



1.珩齿机
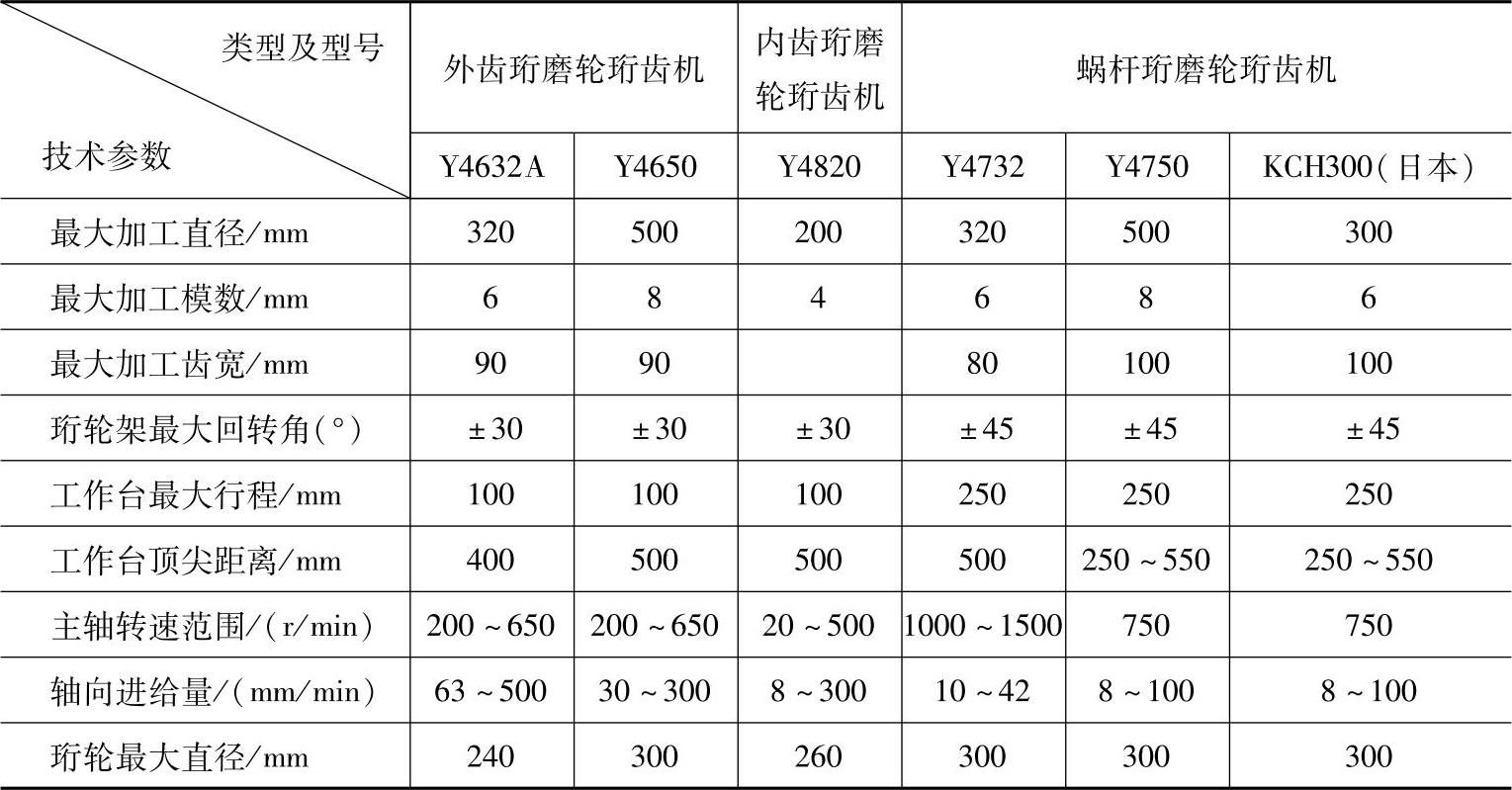
各类珩齿机类型与技术参数见表13-66。除专用的珩齿机外,还可利用剃齿机、车床、铣床等旧机床改装成珩齿机。
表13-66 珩齿机类型与技术参数
2.珩齿夹具
1)精度要求。珩齿夹具的精度直接影响珩后齿轮的精度,尤其是影响齿向精度。对珩齿夹具的精度要求,可按磨齿夹具的要求,定位表面的径向跳动应不大于5μm,轴向跳动应不大于3μm。珩齿心轴的中心孔应进行研磨,表面粗糙度Ra要求达到0.32μm,着色面积不小于85%。同时,要求珩齿心轴与齿轮孔的配合间隙要小。
2)珩齿夹具
①普通行珩齿夹具。采用螺母压紧的珩齿心轴,为保证螺纹节线与心轴轴线平行,应将螺纹进行磨削。这种夹具制造容易,但装卸工件时间较长,在单件小批生产中应用甚广。
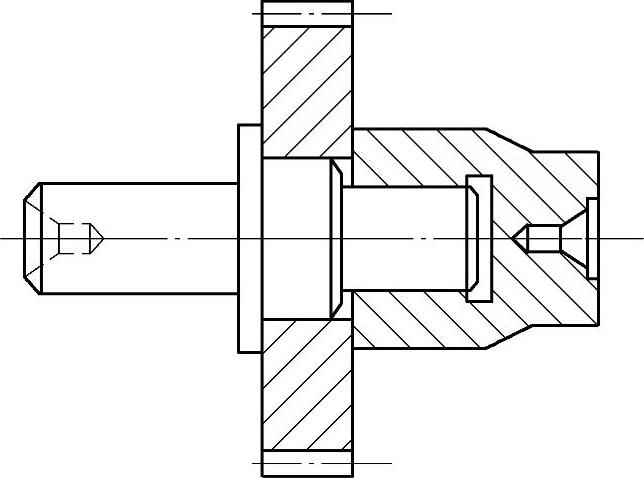
图13-38 快速型珩齿夹具
②快速型珩齿夹具。快速型珩齿夹具是利用珩齿机顶尖座中的液力(或弹簧力)压紧的,如图13-38所示。这种夹具制造困难,但可缩短工件的装卸时间,提高生产率,用于大批量生产。
③大型珩齿夹具。比较大而重的盘状齿轮,宜放在立式珩齿机上加工。珩齿夹具安装在珩齿机的工作台上,必须调整找正定位表面的径向跳动和轴向跳动,使其在公差范围内。
