



1.切削用量的选择
1)插齿刀行程长度根据刀位和超越量选取。插齿刀的行程长度L应为被加工齿轮齿宽b加上超越量Δ(插齿刀切入、切出长度之和),L=b+Δ,如图13-25所示。
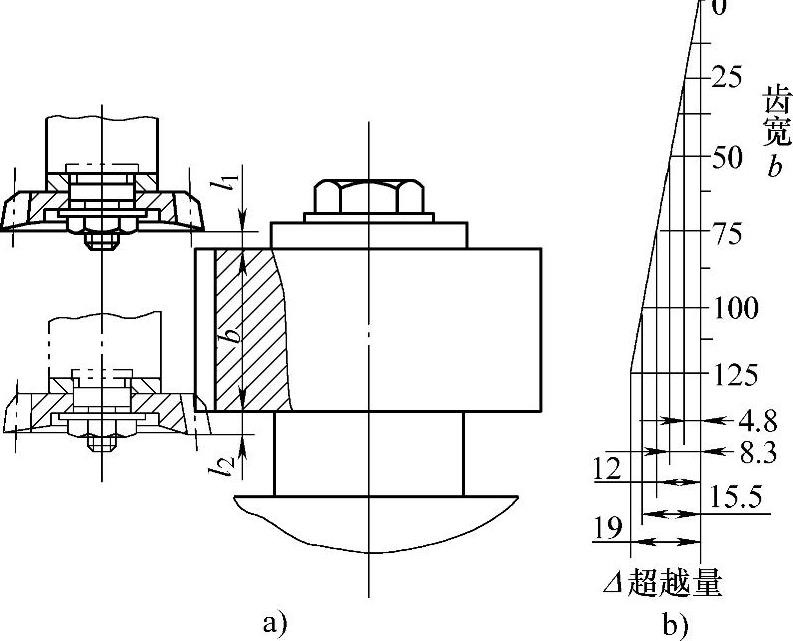
图13-25 插齿刀行程长度
a)插齿刀行程长度 b)插齿刀切入、切出长度与齿宽的关系
Δ值可按图5-17根据被加工齿轮齿宽b,用比例法求得(Δ≈b/7+1.3mm)。一般在插齿加工中,插齿刀切入长度l1取5mm以上;插齿刀切出长度l2取3~4mm。
插齿刀行程长度,可通过调整曲柄摇杆机构来实现。
2)插齿走刀次数k。插齿走刀次数k可按表13-42选取。
表13-42 插齿走刀次数k(硬度≤220HBW结构钢齿轮)
