



1.圆周进给方法介绍
当临时需要加工短齿制齿轮,而又缺少相应的短齿刀具时,可用相应的具有标准齿高的标准插齿刀来加工短齿制齿轮。方法如下:
1)根据短齿齿轮的齿深利用径向进给的方法将齿深加工到所需要的深度,并测量齿厚余量(此时齿轮的齿厚尺寸还有较大的加工余量)。
2)根据齿厚余量,采用拨齿(圆周进给)的方法将齿厚加工到所需要的尺寸。
即当切深达到要求后,使工作台(工件)相对插齿刀回转一角度,齿的一面就切去相应的齿厚(弧长)Δs)
拨齿的计算公式为
式中 zb0——分齿交换齿轮被动齿轮的齿数;
Δzb0——分齿交换齿轮被动齿轮的拨动齿数;
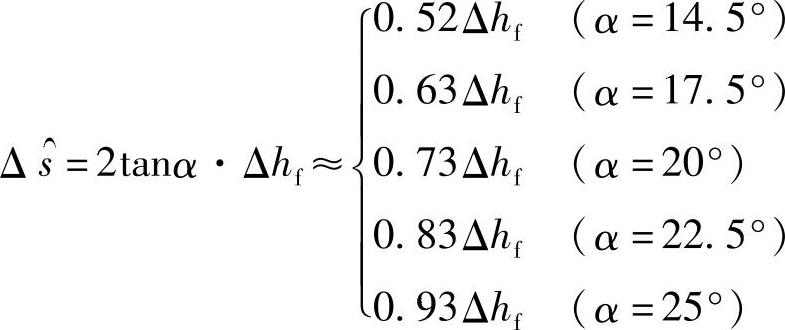
 ——被加工齿轮分度圆上弧齿厚变化量(mm);弧齿厚变化量
——被加工齿轮分度圆上弧齿厚变化量(mm);弧齿厚变化量 与弦齿厚变化量
与弦齿厚变化量 近似相等,即
近似相等,即 ;弧齿厚变化量
;弧齿厚变化量 与公法线变化量ΔW的换算可按:
与公法线变化量ΔW的换算可按:

d——被加工齿轮的分度圆直径(mm);
i——分齿交换齿轮被动轴至工作台的传动比(也就是在同一时间内,分齿交换齿轮被动轴与工作台的转动角度之比)。
用计算方法确定分度交换齿轮所拨过的齿数Δzb0原理如下:
图13-26中所示为齿轮的公法线大小的变动情况,虚线位置表示齿廓径向变位终了的齿形。
由图13-26可知:
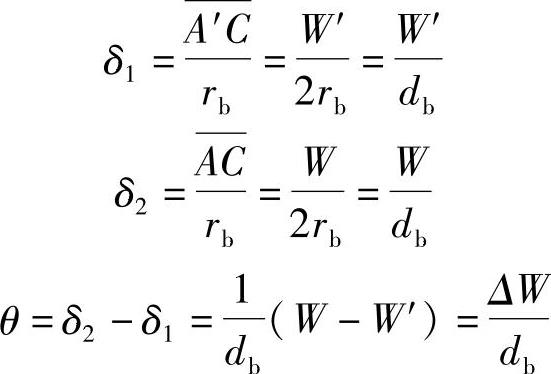
