



1.常用插齿夹具结构及装夹方法
JB/T 9163.6—1999《插齿心轴 尺寸》规定了插齿心轴的形式和尺寸,适用于机床型号为Y54、Y54A,加工定位直径为12~40mm的齿轮,如图13-19所示。JB/T 9163.5—1999《插齿夹具 尺寸》规定了插齿夹具的形式和尺寸,适用于机床型号为Y54、Y54A,加工定位直径为20~40mm的齿轮,如图13-20所示。
常用插齿夹具结构及装夹方法见表13-36。

图13-19 插齿心轴的形式

图13-20 插齿夹具的形式
表13-36 常用插齿夹具结构及装夹方法
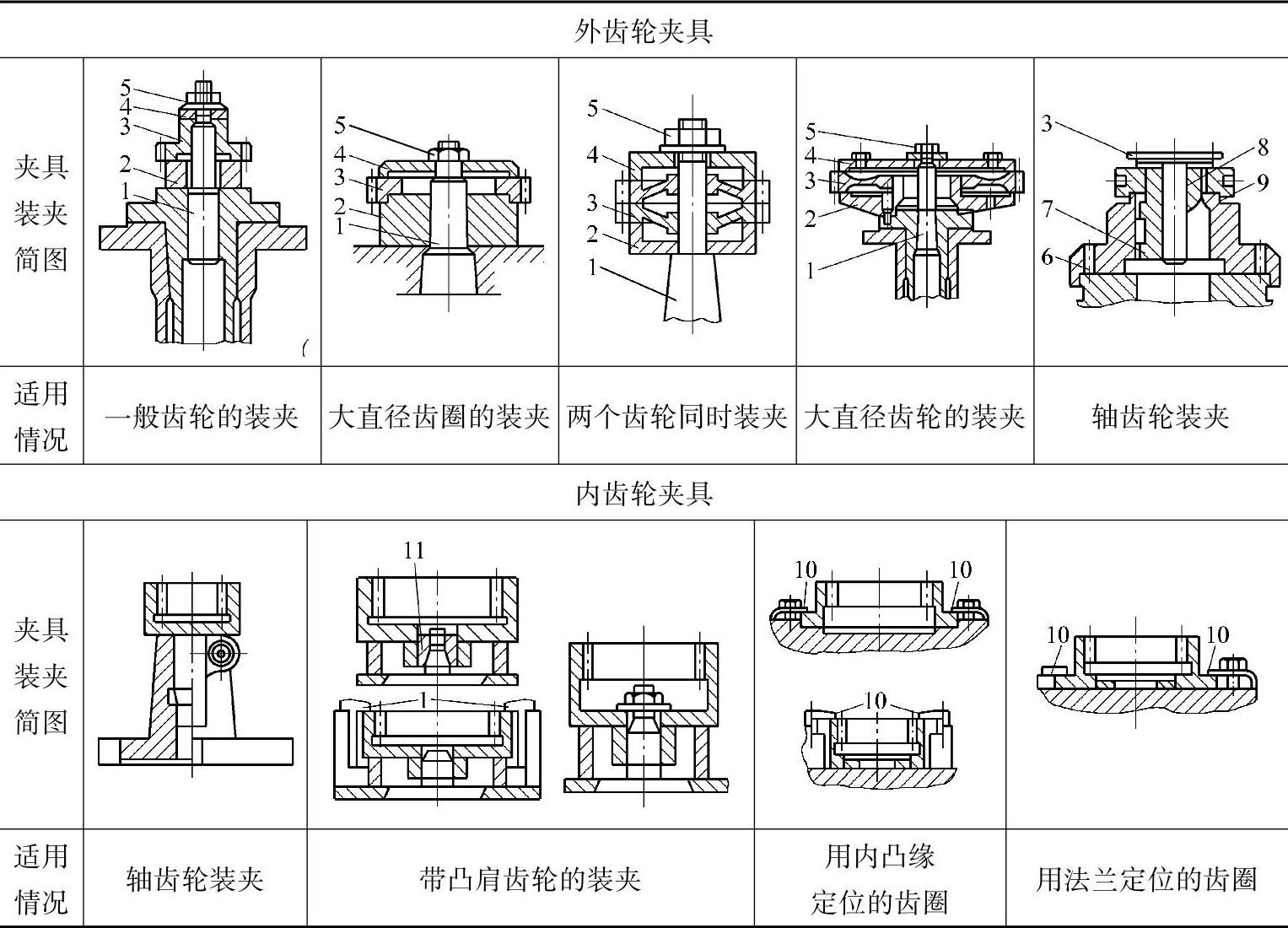
注:1—心轴;2—支座;3—被切齿轮;4—上压盘或垫圈;5—夹紧螺母;6—定位夹紧锥套;7—弹性夹紧锥;8—齿轮柄部;9—夹紧圆螺母;10—压板;11—弹性夹头。
另外,还有几种夹具结构:
1)加工轴齿轮用的塑料夹具,如图13-21所示。该夹具用在插齿机上加工轴类齿轮,工件以外圆柱面及轴肩为基准安装在薄壁套筒1内,拧动调节螺钉2,套筒壁产生均匀的弹性变形,将工件定心并夹紧。
2)加工齿条用夹具。Y54型插齿机的齿条夹具结构如图13-22所示,其中工件5以底面和侧面在滑动导轨2上定位,由七块压板6夹紧,滑动导轨2与固定导轨之间的配合间隙由压板导轨4通过侧面的调节螺钉3进行调节,底座10安装于机床工作台上,心轴1和机床工作台主轴相连接。当工作台主轴回转时,工作台上工件5与固定在滑动导轨2上的齿条9啮合。这时,滑动导轨沿固定导轨作直线移动,定位销11用于夹具在工作台上的定位。齿条插削原理如图13-23所示。插削时,它就像一个齿轮(插齿刀)与齿条(工件)做无间隙啮合传动一样。

