



1.工件装夹应具备的条件
工件的装夹精度和可靠性直接影响磨齿精度。为确保工件装夹质量,工件和夹具必须具备一定的条件。
(1)对工件的要求
1)齿轮设计应保证其便于牢靠地被夹紧在机床上,并应考虑可能采用的检查方法和必须的检查附件。
2)齿轮的定位基准(中心孔、内孔、外圆及端面等)必须能保证精确定位,在无以上定位基准的齿轮上,必须有准确的校正基准面(外圆及端面),以便利用它进行找正,把工件准确地夹持在机床上。
3)成批磨削齿轮,夹紧表面应淬硬处理。
4)在不影响强度的前提下,应考虑采取减轻工件重量的措施。
(2)对夹具的要求
1)夹具设计应尽可能简单和使用较少的零件使工件获得精确而牢靠的夹紧定位。
2)夹紧位置应尽量选择工件的最大有效直径上,以保证用最小的夹紧力获得较大的传递转矩。
3)应注意减轻夹具重量,以减轻转动时的惯性力矩。
4)除单件生产的夹具衬套外,一般夹紧元件的夹紧表面须经淬硬处理。
5)选用和设计夹具应考虑机床结构和砂轮的工作范围。
6)夹具的刚度对加工精度有较大影响,应根据精度的要求设计合适的夹具刚度。
