



1.珩齿原理
珩齿相当于一对交错轴斜齿轮传动,将其中一个斜齿换成珩磨轮,则另一个斜齿轮就是被加工的齿轮。珩齿是自由啮合展成加工的齿轮。珩磨轮本身是一个含有磨料的塑料斜齿轮,其齿形面上均匀密布着磨粒,每一颗磨粒相当于一个刀刃。在珩齿的过程中,当两个齿轮以一定的转速旋转时,由于齿面啮合点之间产生相对滑动,粘固在珩磨轮上的磨粒在被加工齿轮面上划过。在外加珩削压力作用下,磨粒切入金属层,磨下极细的切屑,形成切削,最后达到所要求的齿厚和精度。为了珩出整个齿宽,齿轮的轴必须作往复进给运动,如图13-37a所示。
珩齿时的珩削速度,就是珩磨轮与齿轮齿面啮合点的相对滑动速度,如图13-37b所示。
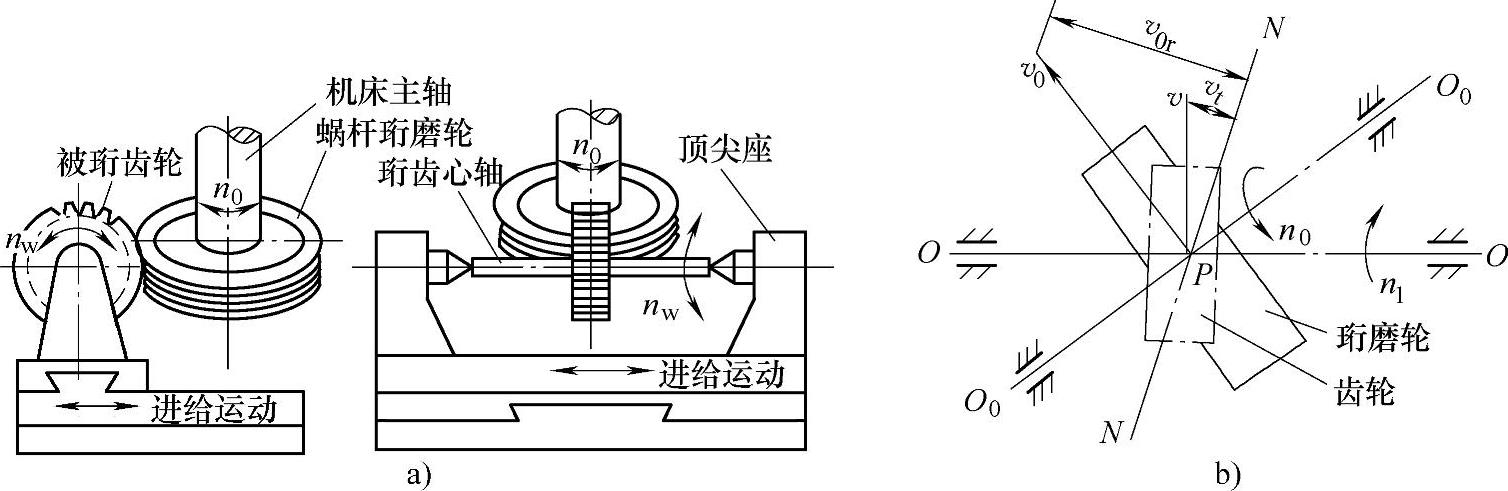
图13-37 珩齿加工原理及珩削速度
a)珩齿加工原理 b)珩削速度
由于啮合接触点是变化的,所以,沿齿廓各点的珩削速度也是变化的。现只分析啮合节点P的珩削速度

Σ=β0±β
式中 β0——珩磨轮螺旋角(°);
β——被珩齿轮螺旋角(°);
Σ——珩磨轮与齿轮两轴线的轴交角(°)。
当两轮螺旋方向相同时,取“+”号;相反时,取“-”号。
珩削速度vP是随着轴交角的增大而增大。当被珩齿轮的螺旋角β为一定时,则vP随珩磨轮螺旋角β0的增大而增大。
