



1.直齿内齿轮的加工
几乎所有的立式插齿机都可以加工内齿轮,然而并不是所有的内齿轮都可以在任意一台插齿机上加工,因为机床的规格性能是多种多样的。由插齿机的规格和性能决定的,有的工件过高,不能进入工作台。通常,也有将立柱垫高,进行适当的改装,使工件能进入工作台,即所谓工件能过门,以满足加工的需求。具体详见各种类型插齿机的使用说明书。
同类型插齿机的布局和结构形式大体相同,即使有些差别,只是机床所采用的结构不一样而已。
装夹被加工内齿轮时,首先要认清基准面,然后仔细找正。对于薄壁内齿圈要轻夹或尽量不用夹紧的方法,而用端面压紧的办法较妥,如图9-1所示。
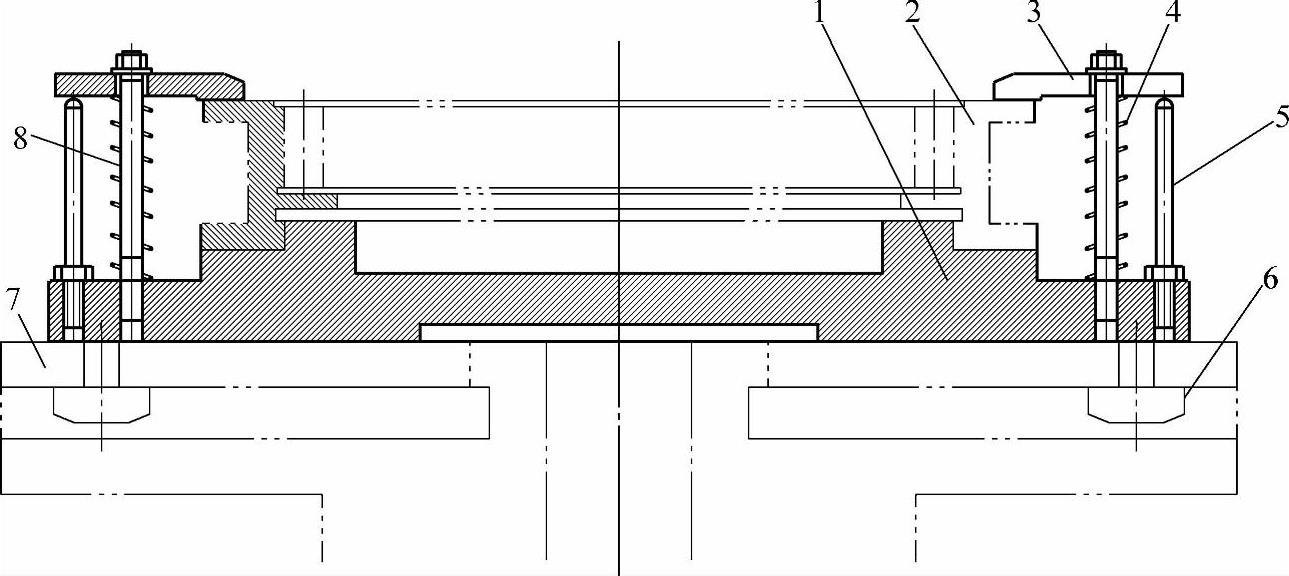
图9-1 夹紧内齿轮的夹具
1—夹具 2—内齿圈 3—压板 4—弹簧 5—支撑杆 6—T形螺钉 7—双头螺栓 8—机床工作台
加工内齿轮时,插齿刀位于轮坯齿圈内侧,要做到相切,考虑到插齿刀刀齿的修磨影响,精确地对刀,应该让插齿刀刀尖跟轮坯齿顶圆之间留有0.1mm左右间隙,这一间隙也考虑到轮坯齿顶圆的实际尺寸。在机床测量公法线长度(或量柱距M)以后,根据其值的大小再作适当的调整,直至加工到尺寸为止。
在修理使用上,单件的内齿圈,也可以用成形刀在一般插床上插削加工。
2.斜齿内齿轮的加工
(1)在插齿机上的加工方法 斜齿内齿轮是用斜齿插齿刀来加工的。这种插齿刀由于齿的齿向不同,分为右旋和左旋两种。我们可以把斜齿插齿刀看成是个磨有切削刀刃的斜齿轮。右旋斜齿轮只能跟右旋斜齿内齿轮啮合,所以加工右旋斜齿内齿轮的时候,应用右旋斜齿插齿刀;同理应用左旋斜齿插齿刀加工左旋斜齿内齿轮。