2.工件的安装、夹紧方式
按机床结构布局形式的不同以及工件规格的不同,工件在机床上的安装有三种形式:
1)水平轴线安装,如Y7032A型和Y7132A型磨齿机。
2)垂直线安装,如YA7231B型和Y7131型磨齿机。
3)是较大的工件直接安装在机床工作台上,一般在大型磨齿机上采用。(https://www.xing528.com)
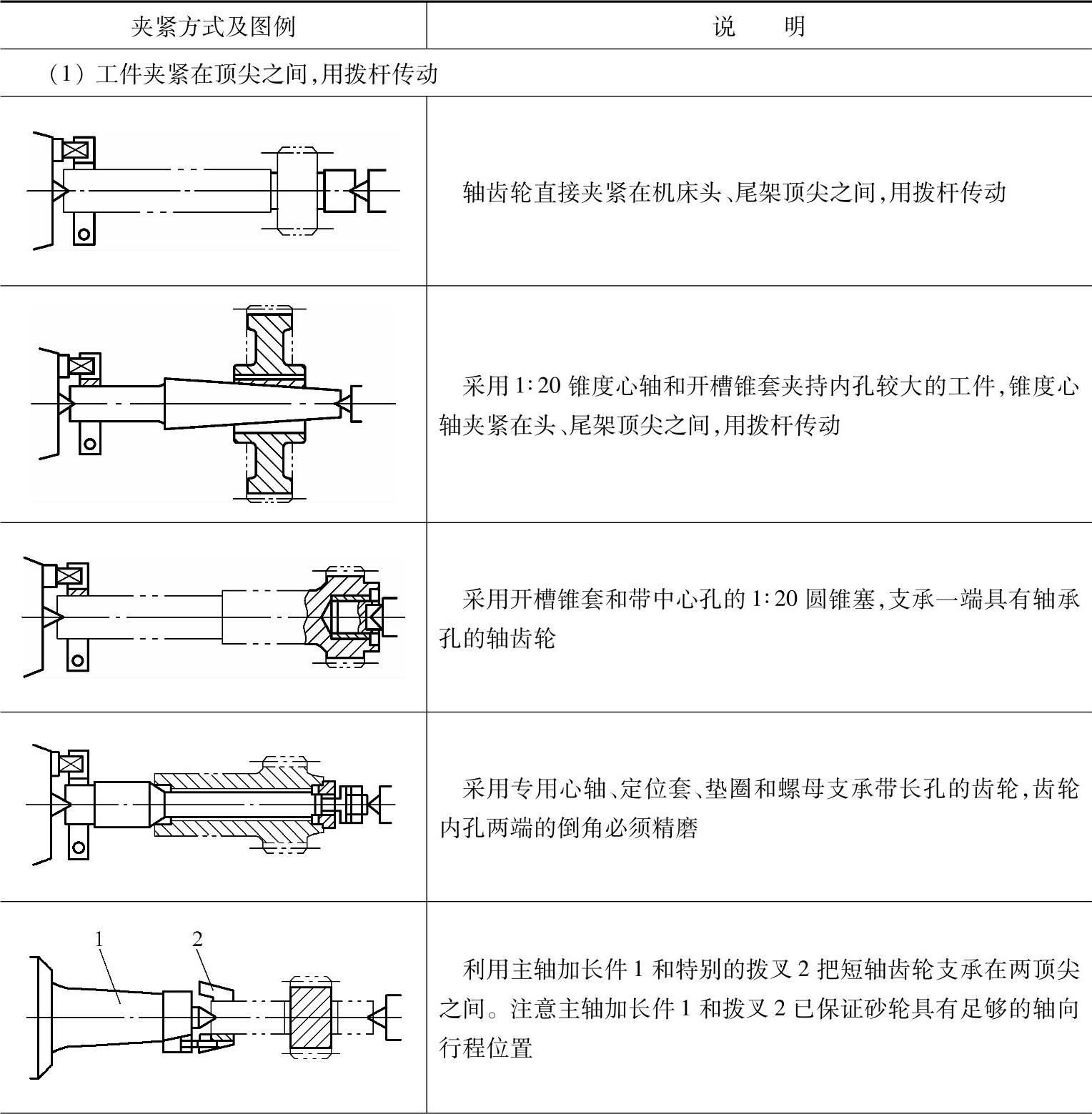
表13-81是碟形双砂轮磨齿机的夹紧方式示例,这可作为一般水平轴线安装的典型代表;表13-82是垂直轴线安装的蜗杆形砂轮磨齿机的夹紧方式示例;表13-83表示了直径在320mm以上的工件,采用罐形夹具直接安装