当珩磨轮的螺旋角β0接近90°的时候,则珩磨轮变成蜗杆形状,这是斜齿轮的一个特例,蜗杆珩磨轮珩齿就是利用这一原理加工的。此时,珩削速度vP达到最大值。(https://www.xing528.com)
当β0=β=0°时,是一对直齿圆柱齿轮转动。此时,珩削速度vP=0。
当β0=-β时,是一对斜齿圆柱齿轮转动。此时,珩削速度vP=0。
在选取珩磨轮螺旋角时,应避免使珩削速度等于零。
一般来说,外齿珩磨轮的螺旋角β0=10°~15°,内齿珩磨轮的螺旋角β0=3°~7°,蜗杆珩磨轮的螺旋角β0=89°~89°10′。
2.珩齿加工方法
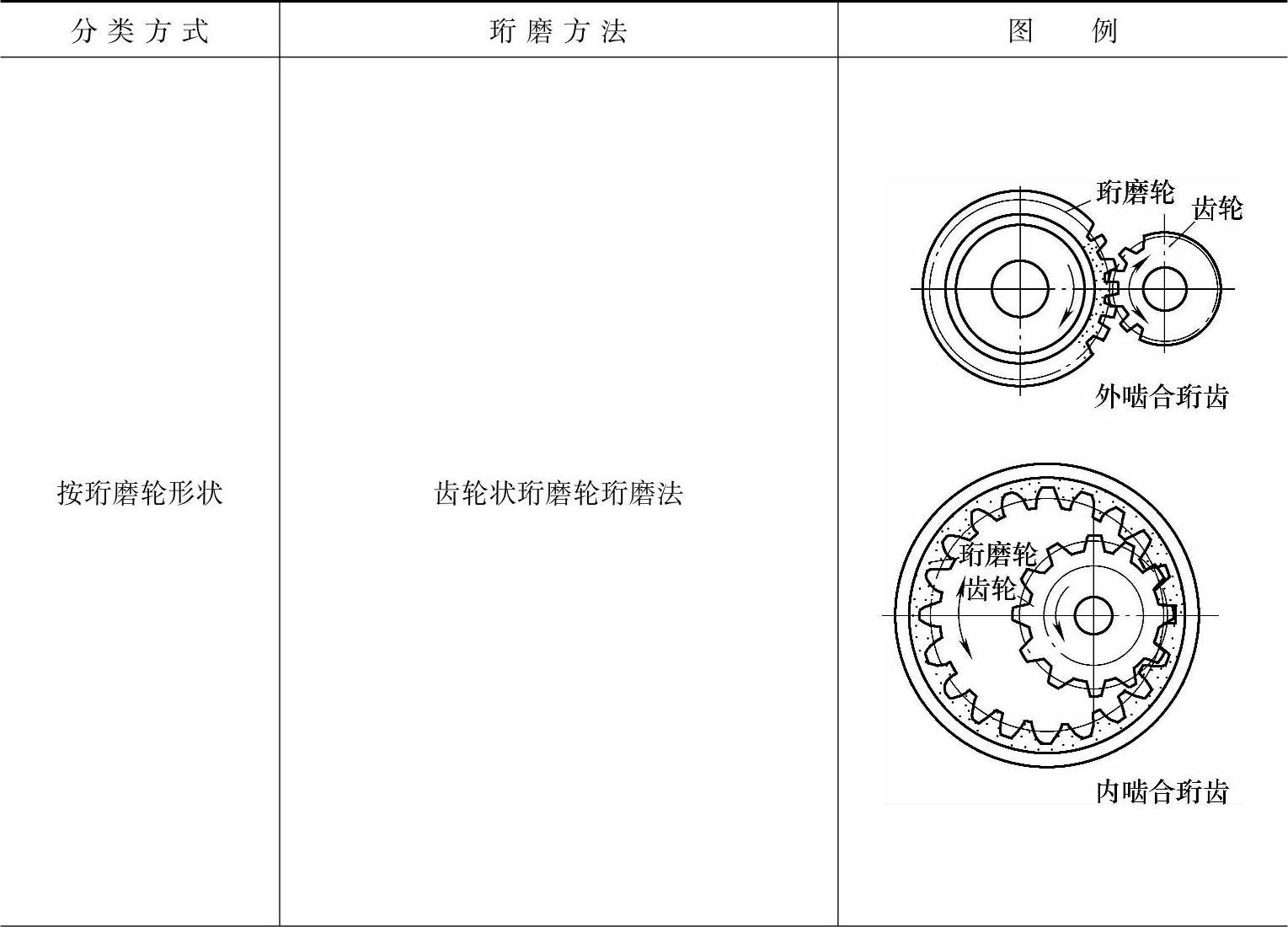