图13-21 加工轴齿轮用塑料夹具
1—薄壁套筒 2—调节螺钉

图13-22 齿条夹具
1—心轴 2—滑动导轨 3—调节螺钉 4—压板导轨 5—工件 6—压板 7—弹簧 8—工作台齿轮 9—齿条 10—底座 11—定位销
2.心轴的安装与检查
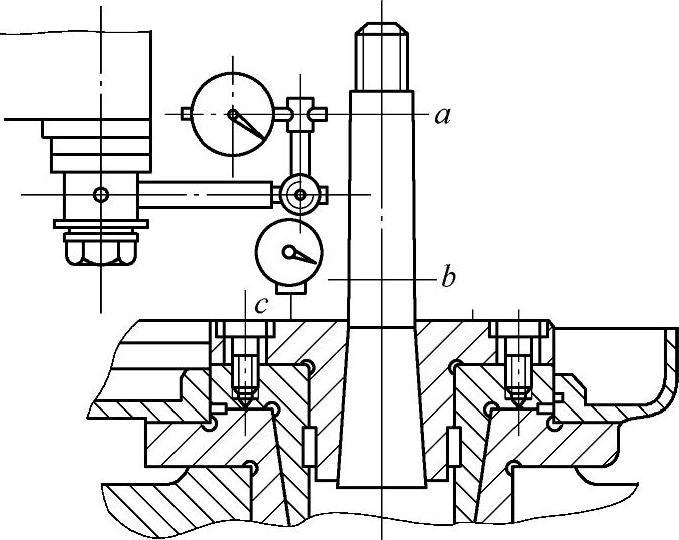
安装时,将心轴及工作台的锥孔擦干净,并把心轴安装于机床的工作台上,心轴的安装和检验如图13-24所示。检查时,用千分表按下列要求进行:
1)在离工作台面约200mm处(a处),心轴的径向跳动公差为0.01mm。
2)在临近工作台面处(b处),心轴的径向跳动公差为0.008mm。
3)心轴法兰平面c处的轴向跳动公差不大于0.005~0.03mm。
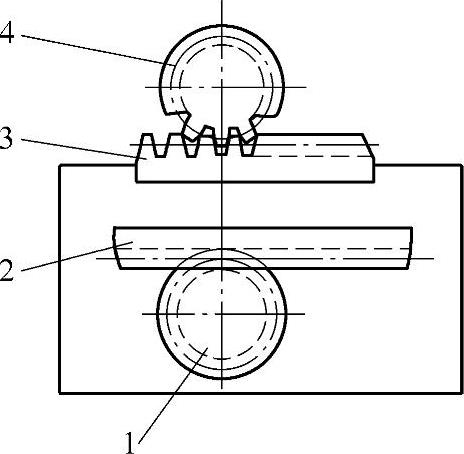
图13-23 齿条插削原理图
1—工作台齿轮 2—夹具齿条 3—工件 4—插齿刀
 (https://www.xing528.com)
(https://www.xing528.com)
图13-24 心轴的安装和检验
心轴安装的要求参见表13-37。
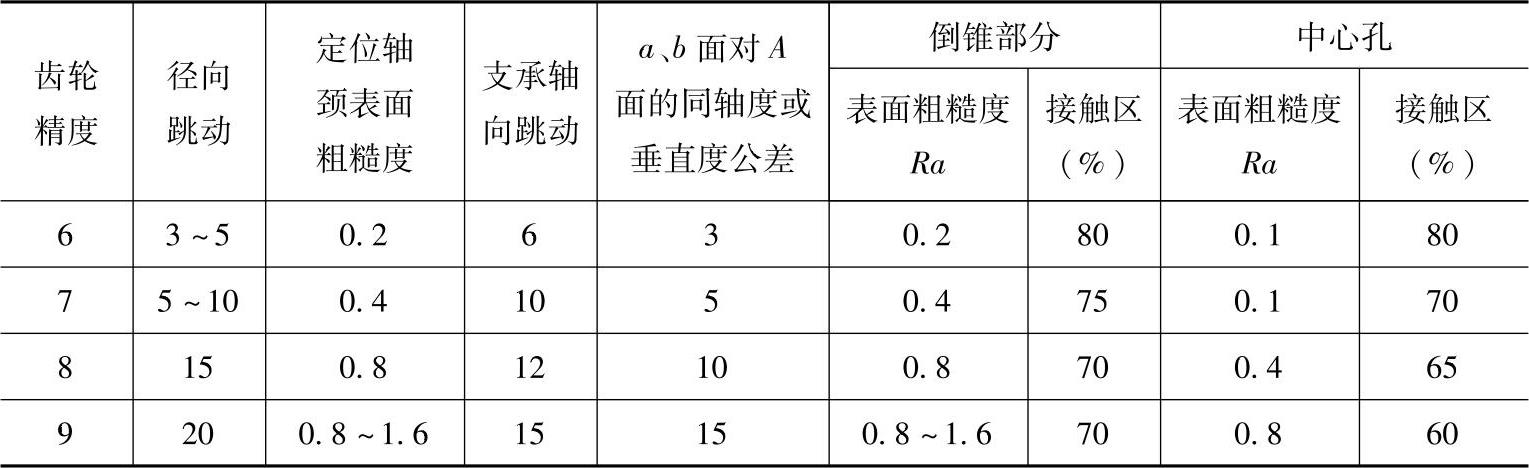
心轴、夹具的技术要求参见表13-38。
表13-37 心轴安装的要求

