



干切滚齿技术泛指滚齿时,不使用切削液冷却,而采用压缩空气代替切削液冷却的一种滚齿技术。空气冷却与切削液冷却有着本质的不同。切削液冷却过程中切削液带走绝大部分切削热,不论是刀具、工件还是切屑,三者带走的都是小部分热量,而干切时切屑和压缩空气带走切削产生的绝大部分热量,这样,干切滚齿可以在提高刀具寿命的同时,保证工件的表面质量和尺寸稳定性。
与切削液冷却相比,空气冷却无需消耗切削液,也不产生工业废液,同时由于切削过程不产生蒸汽或油雾而损害健康,所以干切滚齿具有健康、环保、经济的优点。但是由于压缩空气本身不能将切削热全部带走,容易在刀具、工件及切削上残留切削热,所以对刀具、机床、夹具等整个工艺系统都有特殊要求。
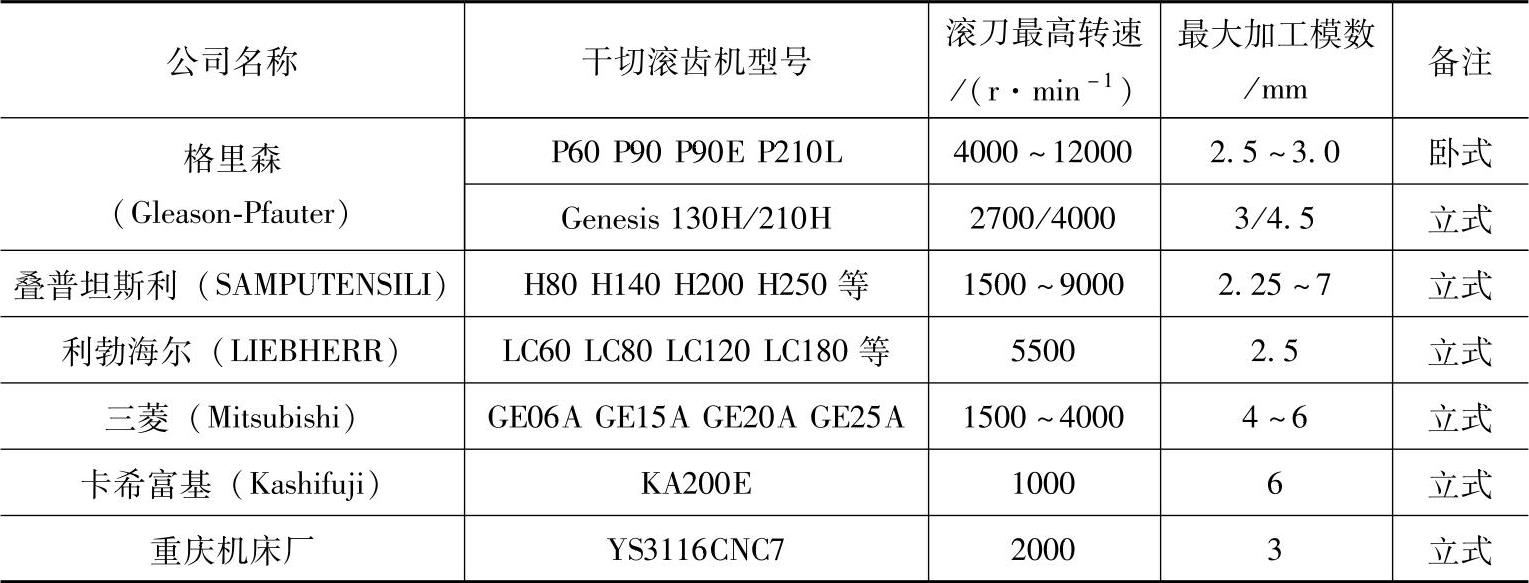
干切滚齿集成了机床、刀具、夹具等工艺系统各方面最先进的技术。由于干切滚齿在环保方面的独特优势,受到了国内外各大滚齿机床厂家的重视,各滚齿机厂家纷纷研制出了自己的干切滚齿机床,部分厂家机床数据如表13-29所列。
表13-29 部分厂家机床数据(https://www.xing528.com)
干切滚齿技术发展到现在,由于其冷却效果远不如湿切滚齿,还不能像湿切滚齿机那样大批量加工较大模数(mn>6)和较多齿数的齿轮,其更多地应用在小模数少齿数、小模数多齿数的齿轮、短齿外花键、大模数少齿数的场合。
总之,干切滚齿技术主要依赖于机床冷却系统和刀具技术的发展。干切滚齿技术发展到今天,其在环保、节省切削液、节约能耗方面的优势,是湿切滚齿无法比拟的。在小模数齿轮(m<2)加工中,干切滚齿在效率、刀具成本、电能损耗等方面超越了湿切滚齿。在中小模数齿轮(α≤mn<6)加工中,干切滚齿效率赶上了湿切滚齿,刀具寿命超越了湿切。随着机床冷却系统、刀具材料和涂层技术进一步发展,干切滚齿以其环保、经济的优势,必将成为未来滚齿技术的发展方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。