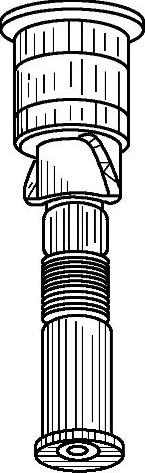
在插齿机上加工直齿内齿轮的方法、机床调整的程序,也可适用于加工斜齿内齿轮。不过有一点是不同的,即加工斜齿轮的时候,不管外齿轮还是内齿轮,必须把刀架内的直线形导轨改为螺旋导轨,除使插齿刀进行往复运动外,还要进行附加的旋转运动来形成斜齿(见图9-2)。
直线形或者螺旋形的导轨都有两个:一个是固定导轨,它跟刀架的蜗轮连在一起,蜗轮转动时,它也跟着转动;另一个是活动导轨,它跟插齿刀的主轴连在一起,主轴进行往复运动时,它也跟着运动,同时也带着主轴进行附加的螺旋运动。为了消除导轨之间磨损所产生的间隙,在固定导轨和活动导轨之间装有一根镶条,它的形状有点像燕尾形导轨内的镶条(即塞铁)。这种镶条长而薄,容易弯曲变形,现代机床用的导轨镶条做成厚的,不易变形,对精度有好处。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-2 刀轴上装有斜齿插齿刀与螺旋导轨
导轨形状如图9-3a所示。加工右旋斜齿内齿轮应用右螺旋导轨;加工左旋斜齿内齿轮应用左旋导轨。成对的内齿轮和外齿轮最好采用同一组(除旋向相反外其余参数一致的)斜齿插齿刀(如图9-3b所示)和同一导程的螺旋导轨进行加工。这样加工出来的内外齿轮的螺旋角总是一致的,即使插齿刀的螺旋角不是公称度数,也应这样来处理。这点对左右旋插齿刀都是一样的,因为被加工齿轮的螺旋角应由螺旋导轨的导程大小来确定的,根本不会影响成对齿轮的啮合。下面列出的是,螺旋导轨与斜齿插齿刀配用以加工出相对应的内外斜齿的法则。