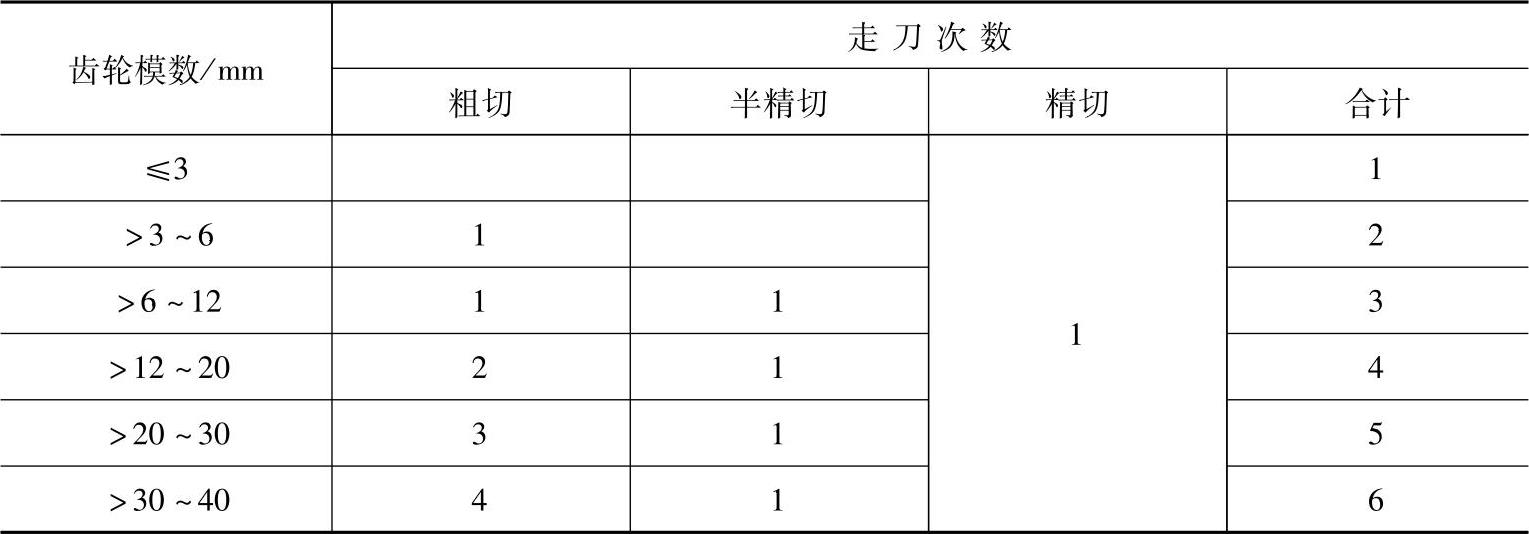
注:1.插削m>12mm的齿轮,第一次粗走刀时,背吃刀量取为1~1.5mm,对各种模数的齿轮,精走刀时,背吃刀量均取为0.5~0.8mm,当半精走刀时,取2~5mm(模数越大,则背吃刀量也越大)。
2.当用盘状铣刀或指状铣刀粗切时,插齿刀只是完成半精加工和精加工。
3)圆周进给量。圆周进给量推荐按表13-43选取。
表13-43 圆周进给量fc选择表
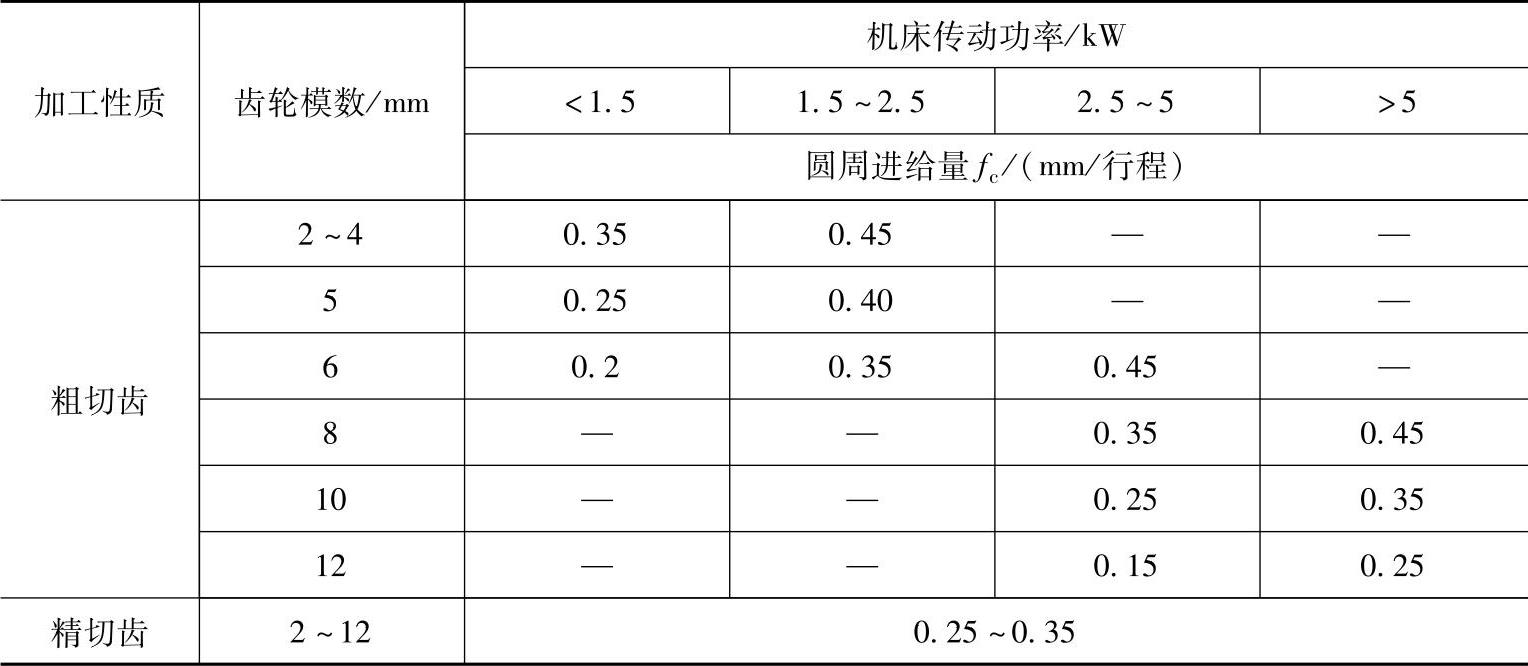
注:1.表中参数适合工件材质为45钢正火或HT200铸铁,当材料不同时,圆周进给量fc材料修正系数参考值如下:
材质硬度HBW≤190>190~220>220~240>240~290>290~320
