



1.可熔型芯的结构与浇注模
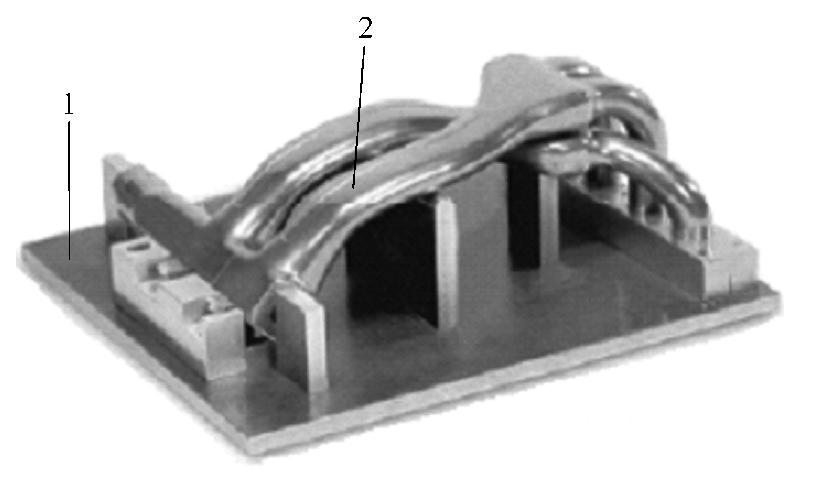
图8-21 可熔型芯的专用冷却夹具
1—冷却夹具 2—可熔型芯
可熔型芯浇注模的结构取决于可熔型芯的结构,一般由两个半模、导柱导套、中心定位装置、顶出装置和冷却系统等组成,可熔型芯的结构对浇注模结构设计有很大的影响。可熔型芯结构设计时,应考虑型芯在塑料注射模具中的固定问题,通常在型芯固定端设置一锥形柱,以便与模具上的自定心插孔和导滑杆配合,型芯固定端的结构如图8-22所示。由于可熔型芯质量较大,固定到注射模上时必须有一定的支承,否则可熔型芯易变形。但型芯的支承块不宜过多,有时可采用推杆在充模初期支承型芯,在塑料熔体前锋接触前退回推杆的办法来减少型芯支承块数量。此外,型芯沿脱模方向至少应留有1°的脱模斜度,以方便成型后的型芯脱模。

图8-22 可熔型芯固定端结构
a)圆锥柱加定位销孔结构 b)圆锥柱加卡槽结构 c)长圆锥柱加定位键槽结构 d)可熔型芯在模具中的固定
对于结构复杂的可熔型芯,难以一次浇注成型,此时可将其分割设计为几个部分,待浇注成型后再组合成完整的型芯。如图8-23所示,使用钢制销轴将四个独立的可熔型芯连接组合成一体,这样不仅可以解决复杂型芯的成型问题,还可极大地减少型芯的熔出时间和合金用量。
熔芯注射成型时,可熔型芯受到塑料熔体的作用会发生一定的变形,型芯变形量与塑料熔体充模流动关系密切,并且变形量会随注射时间而变化,在充模最后时刻达到最大值,模具设计时应反复分析计算,将变形量控制在许可范围内。
2.可熔型芯塑料注射成型模具
可熔型芯塑料注射成型工艺过程与常规塑料注射成型基本相同,模具结构设计原则和方法可以参照常规塑料注射模结构设计进行,但由于熔芯注射成型的特殊性,模具结构设计时应注意以下几个方面:
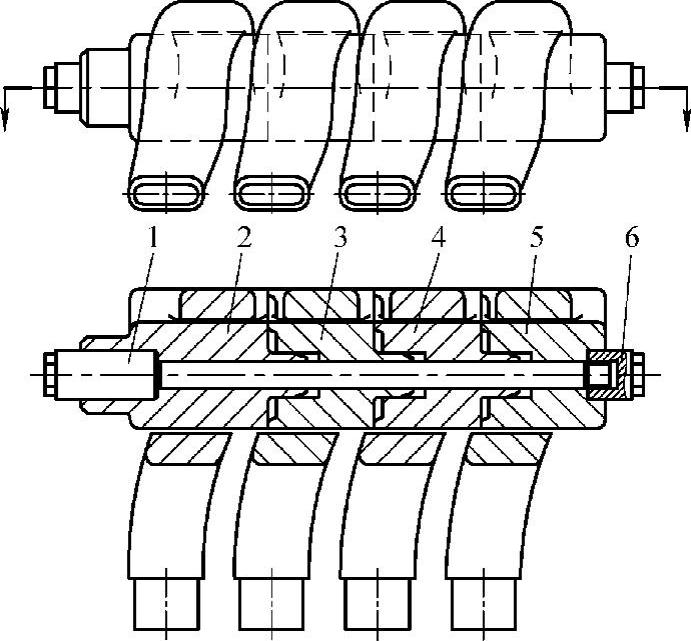
图8-23 可熔型芯的组合结构
1—紧固销轴 2—可熔型芯A 3、4—可熔型芯B 5—可熔型芯C 6—紧固螺母(https://www.xing528.com)
