



1.鼓形齿剃削
在齿轮传动中,为了降低噪声可采用鼓形齿的齿轮。为了剃削鼓形齿,机床上要有摇摆机构(见图13-33),使齿轮两端加入量加深,从而剃出鼓形齿。一般在齿长25mm时,单边鼓量为0.0075~0.015mm。
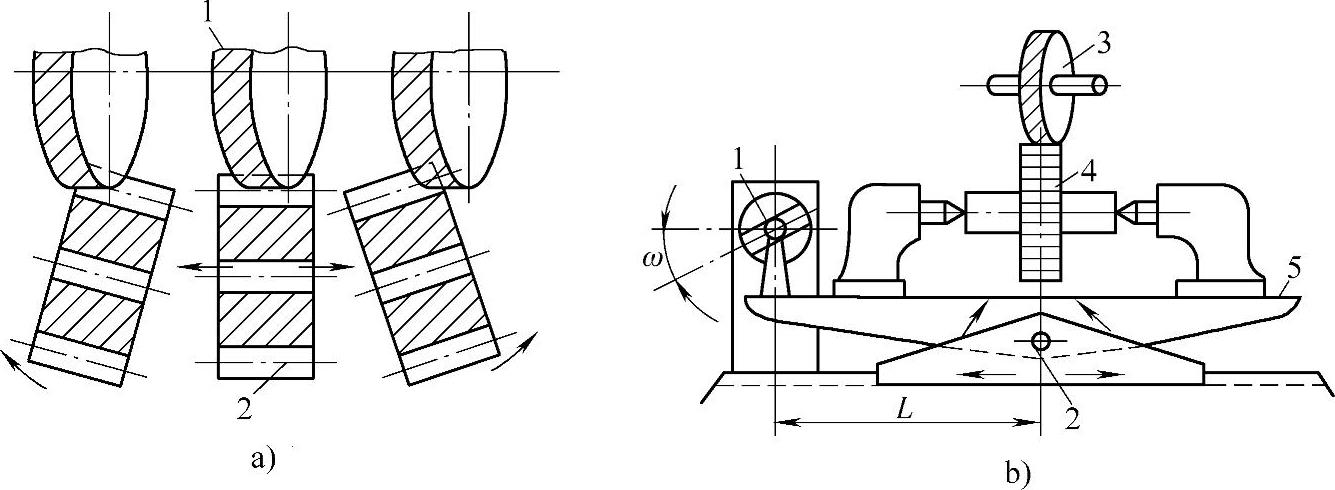
图13-33 鼓形齿剃齿的摇摆机构
a)鼓形齿剃齿简图
1—剃齿刀 2—齿轮
b)摇摆工作台
1—滚柱 2—摆动轴 3—剃齿刀 4—齿轮 5—工作台
剃削鼓形齿方法除利用工作台摇摆机构外,还可使用成形剃齿刀(用于切向和径向剃齿)。
鼓形齿剃削时,机床调整步骤如下:
1)断开摇摆机构,检查轴交角。
2)工作台摇摆中心与齿轮宽度中线重合。
3)确定凸轮的摆动角度:
式中 b——被加工齿轮宽度(mm);
L——工作台倾斜中心至小锥度机构中心距离(mm);
Δ——齿轮纵向修形量(mm)。
4)接通摇摆机构,调整齿端的节圆中心距。
2.内齿轮剃削(https://www.xing528.com)
内齿轮剃齿可在专用剃齿机上(见图13-34)或装有专用夹具的立式剃齿机上加工。在专用剃齿机上加工时,被加工齿轮安装在卡盘上,它除旋转外还向上径向进给,剃齿刀轴线旋转成轴交角,并作往复运动。同时,在这种机床上还可以剃削鼓形齿和锥形齿。