夹紧在工作台上;常用磨齿夹具的选用见表13-84。
表13-81 碟形双砂轮磨齿机的夹紧方式示例
(续)
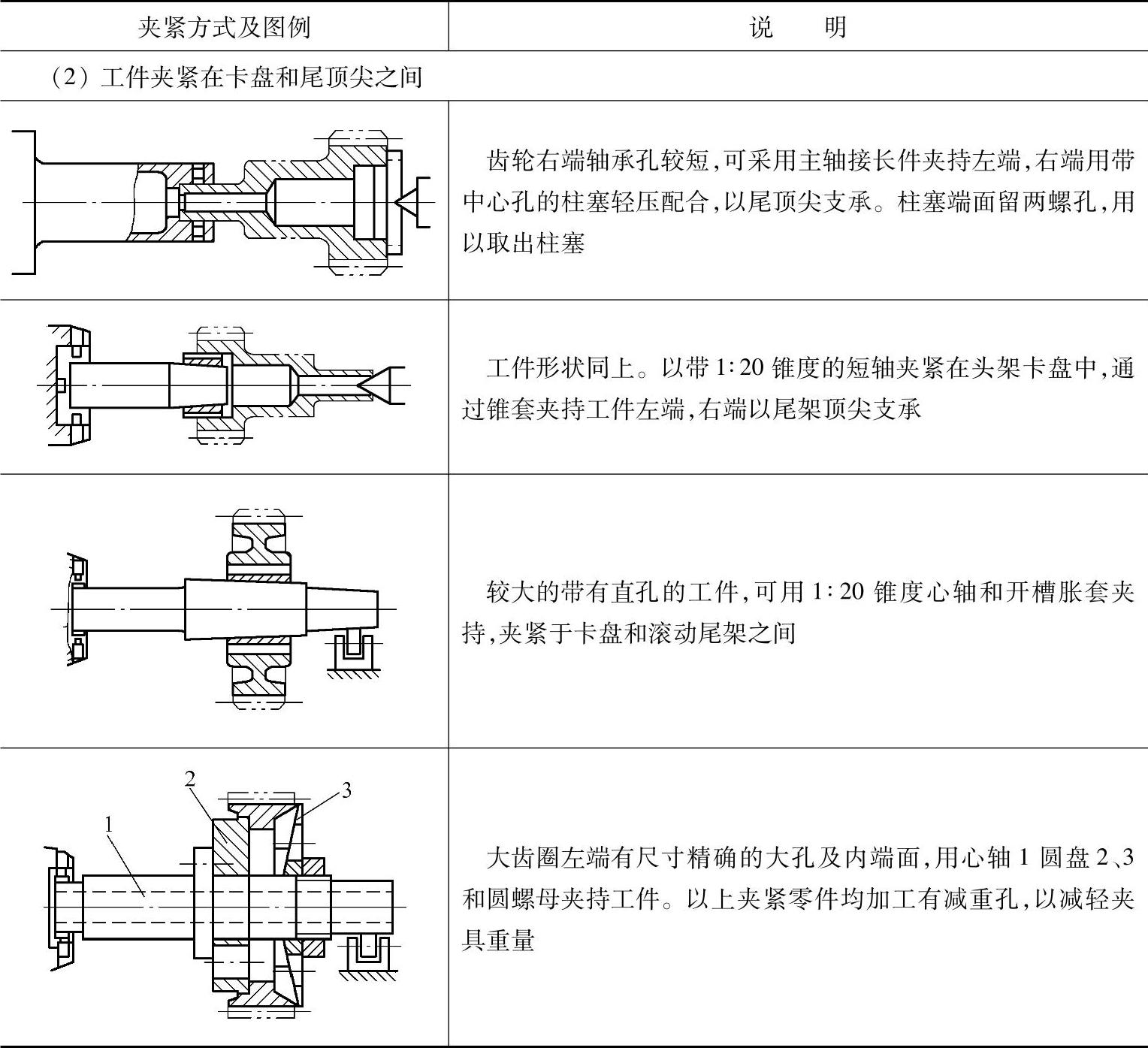
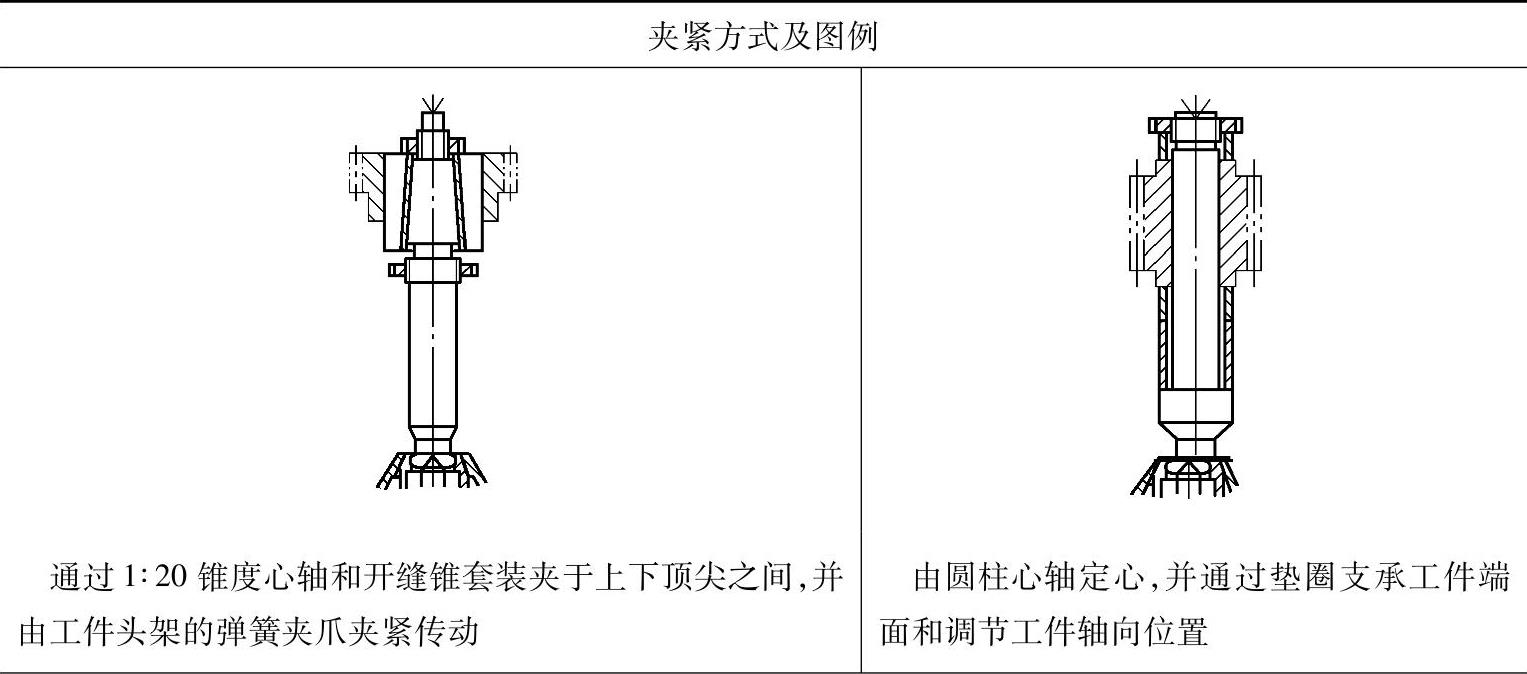
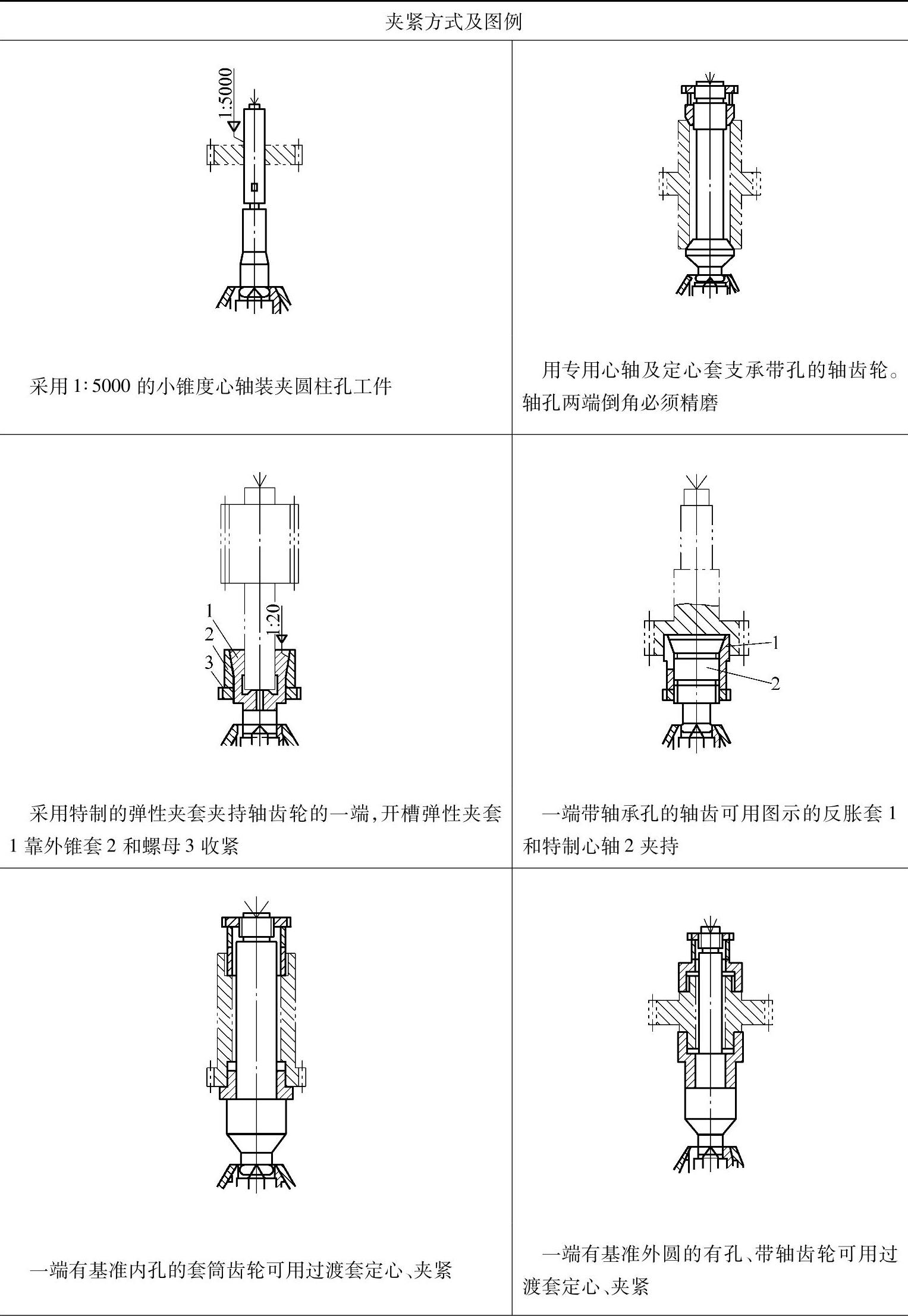
