



插齿刀是齿轮加工中常用的刀具之一,插齿刀的外形与一个齿轮相似,但是其有刀刃及前后角,以展成原理来加工齿轮。为了加工出正确的齿形,插齿刀的基圆齿距应与被加工齿轮的基圆齿距相等,即插齿刀的模数和齿形角与被加工齿轮的模数及压力角相同。
GB/T 6081—2001《直齿插齿刀的型式和尺寸》中规定了模数1~12mm,分度圆压力角α=20°的盘形直齿插齿刀、碗形直齿插齿刀和锥柄直齿插齿刀三种。盘形直齿插齿刀主要用于加工大直径的内齿轮、外齿轮和齿条等,其公称分度圆直径有35mm、100mm、125mm、160mm和200mm五种,精度等级分为AA、A、B三种,其几何尺寸见表4-1。
表4-1 盘形直齿插齿刀尺寸(GB/T 6081—2001) (单位:mm)
(续)
(续)
注:前面有*插齿刀为国内企业标准,GB/T 6081—2001中不包括这些规格。
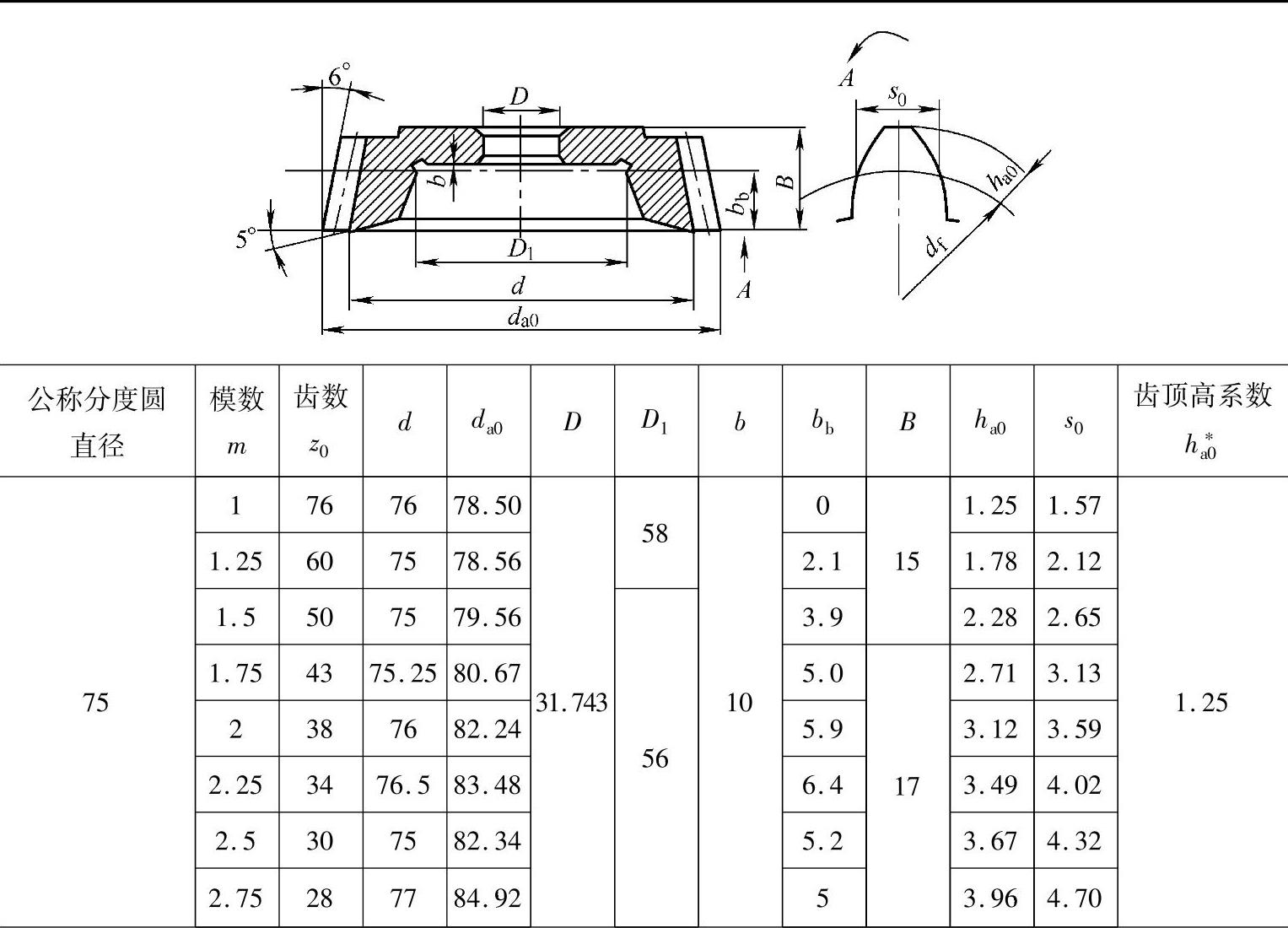
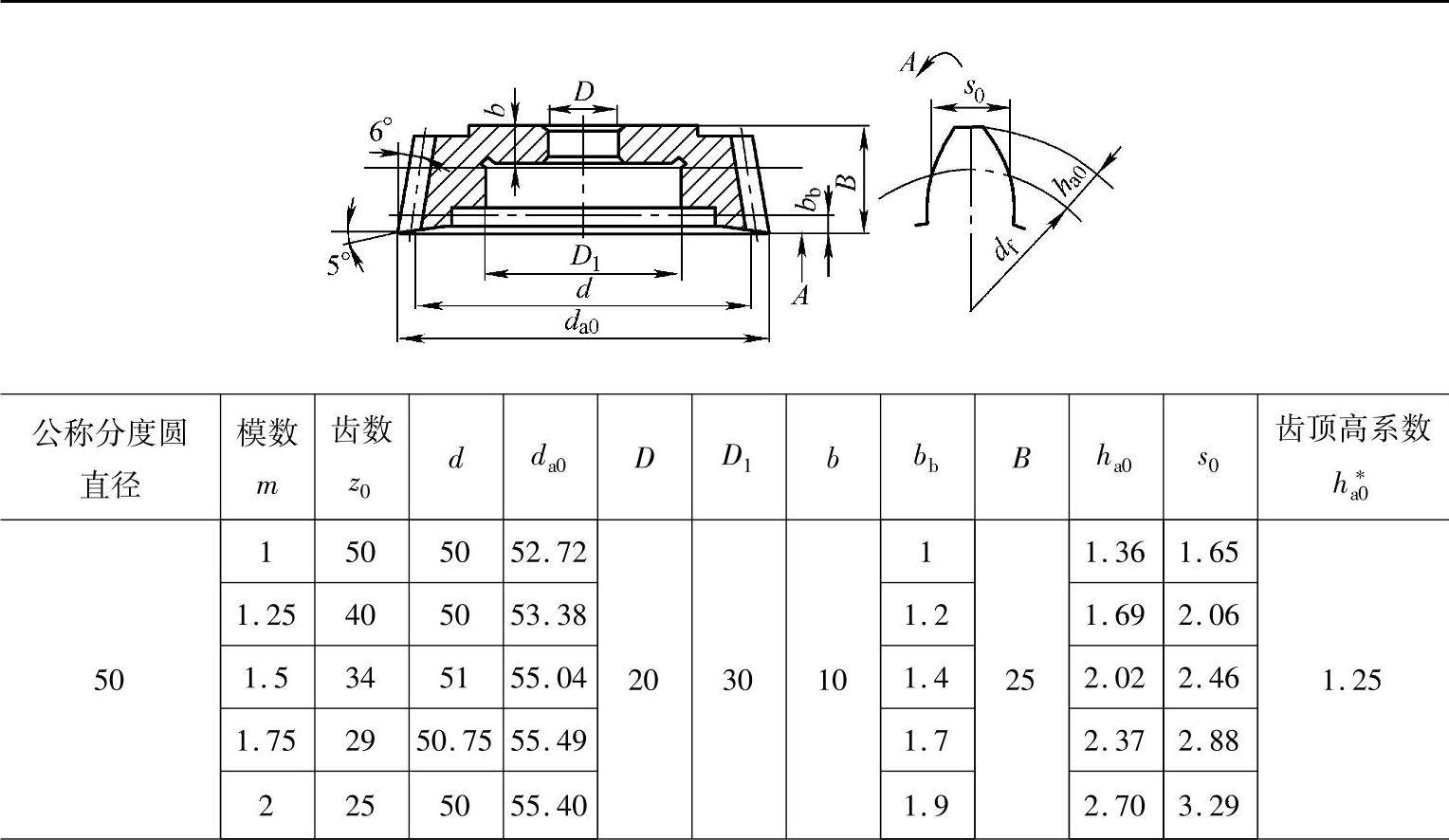
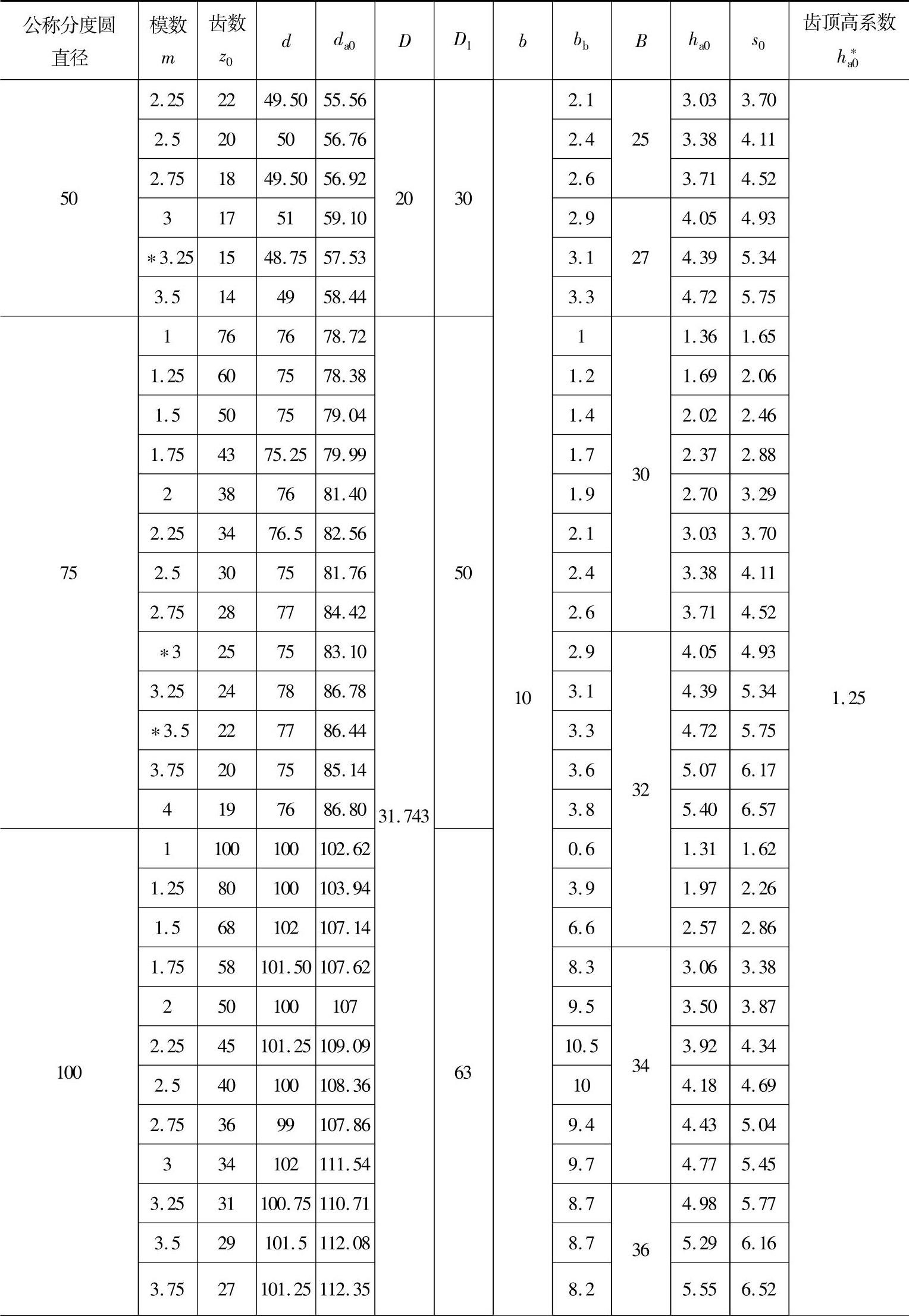
碗形直齿插齿刀多用于加工多联齿轮和带凸肩空刀槽小的齿轮,也可加工盘形插齿刀能加工的各种齿轮、齿条等。其公称分度圆直径为50mm、75mm、100mm、125mm四种,精度等级为AA、A、B三种,其型式和尺寸见表4-2。
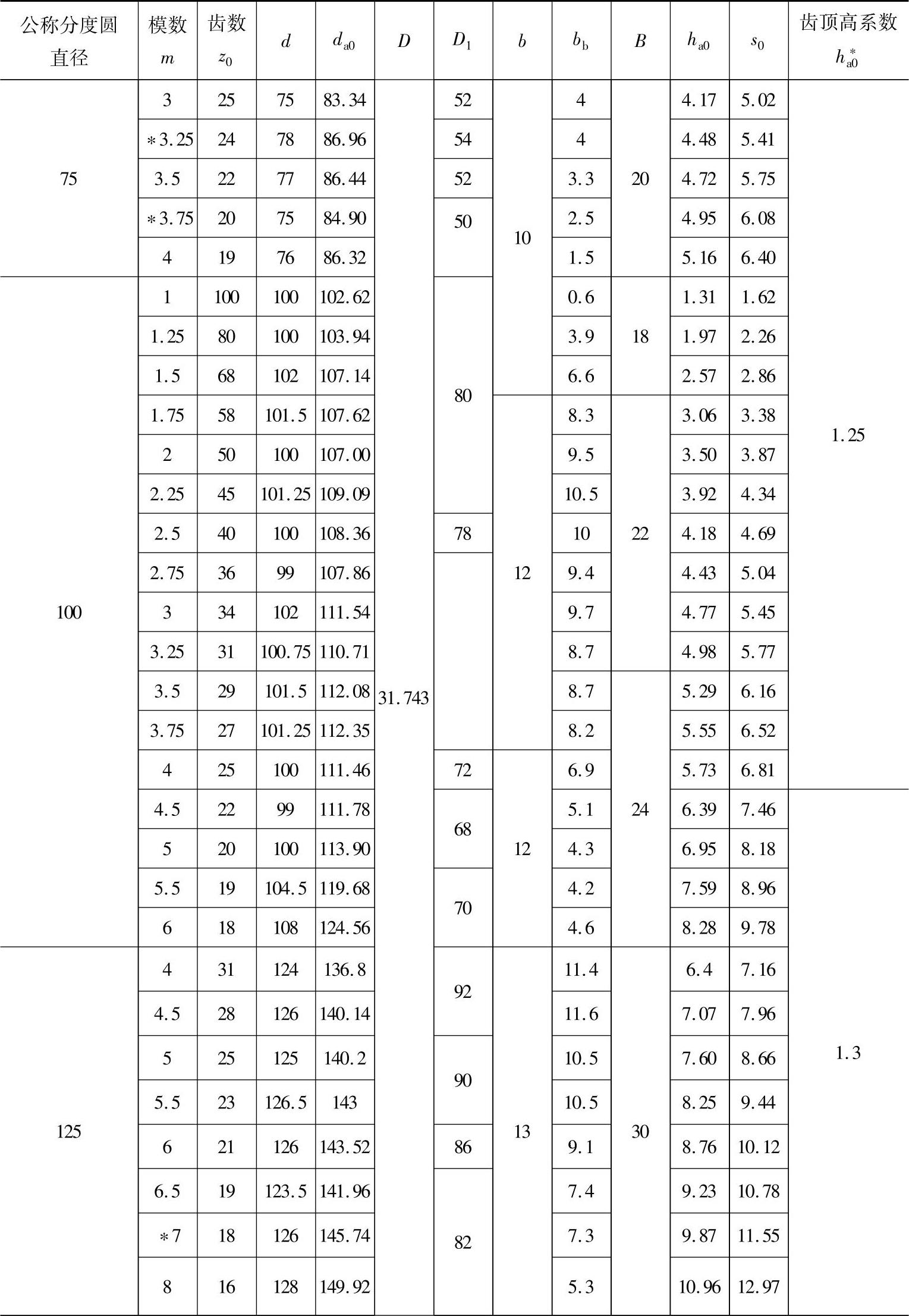