右旋螺旋导轨→用右旋插齿刀→加工右旋内齿轮(左旋外齿轮)。
左旋螺旋导轨→用左旋插齿刀→加工左旋内齿轮(右旋外齿轮)。
(2)螺旋角的选择 在插齿机上加工不同螺旋角的内齿轮,需要更换不同螺旋角的螺旋导轨,还要制作不同螺旋角的插齿刀。在这里,更换一套螺旋导轨是很麻烦的,制作一把斜齿插齿刀也是不容易的。因此,我们在设计内外齿轮参数时,如能根据模数大小来选择螺旋导轨所规定的螺旋角,则使用同一螺旋导轨,只要更换插齿刀,就可以加工一定范围不同螺旋角的内齿轮。这样,就可以大大缩短更换螺旋导轨的辅助时间,具有良好的经济性。
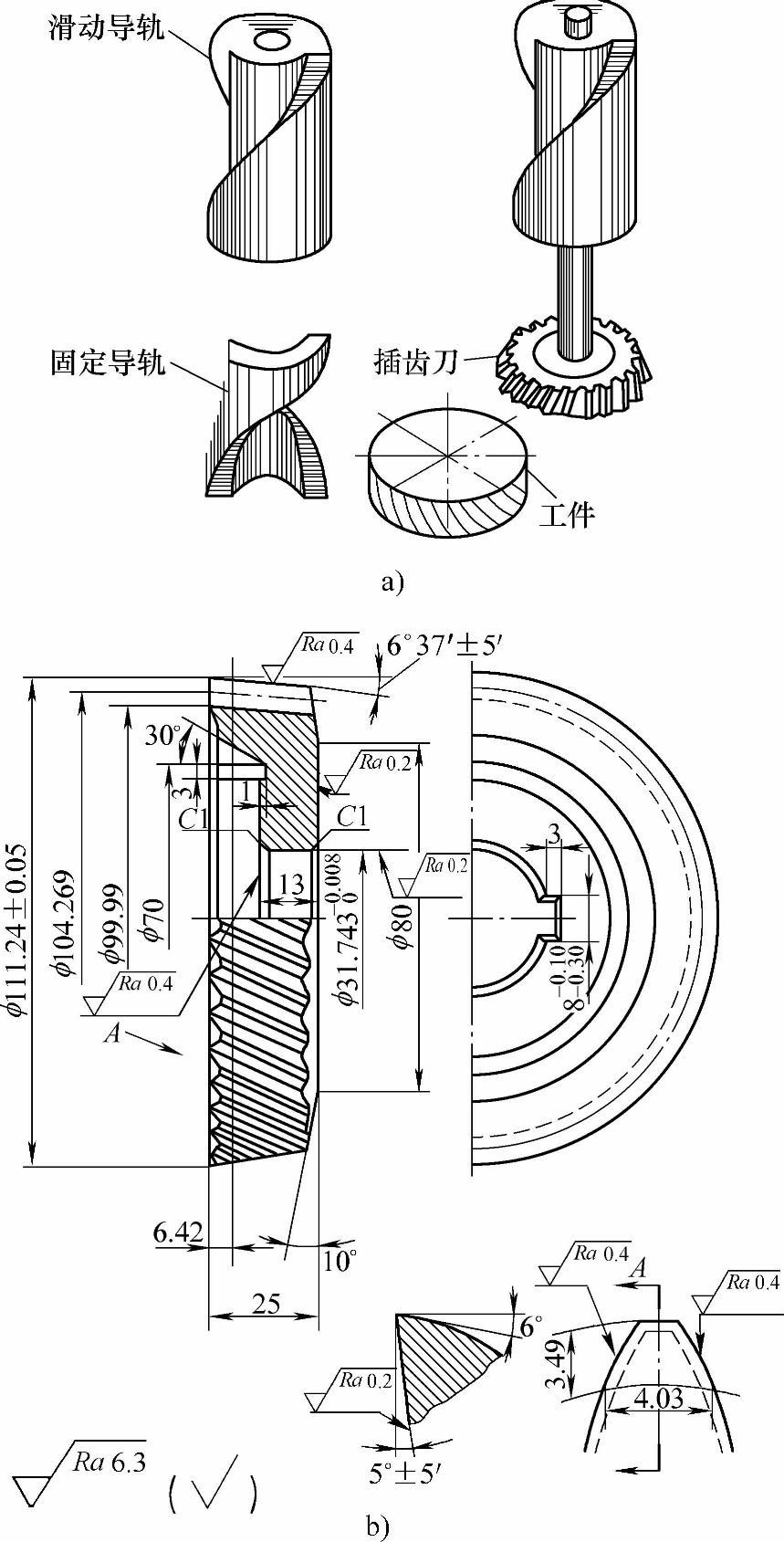
图9-3 斜齿轮插齿图例
a)插削斜齿轮的螺旋导轨 b)专用斜齿插齿刀(mn=2.25mm,β0=25°,z0=42,右旋)
螺旋角β、端面模数mt、插齿刀齿数z0和导轨的导程H的关系为
式中 mtz0——插齿刀的分度圆直径,mtz0=d0。
(3)在一般插床上插削的方法 在中小型机械厂或者修理车间里,有时需要制造几个或者一个内齿轮,若厂里没有插齿机,可用成形刀在一般插床上进行分度加工。
随着机床行业的飞速发展,目前已有CNC数控插齿机出现,不用螺旋导轨可加工任意螺旋角β的内斜齿齿轮,一般β≤30°。为了便于内斜齿的成形磨削,通常要求内斜齿齿轮的螺旋角β≤25°为宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。