修正系数10.90.80.70.6
2.当粗、精加工的fc不同时,应取较小值。
4)径向进给量fr。径向进给量fr推荐按圆周进给量fc的0.1~0.3倍确定。
5)插齿切削速度vc。插齿切削速度vc,可按表13-44选取。(https://www.xing528.com)
6)插齿刀的往复行程数n0。插齿刀的往复行程数n0由切削速度vc(m/min)和行程长度L(mm)计算:
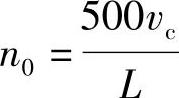
表13-44 插齿切削速度vc
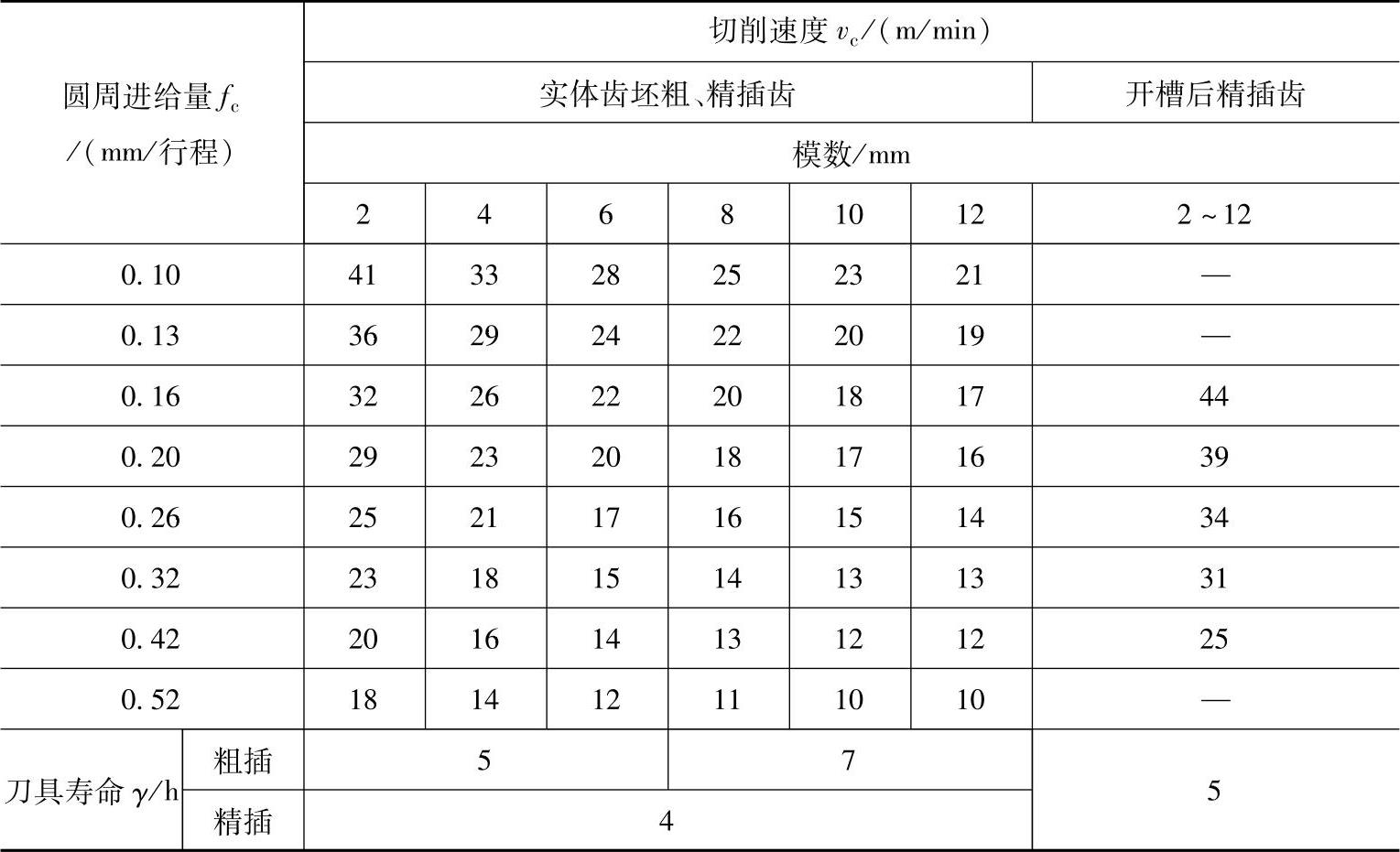
注:插削铝制齿轮:vc=60m/min;插削青铜齿轮vc=24m/min;插削灰铸铁齿轮vc=18m/min。