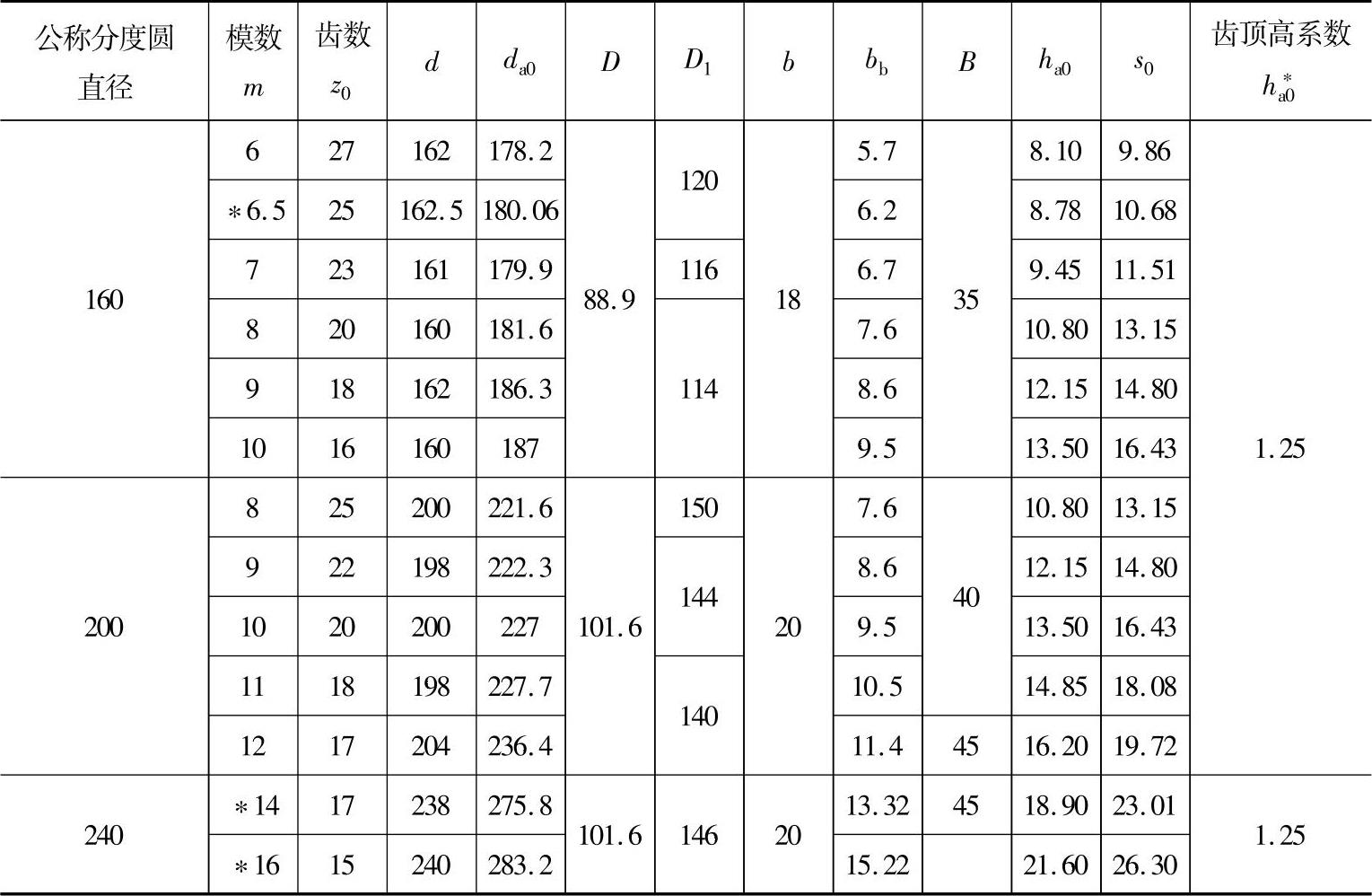
表4-2 碗形直齿插齿刀尺寸(GB/T 6081—2001) (单位:mm)
(续)
(续)
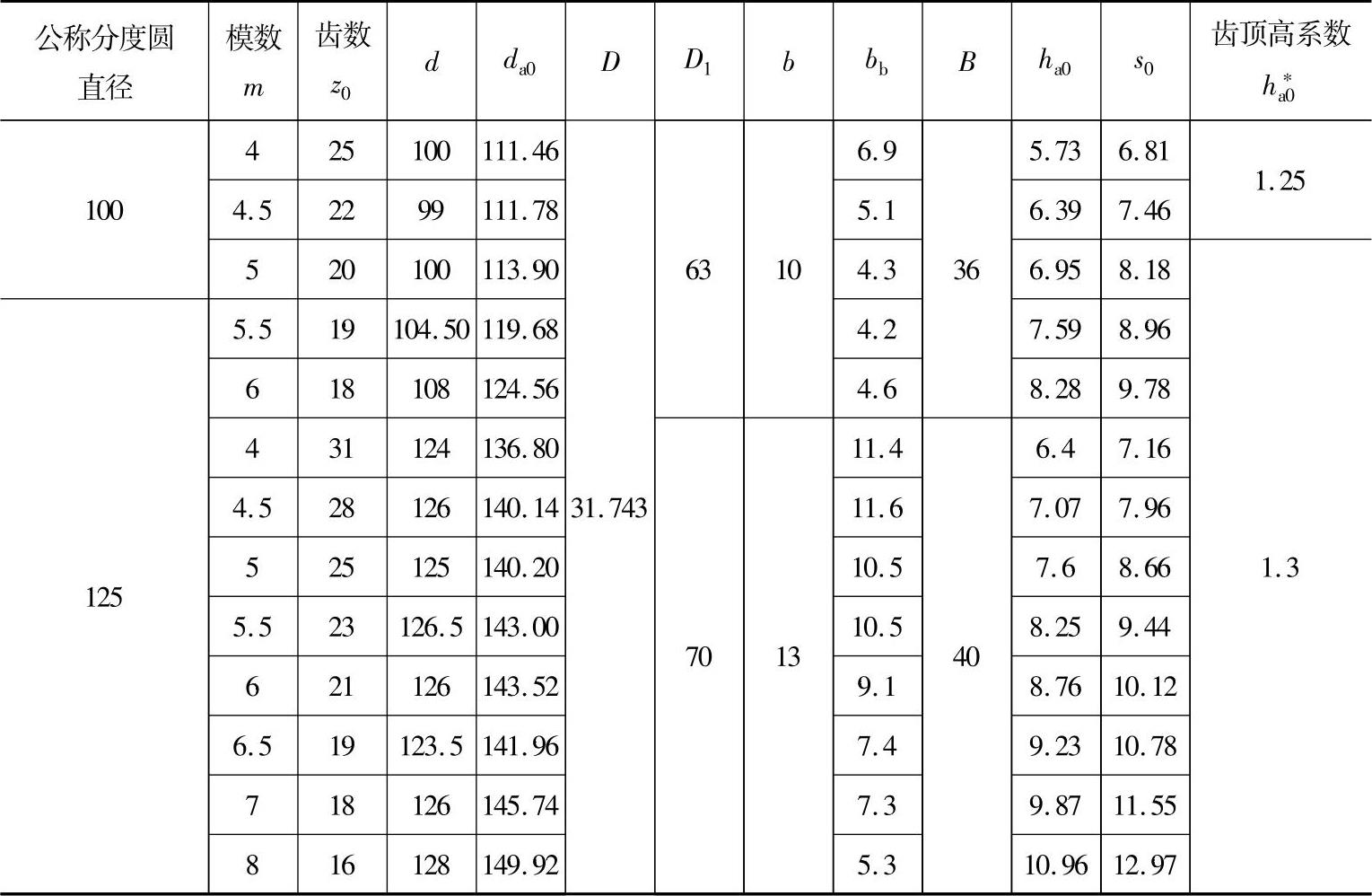
注:前面带*的是企业标准,GB/T 6081—2001中没有这些规格。
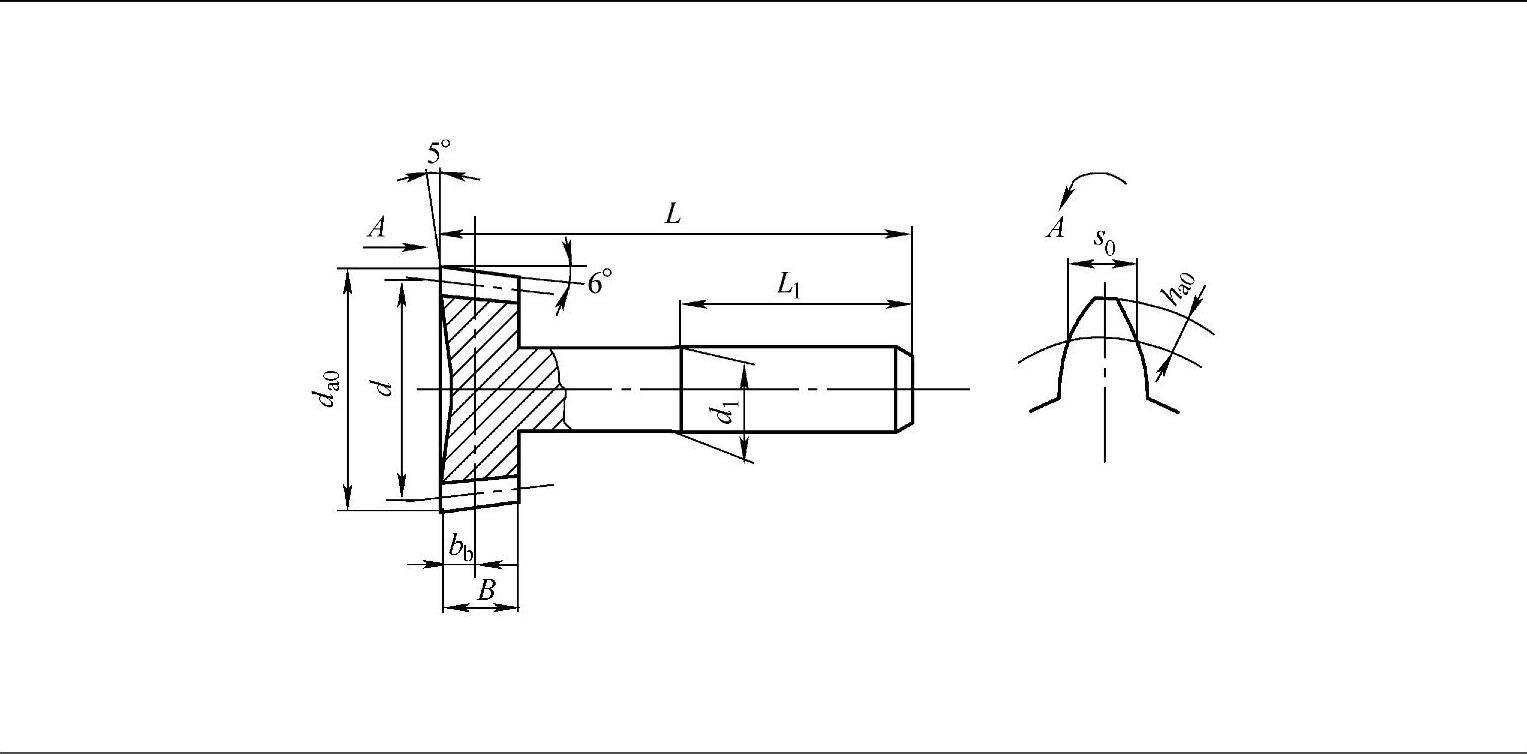
锥柄直齿插齿刀主要用于加工齿数少的内齿轮,其公称分度圆直径为25mm、38mm两种,其型式和尺寸见表4-3。
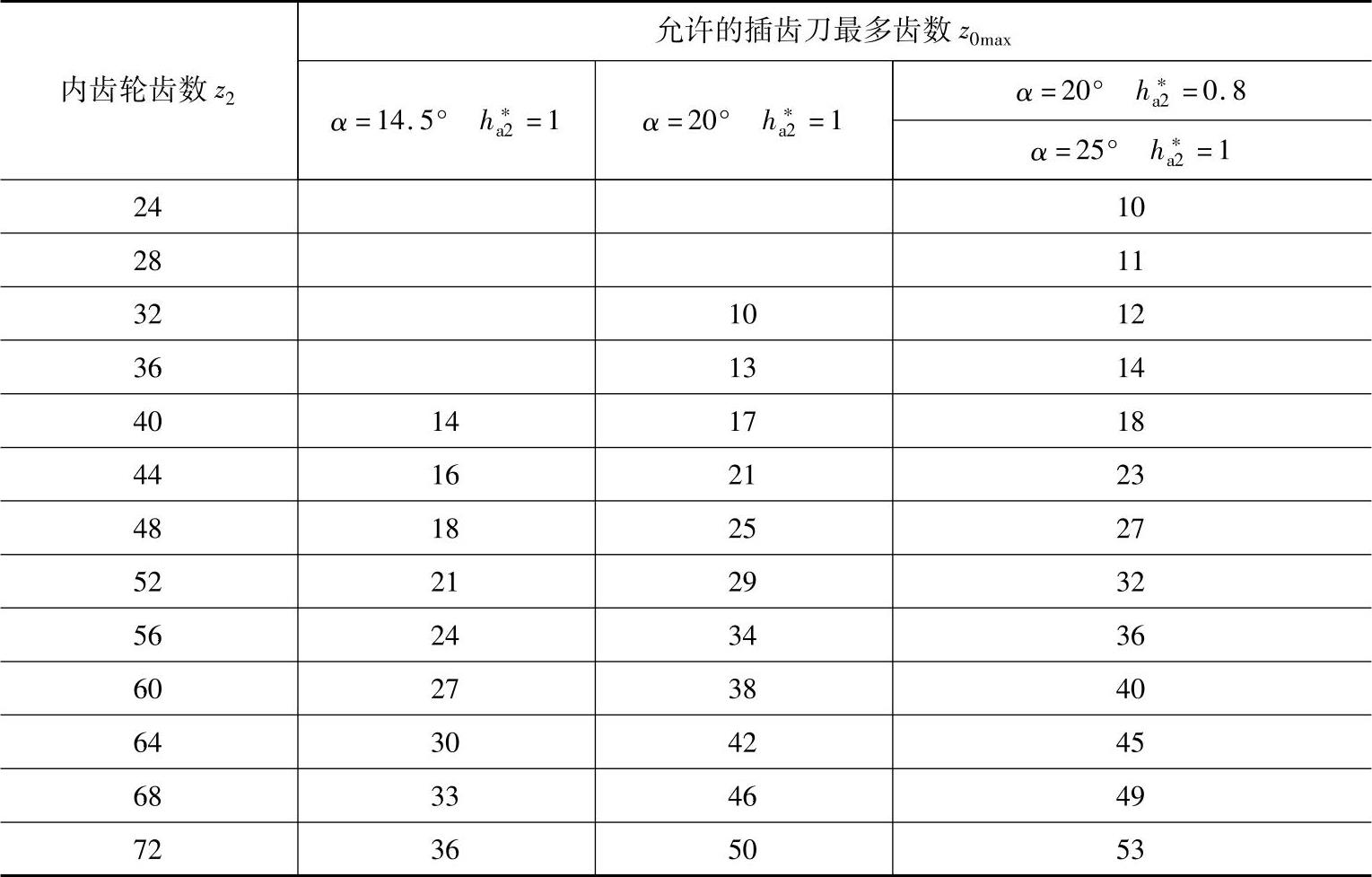
插齿刀精度等级和可加工齿轮精度等级见表4-4,按内齿轮齿数允许的插齿刀的最多齿数见表4-5。