表13-82 蜗杆形砂轮磨齿机的夹紧方式示例
(续)
(续)
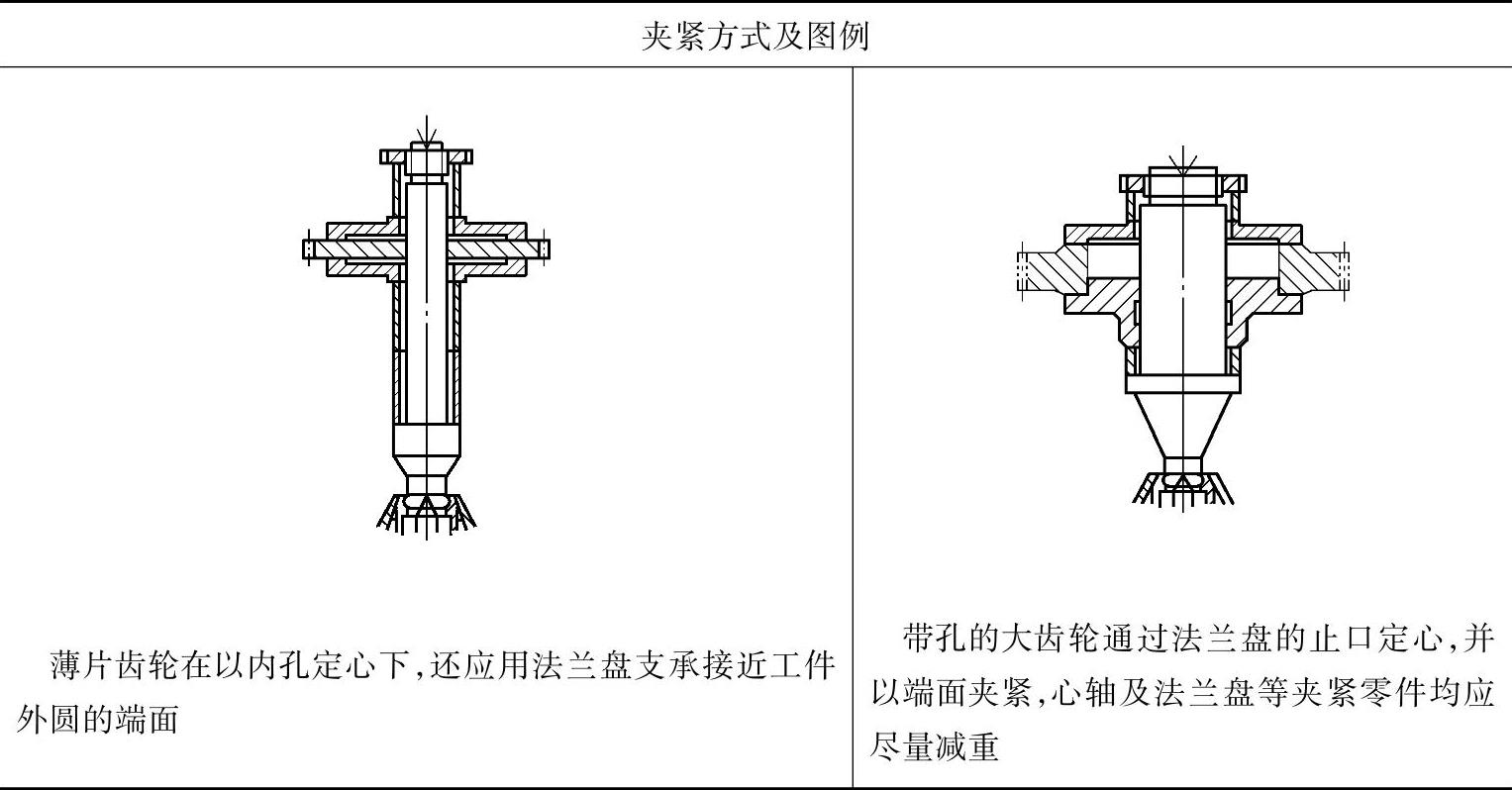
表13-83 直接安装在工作台上的大齿轮夹紧方式示例
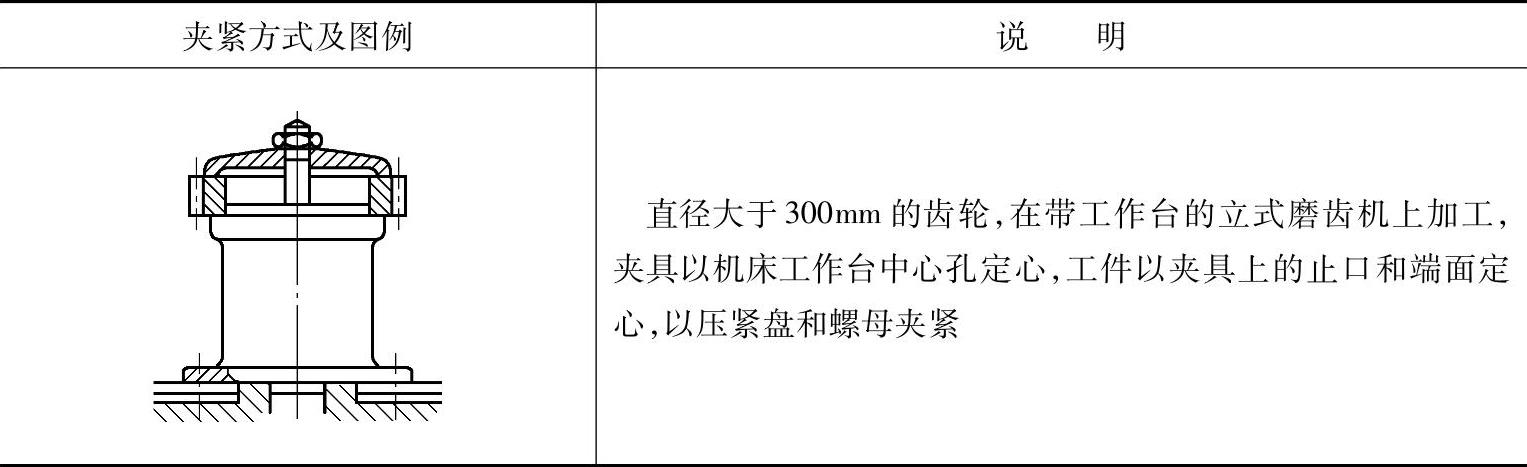