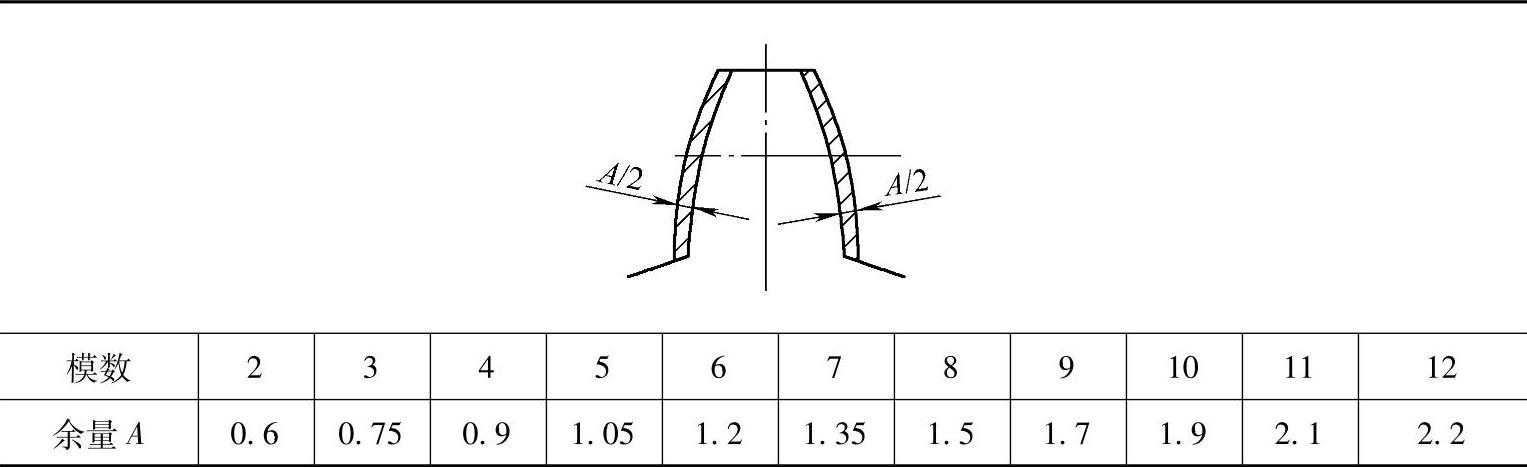
2.精插齿的加工余量
精插齿的加工余量见表13-45。
表13-45 精插齿的加工余量 (单位:mm)
3.插齿机动时间的计算
插齿机动时间tm(min)按下式计算:
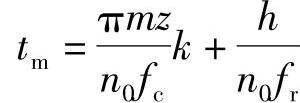
式中 z——被切齿轮的齿数;
h——被切齿轮的全齿高(mm);
k——插削时走刀次数;
m——模数(mm);
n0——插齿刀每分钟往复行程数;
fc——圆周进给量(mm/min);
fr——径向进给量(mm/min)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。