表4-3 锥柄直齿插齿刀尺寸(GB/T 6081—2001) (单位:mm)
(续)
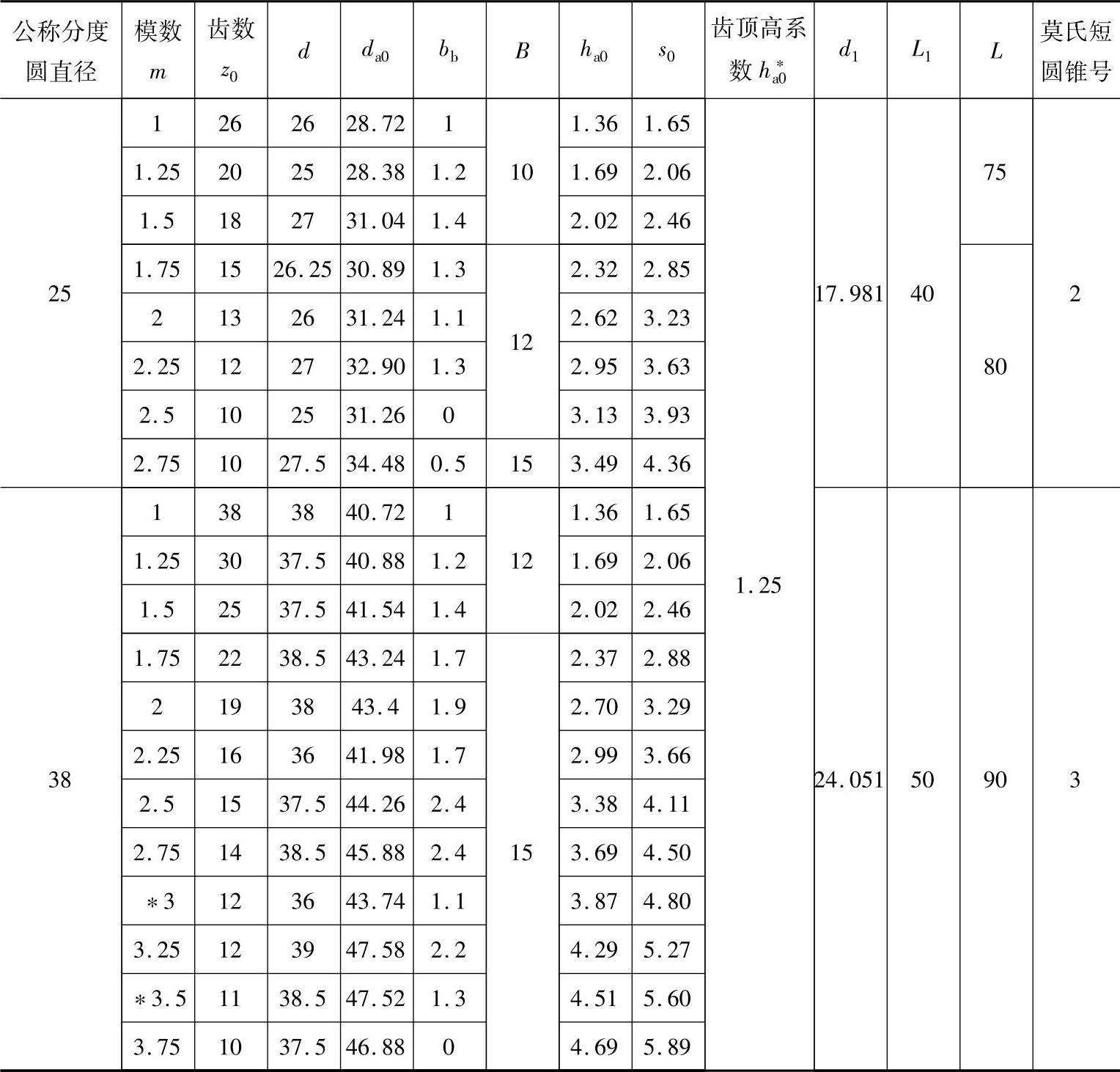
注:前面带*的为企业标准,GB/T 6081—2001中没有这些规格。
表4-4 插齿刀精度等级和可加工齿轮精度

表4-5 按内齿轮齿数允许的插齿刀最多齿数
直齿插齿刀本身可看成一个变位齿轮,由于有后角,插齿刀自前刀面向后,尺寸逐渐缩小,在垂直于插齿刀轴线的各截面中,直径、齿厚等都不相同,即在各截面中插齿刀具有不同的变位系数。变位系数等于零的截面称为插齿刀的原始截面,图4-1中以O—O表示,变位系数不等于零的截面称为变位截面。在原始截面以前的各截面中,如Ⅰ-Ⅰ截面,变位系数为正值;在原始截面以后的各截面中,如Ⅱ-Ⅱ截面,变位系数为负值。