式中 W′——径向进刀终了时的公法线长度;
W——零件图上给定的公法线长度;
ΔW——公法线长度余量,ΔW=W-W′;
db——被加工齿轮基圆直径。

图13-26 齿轮公法线变动
要达到图样上所规定的公法线长度,必须让齿坯相对于刀具向左右分别转动角度θ或向左或右转动角度2θ。现以Y54A型插齿机为例,说明其角度的计算。
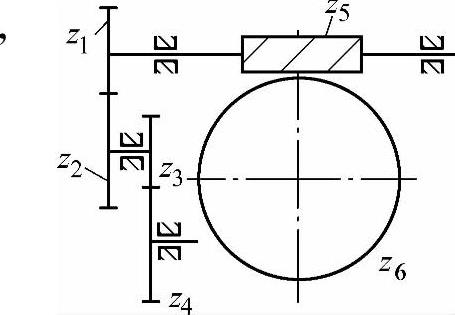
图13-27 Y54A型插齿机有关传动部分
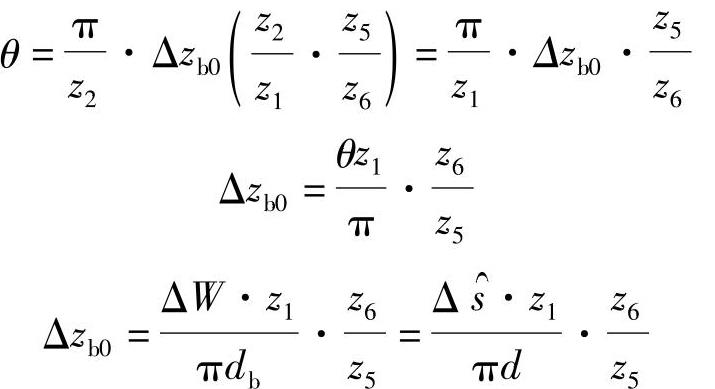
在图13-27中,设交换齿轮的齿数z1、z2、z3和z4被拨交换齿轮为z2,则:(https://www.xing528.com)
式中 z1——与机床工作台分度蜗杆相连的交换齿轮的齿数;
z5——机床分度蜗杆的头数;
z6——机床分度蜗轮的齿数;
Δzb0——保证齿坯相对于刀具转动θ角时,所拨动交换齿轮的齿数。其他符号意义同前。
从以上结果可以看出,拨动z2或z1的齿数是相同的。同理,拨动z4或z3的齿数也是相同的。
可以推导出,当拨动z4或z3时,拨齿数如下:

2.拨齿加工注意事项
1)注意事项
①用普通插齿刀插制短齿的加工方法使用具有局限性,它不适合用刀顶带较大圆角的刀具用来加工齿根圆角较小内齿轮(如齿轮联轴器的内齿套)。它会由于加工生成的过渡弧段偏多,造成所需要的渐开线长度不足。