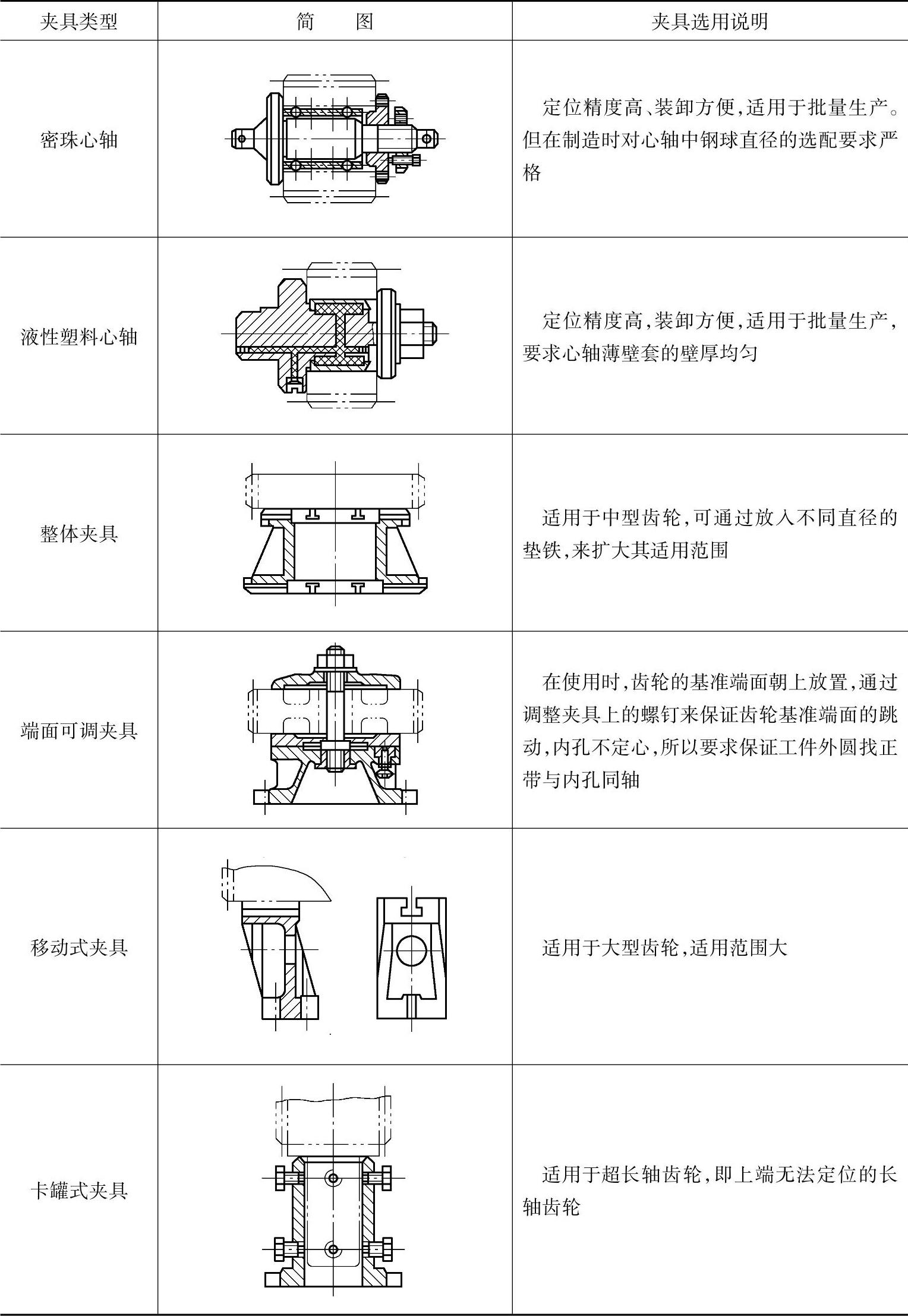
表13-84 常用磨齿夹具的选用
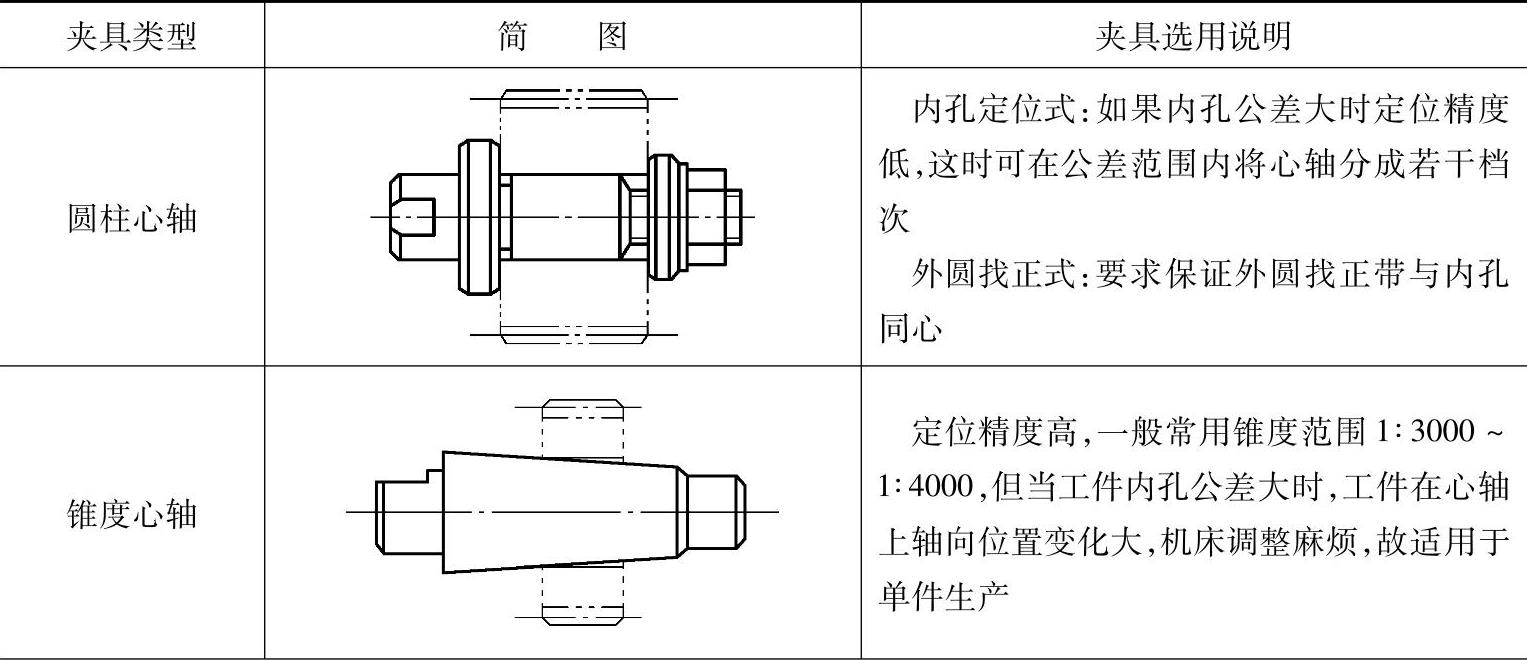
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。