3.珩磨轮(https://www.xing528.com)
1)珩磨轮的结构。珩磨轮的结构由齿部心部组成,齿部用环氧树脂和磨料等混合浇注而成,心部用碳素钢、铸铁或工程塑料制成,如图13-39所示。
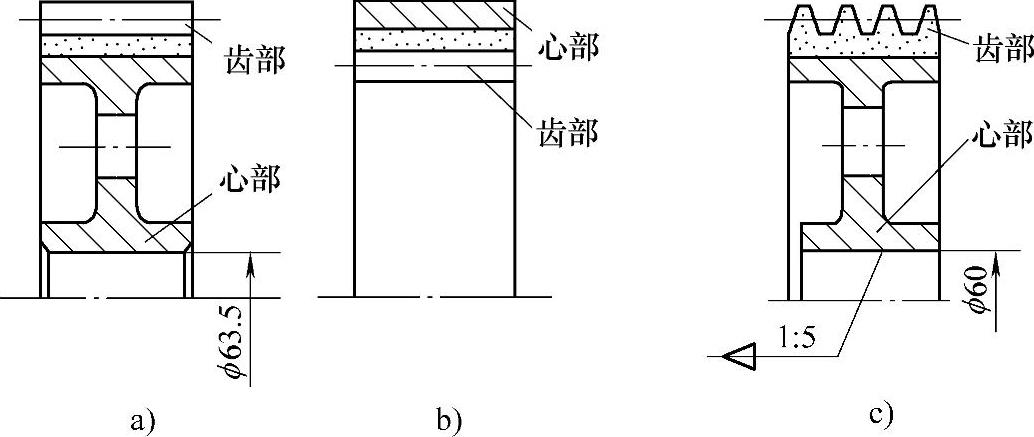
图13-39 珩磨轮结构
①齿部的齿形。齿轮状珩磨轮为渐开线齿形,蜗杆状的珩磨轮为法向直廓蜗杆齿形。
②心部的安装尺寸。外齿珩磨轮为直孔,孔径63.5mm。蜗杆状珩磨轮为锥孔,锥度1∶5,大端直径为60mm。内齿珩磨轮为外圆定位,直径大小按珩磨轮大小确定。
2)珩磨轮的材料配方
①磨料的选择。珩齿属低速磨削、研磨、抛光的综合加工,磨料一般选用硬度高,韧性大的白刚玉(WA)。磨料粒度的选择,是按模数大小而定,模数越小,选用粒度越细,见表13-67。
表13-67 磨料的选用

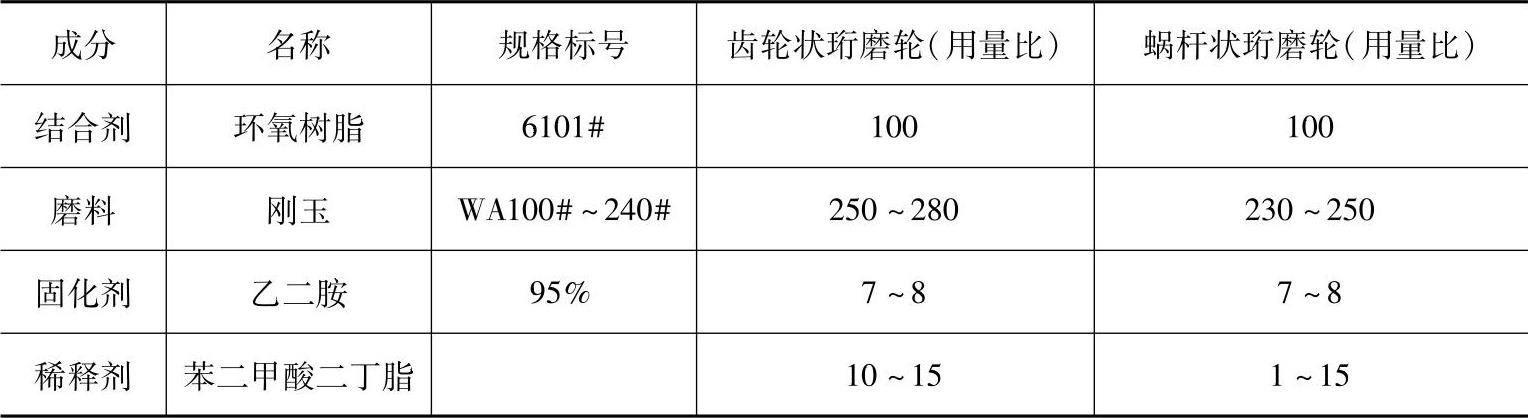
②珩磨轮基本配方,见表13-68。
表13-68 珩磨轮的基本配方
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。