图4-1 插齿刀不同截面中的齿形
在原始截面O—O中(https://www.xing528.com)
插齿刀变位系数x0=0分度圆弧齿厚
齿顶高ha0=h*a0m
齿根高hf0=h*f0m
式中 h*a0——插齿刀的齿顶高系数,h*a0=1.25或1.30为标准值。
h*f0——插齿刀的齿根高系数,其值通常与h*a0相同。
在其他任意截面中
x0≠0
ha0=(ha*0+x0)m
hf0=(hf0*-x0)m
齿顶圆半径
齿根圆半径
式中 m、α、z0——插齿刀的模数、齿形角及齿数。
由以上公式可知,在三个截面中分度圆齿厚不等,且s0Ⅰ>s00>s0Ⅱ。
插齿刀各端面中齿形是渐开线,为了形成侧后角,并且使插齿刀的各个截面上的齿形保持为渐开线,齿的侧面应当是螺旋渐开面,即齿的右侧是左向螺旋面,左侧是右向螺旋面,所以插齿刀的两侧面也可以看作是螺旋角相同,但方向相反的斜齿圆柱齿轮的两个侧面。
插齿刀是一个切削刀具,为改善加工质量,其具有齿顶前角γ=5°,如图4-2所示。这时插齿刀的前刀面是内凹的圆锥面。由于前刀面是圆锥面,插齿刀的侧刃也有了前角。插齿刀也有后角,其外形是圆锥形。顶刃处的后角为αz。因插齿刀相当于一个不同变位量的变位齿轮,两侧是螺旋渐开面,所以也形成侧刃后角。
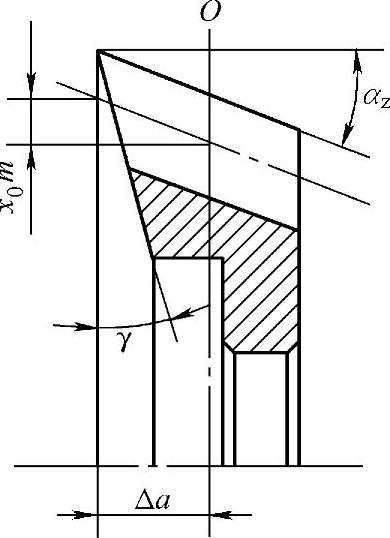
图4-2 插齿刀的前角和后角