②用普通插齿刀插制较大模数的短齿内齿轮时,径向进刀至需要的齿深后可能齿厚留量较大,应注意齿轮的精度、齿面粗糙度等情况,确定合理的拨齿加工方案。为了保证齿面的粗糙度等要求可能需要左右齿面分别拨齿精加工。
③拨齿加工尽量选用机床传动链间隙较小、刀杆刚度较高,运行状态较好的插齿机。否则容易出现加工过程中振刀、加工精度不足、齿面粗糙度值高等情况。
2)拨齿加工余量估算。齿厚余量 取决于插齿刀的齿顶高系数ha0与被加工齿轮的齿根高hf的差值Δhf、齿轮的压力角α。
取决于插齿刀的齿顶高系数ha0与被加工齿轮的齿根高hf的差值Δhf、齿轮的压力角α。
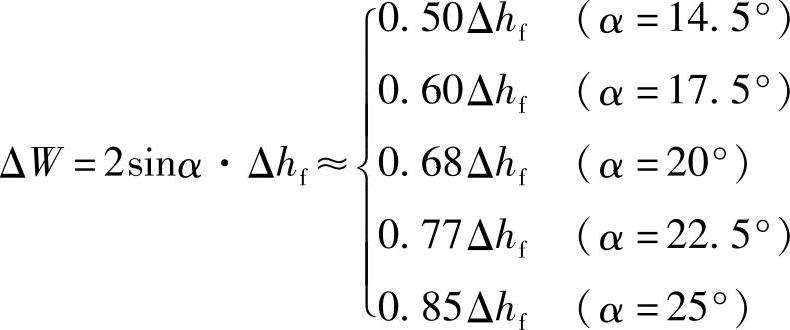
若要预估公法线余量ΔW(也就是齿厚法线方向余量的2倍)则可用下式计算:
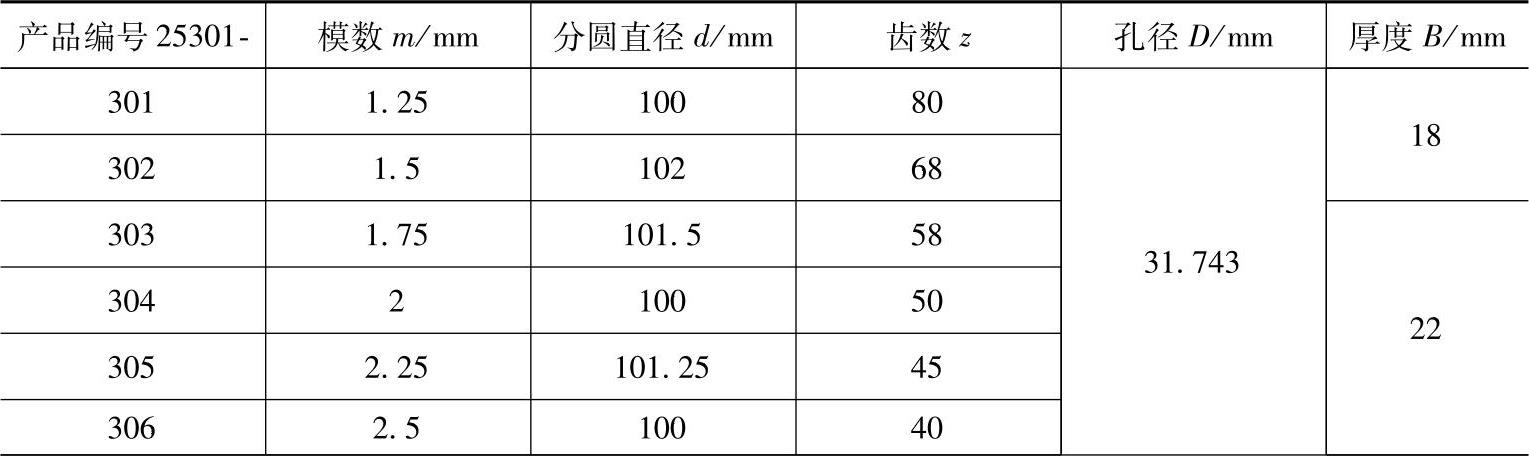
盘形剃前插齿刀规格尺寸见表13-46。
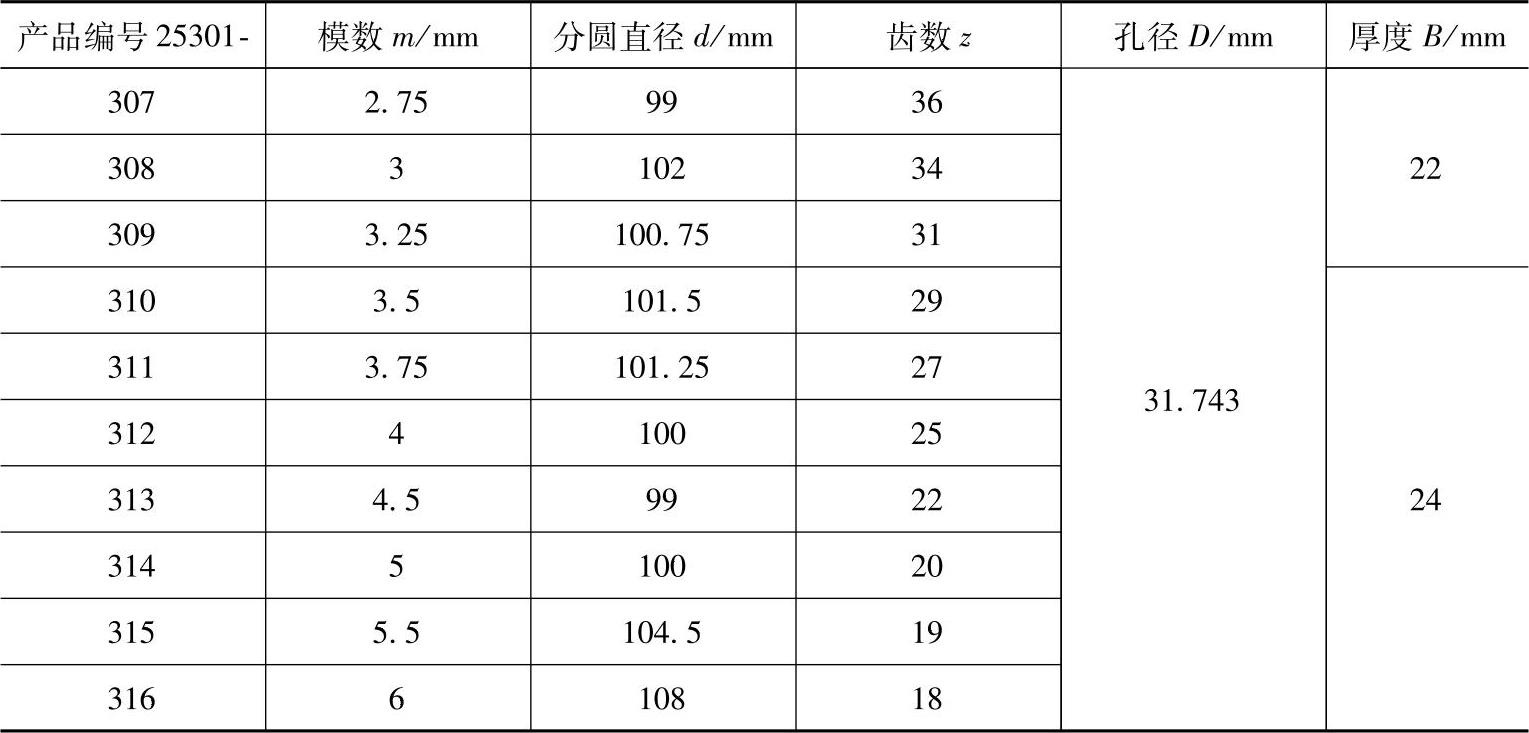
表13-46 盘形剃前插齿刀规格尺寸(Q/HYG 2083—1991)
(续)
注:1.用途:盘形剃前插齿刀适用于齿高系数为1的标准齿形的正常齿轮的剃前加工。
2.特点及精度:模数1.25~1.75mm的插齿刀采用不带凸角的Ⅰ型齿形,模数2~6mm的插齿刀
采用带凸角的Ⅱ型齿形。精度为B级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。