3.小锥度齿轮剃齿
加工小锥度齿就是将工件的轴线相对于剃齿刀轴线倾斜一个角度,也就是将工作台倾斜一个角度,其原理如图13-35所示。根据所需要的锥形量调整小锥度机构角度,以Y4232剃齿机为例,小锥度机构角度按下式计算:
式中 θ——小锥度齿轮机构角度(°);
e——小锥度齿轮机构偏心套的偏心半径(mm);
Δa——锥形量(mm);
b——被加工齿轮宽度(mm);
α——被加工齿轮压力角(°);
L——工作台倾斜中心至小锥度机构中心的距离(mm)。
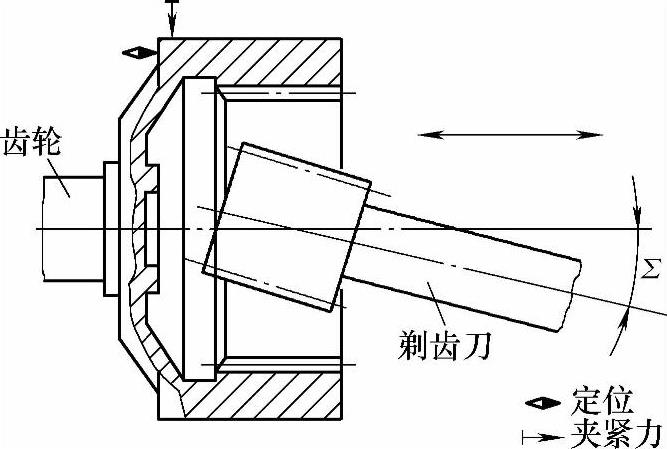
图13-34 内齿轮剃齿
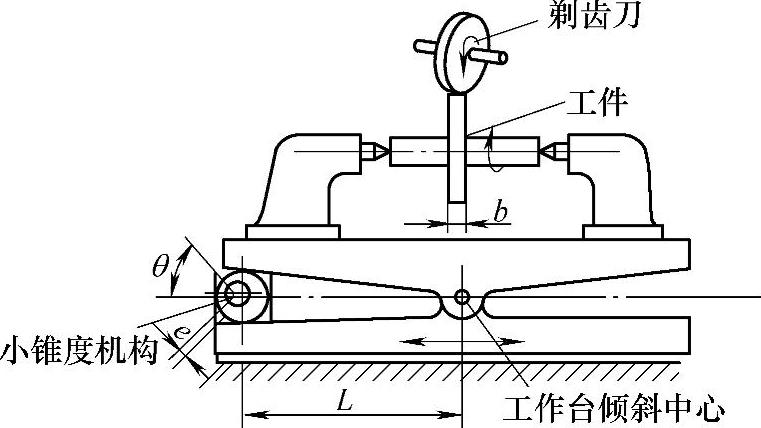
图13-35 剃小锥度齿机构
调整方法如图13-36所示,调整螺钉3和方头4使工作台倾斜一个角度,其数值在刻度尺上直接读出。
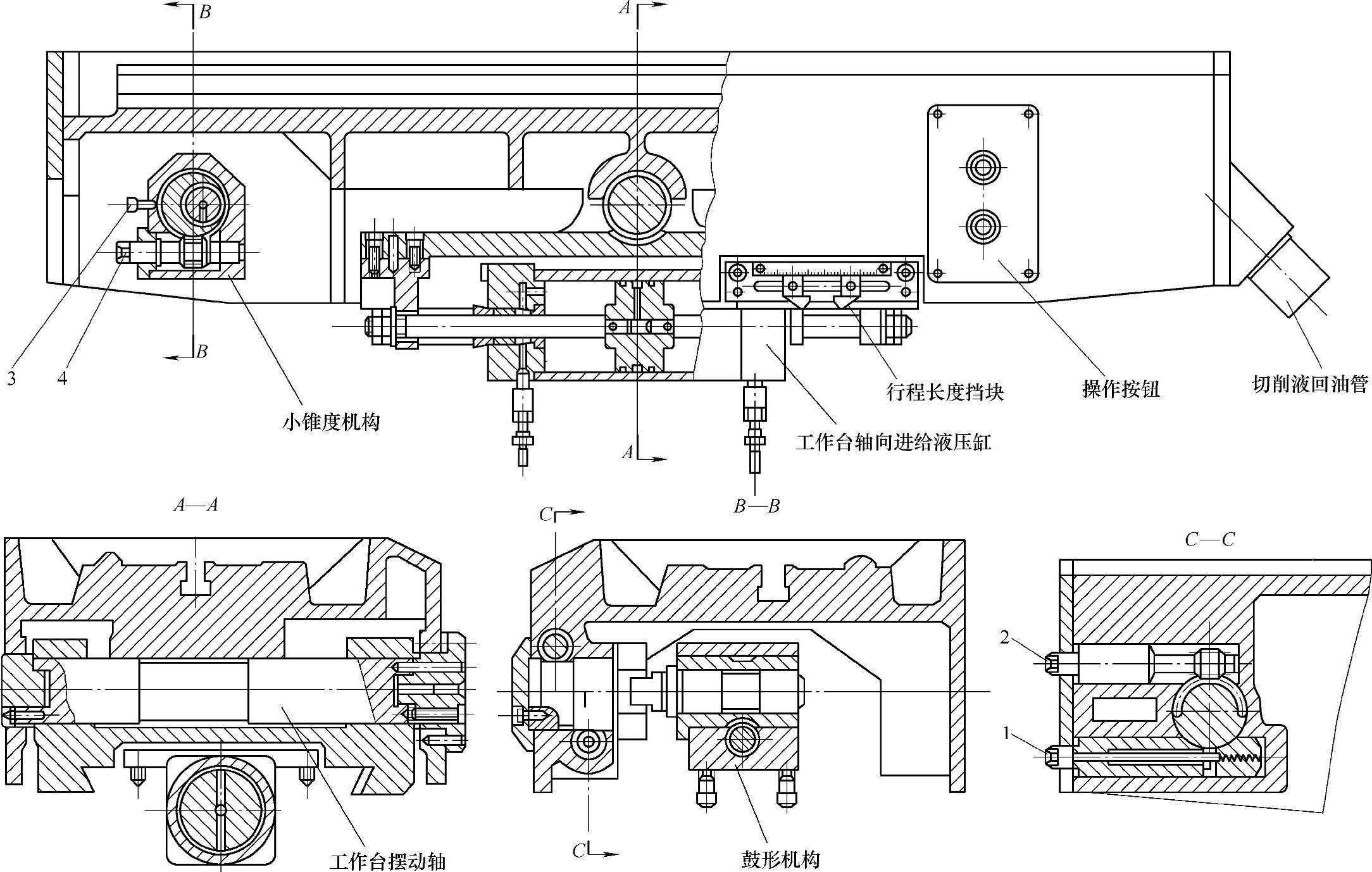
图13-36 工作台部件结构
1,3—调整螺钉 2,4—方头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。