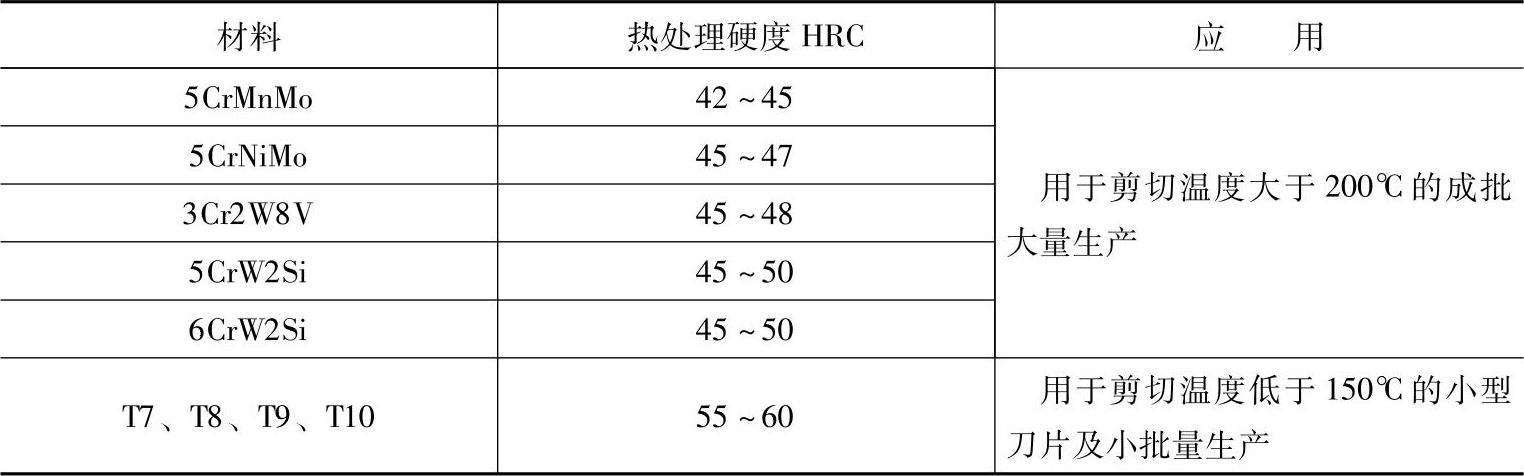
在剪切过程中,刀片遭受严重的磨损,因此,用于制造刀片的材料要具备高的耐磨性,其硬度应大于被切材料的一倍。对于热剪的刀片,还需具备一定的热硬性,即在剪切温度下,刀片还要具备所需的硬度。在具体选择时,还须考虑刀片的大小、剪切材料的牌号等因素。冷、热剪刀片材料的硬度及应用见表2-24及表2-25。
表2-24 冷剪刀片材料的硬度及应用
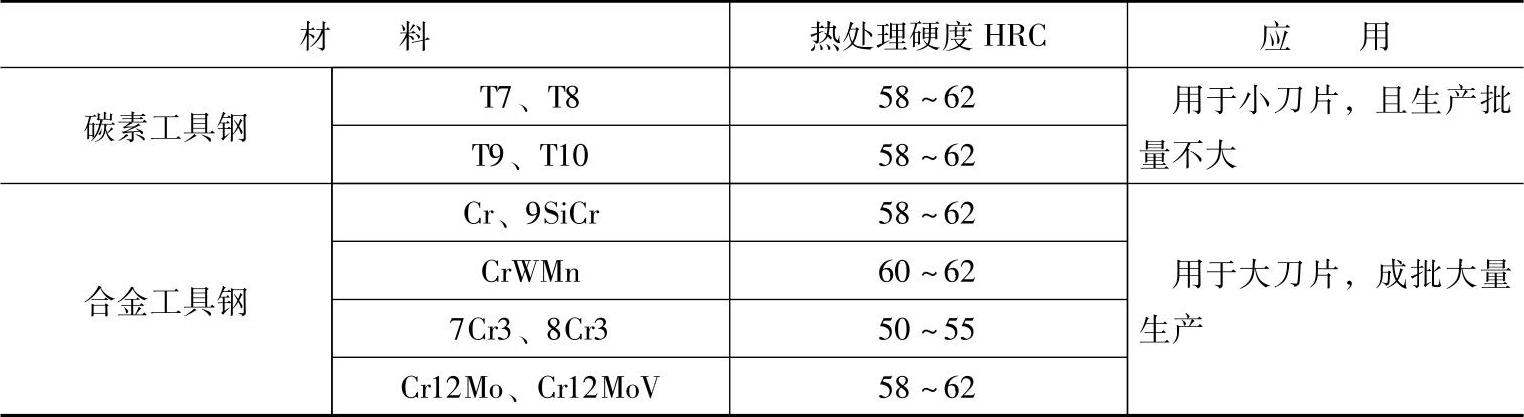
表2-25 热剪刀片材料的硬度及应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。