珩齿加工相当于一对空间交错斜齿轮传动,由于珩磨轮可以做成内外斜齿轮形状,也可以做成蜗杆形状,而被加工齿轮可以是直齿轮、斜齿轮、内齿轮和外齿轮,珩磨轮与被加工齿轮的不同啮合方式,则形成不同的加工方法,见表13-64。
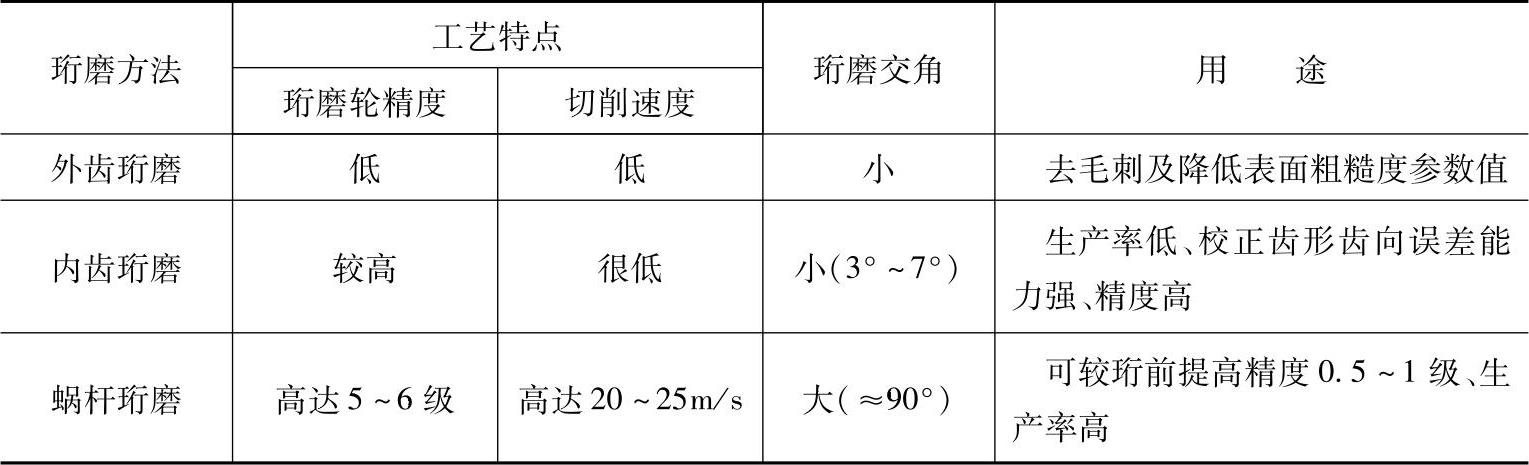
各种珩磨法的工艺特点见表13-65。
表13-64 珩齿方法
(续)
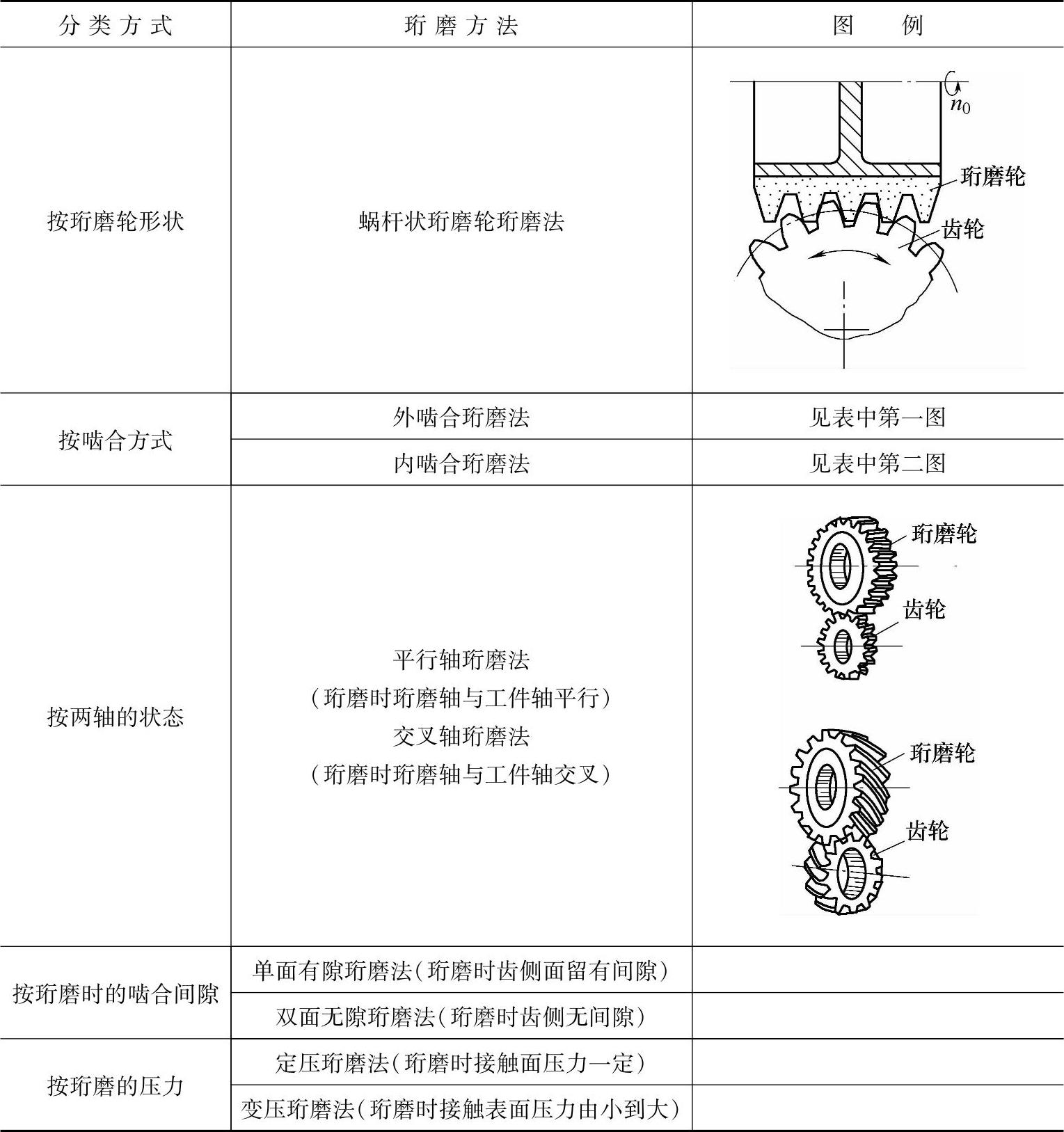
表13-65 各种珩磨法的工艺特点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。