



1.剃齿机调整计算
1)切削速度及其交换齿轮。剃齿刀转速按下式计算:
对YW4232(A)和YWA4232(B)型剃齿机的剃齿刀转速n0及交换齿轮见表13-59。
表13-59 剃齿刀转速 (单位:r/mm)

2)工作台纵向进给速度。工件转速为
根据工件转速n选择工作台的进给速度,其交换齿轮见机床使用说明书。
3)径向进给。只有YWA4232型剃齿机在采用径向剃齿时,才会有径向进给交换齿轮的调整,其交换齿轮选择见机床使用说明书。
2.其他部分的调整
1)剃齿刀的安装与调整。应达到预定的要求。剃齿刀齿数多为质数,其齿数不应与齿轮的齿数成整数倍。
2)夹具的安装与调整。应达到预定的要求。
3)工件的安装。工件安装后应检查定位端面的轴向尺寸,使齿轮宽度的中位线位于工作台的摇摆中心上,这对加工鼓形尤为重要。
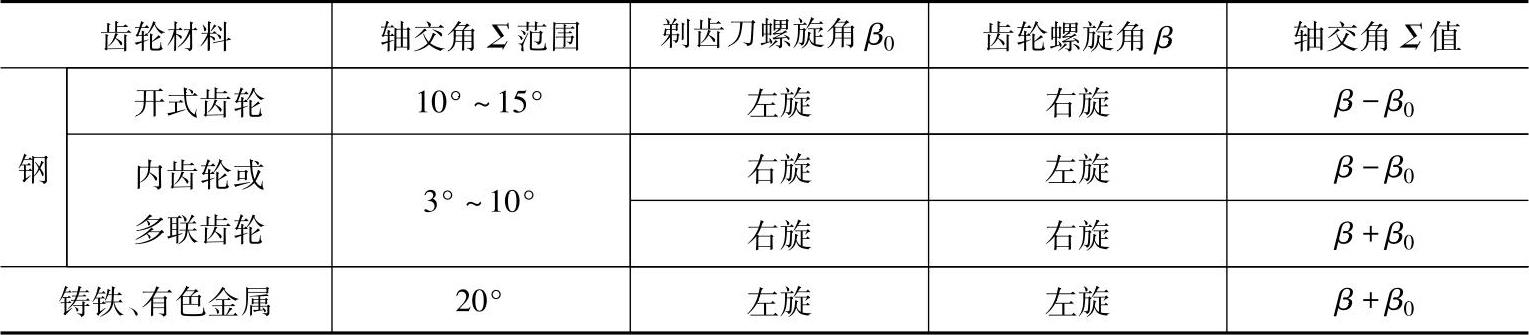
4)轴交角Σ的调整。轴交角Σ=β±β0,可按此式进行调整,见表13-60。
表13-60 轴交角的调整(https://www.xing528.com)
①试剃法。先用上式粗调轴交角Σ,经剃后检查剃齿螺旋角,确定螺旋角误差Δβ,然后再根据机床上的游标刻度盘或百分表进行精确调整(见图13-31)。表值y可按下式确定:
式中 R——百分表表杆回转半径(R=200mm);
b——被剃齿轮宽度(mm)。
如果不测螺旋角误差Δβ,可按齿面接触区试调,最后确定安装的轴交角。
②计算法。剃齿刀相当于一个变位的齿轮,因此剃齿过程相当于一对变位交错轴斜齿轮副的啮合,为使剃齿时刀具与工件间的啮合线,通过它们的节点取得“对称”性啮合,以保证齿轮的齿向精度,剃齿时的正确安装轴交角可按表13-61中的公式求得。
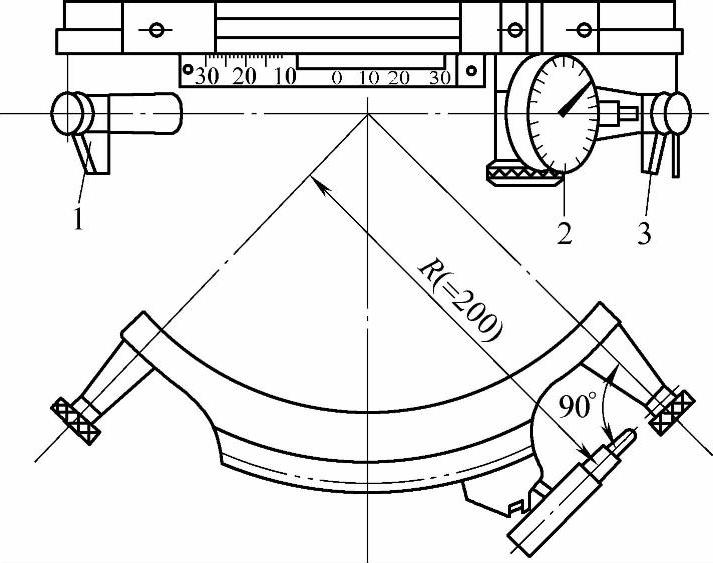
图13-31 调整轴交角装置
1,3—挡块 2—百分表
表13-61 轴交角调整计算
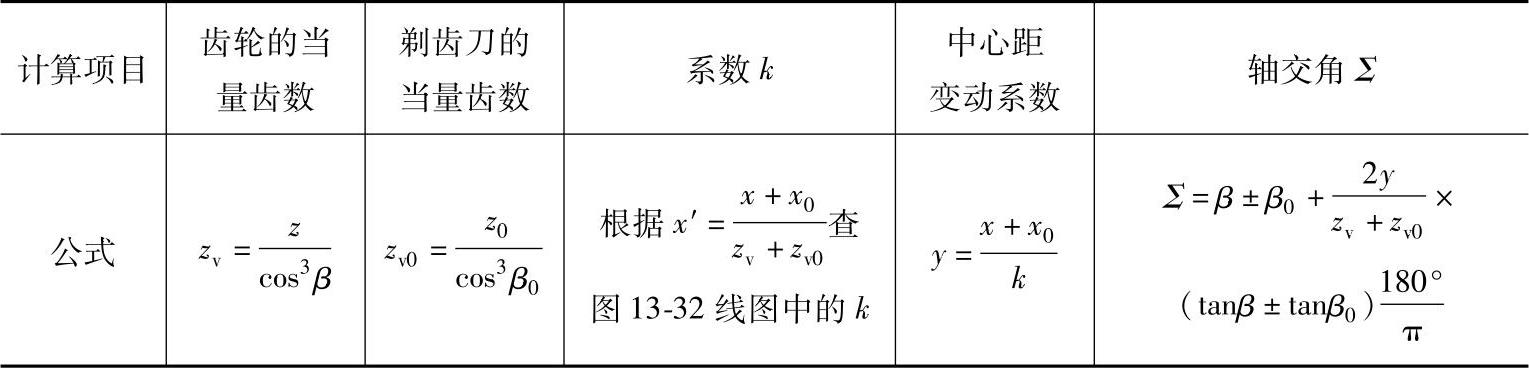
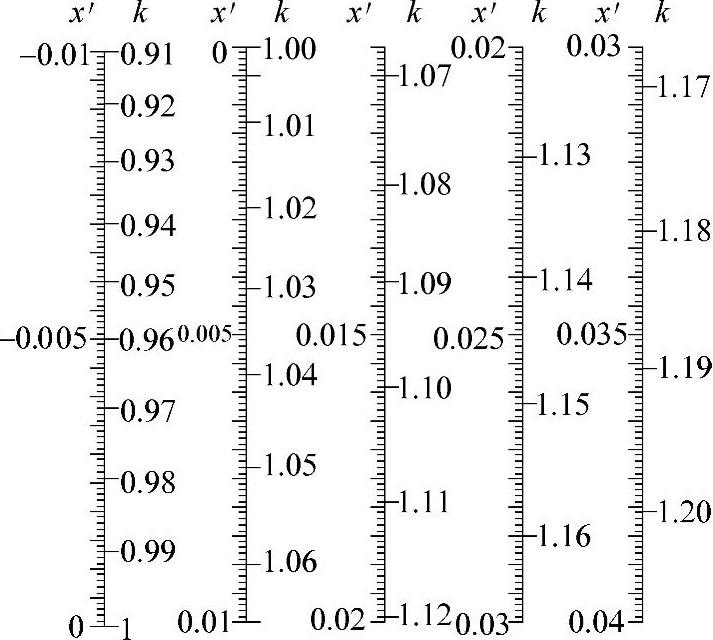
图13-32根据 查系数k的线图
查系数k的线图
5)工作台行程长度的调整。可调整机床前面挡块,以控制工作台的行程长度,调整时要使啮合节点稍微超出齿轮端面,以保证能剃削齿面全长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。