当插齿刀前角γ=0时,前刀面为端平面,前刀面和侧刀面的交线,即侧刃,是渐开线。当前角γ>0时,前刀面为内凹的圆锥面。此时,侧刃就是圆锥面与螺旋渐开面的交线,它不是渐开线,其在端面上的投影即是锥齿轮的齿形,也不是渐开线。与正确的渐开线相比较,齿顶处厚度增大δa,齿根处厚度减小δf,如图4-3所示。前角及顶刃后角越大,则齿形误差越大,因此,为了加工出正确的渐开线齿轮,对于有前角的插齿刀的齿形进行修正,设插齿刀前角为γ,顶刃后角为αz,则插齿刀的齿形角α0。按下式修正。

式中 α——齿轮的分度圆压力角(标准值);
γ,αz——插齿刀的前角及顶刃后角。
当α=20°、γ=5°、αz=6°时,可算α0=20°10′15″。式中求出的α0就作为制造插齿刀时的分度圆压力角,如用齿条刀具加工时,则为刀具的齿形角。采用上述方法修正后,插齿刀的投影在分度圆处压力角即是标准值。这样就可使被加工齿轮得到标准的压力角。但是修正后,插齿刀的齿顶和齿根都比理论厚度稍大些,如图4-4所示。但都是在允许的公差范围之内,而且误差的性质改变了,其偏于理论齿形的同一侧,这可使被加工齿轮有微量顶切和根切,起到了自然修缘的作用,因而使齿轮啮合时减少了干涉和噪声。
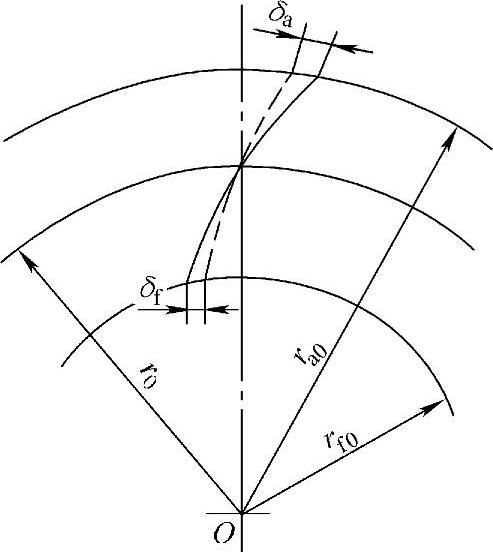
图4-3 插齿刀前角引起的误差
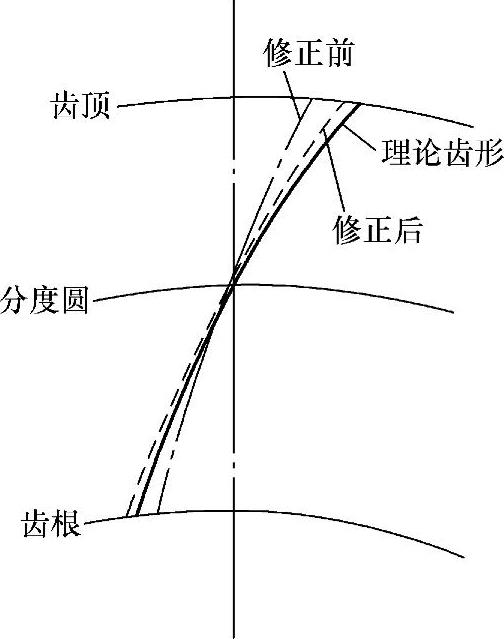
图4-4 修正前后齿形比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。