表13-38 插齿用心轴、夹具的技术要求 (单位:μm)

(续)
3.工件的安装与检查
工件的装夹应视加工批量而定。如单件生产时,可选用通用心轴和合适的平垫来装夹工件;如加工批量较大时,应设计专用夹具来装夹工件。
1)夹具安装。安装夹具时,应检查夹具有无磕碰或划伤等缺陷,并清除毛刺,擦去污物,对于机床工作台面也应擦拭干净,不应有切屑和污物等,以保证夹具在工作台上定位的精确性。
校正夹具时,应将分齿交换齿轮脱开,开动辅助电动机使工作台转动,其调整精度视工件的加工精度要求而定,详见表13-39。当夹具调整完毕后,拧紧夹具各紧固螺钉,然后用千分表再复查一次。
2)工件装夹。在工件安装于夹具(或心轴)之前,应将工件及夹具等的定位孔和定位端面擦拭干净(对于采用带上、下顶尖的轴类插齿夹具时,应将工件的顶尖孔及夹具顶尖擦拭干净后方可安装)。工件装夹之后,夹紧力大小,应视切削用量、工件模数与直径大小、夹紧和定位形式等因素来确定,以保证工件装夹的稳固,不得引起工件和心轴的强迫变形。
在单件生产的情况下,通常工件的装夹以基准端面定位,内孔或外径空套在心轴或夹具上,这时必须保证被插齿轮的外径与基准内孔的同轴度及定位端面与内、外径的垂直度。
工件装夹精度要求,应视被插齿轮的精度等级及其直径大小而定。对于插削一般精度的齿轮时,其工件装夹后的径向及轴向跳动为0.02~0.05mm。以上调整详见插齿工艺守则(见表13-40)。
插削外齿轮时,一般以心轴作定心基准,用心轴、垫圈、螺母等来装夹工件,如图13-24所示。但心轴的外锥体与机床的内锥体应有良好的配合,安装工件的心轴精度应按表13-38的要求进行调整。
在插削内齿轮时,一般以外径作为定位基准,但有时外径无公差要求,就将原设计基准转换到外径上,并增加外径工艺要求,以外径作为加工的工艺基准。
根据情况,对于大直径齿轮也可以将齿顶圆作为工艺基准(此时应保证齿顶圆与设计基准的相对位置精度)。
表13-39 夹具的选择及调整要求

表13-40 插齿工艺守则(摘自JB/T 9168.9—1998)

(续)

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。