1)模具设计时要解决复杂熔芯嵌件的固定和冷却问题,熔芯的导热性通常优于模具钢,模具设计与合金选择时应注意。
2)模具设计时还应考虑复杂塑件外形的脱模问题(如侧抽芯机构等)。
3)模具设计应尽量减少塑料熔体对可熔型芯的机械作用力和热负荷作用,以防止可熔型芯出现过大的变形。模具浇口形式和位置设计应使熔体填充模具型腔时对可熔型芯造成的作用力降至最低,流道设计应使熔体在充模时施加在型芯上的作用力尽可能相互抵消,使型芯变形和位置尽可能小。
4)可熔型芯尽量不要被塑料完全包裹,应在适当的位置增设可熔型芯定位、支承部分,该部分在型芯熔出时可加强传热,以缩短可熔芯的熔出时间,并可在型芯内部预埋钢芯,以提高可熔型芯的熔出速度。
3.型芯材料和加工条件的选择
注射成型时,可熔型芯材料的熔点必须足够高,以防止模塑成型时型芯发生熔化,因此,合金材料的选择与塑料材料的种类有关系。对于热固性塑料,可熔型芯的熔点应高于塑料熔体温度5%~10%,例如锡-铅-锑合金(熔点为187℃)可用于玻璃纤维增强不饱和聚酯成型;考虑合金材料的收缩率,铋-锡合金最适用于热固性塑料的成型。对于热塑性材料,合金熔点可以低于熔体温度,例如BiSn138(熔点为138℃)可用于玻璃纤维增强PA制品的成型(熔点为290℃)。不同塑料材料熔芯注射成型的加工条件见表8-9。
表8-9 不同塑料材料熔芯注射成型的加工条件
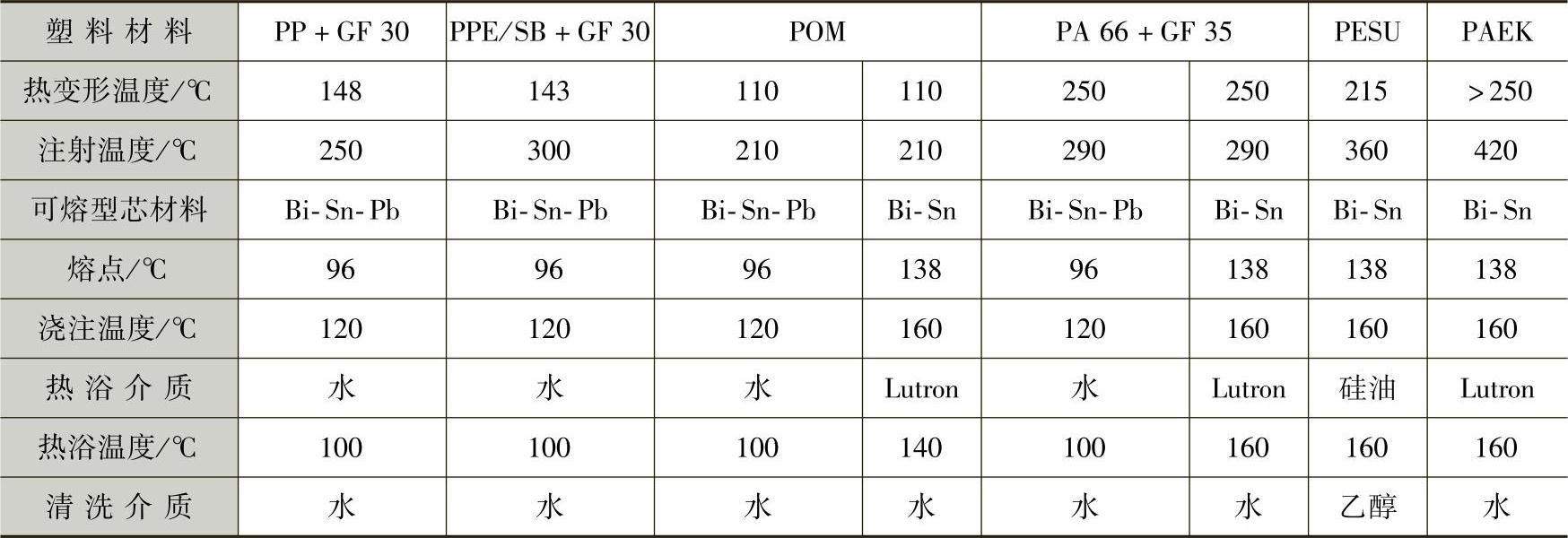
注:Lutron为改性聚乙二醇酯。
4.可熔型芯的熔出和塑件的清洗
(1)可熔型芯的熔出可熔型芯一般采用水(油)和感应线圈同时加热的方式,感应加热使可熔型芯从内向外熔化,水(油)加热熔化残存在塑料件内表面的合金表皮层。由于型芯熔出需要花费较长的时间(如28kg的汽车发动机进气管型芯熔出需要2h)并消耗较多的能源,因此型芯熔出时间的长短和消耗的能源量会影响经济效益。为缩短型芯熔出的时间,可使用中空的型芯或使用导热器直接在型芯上加热,也可采用提高加热介质温度(应使用高温下能够较长时间保持稳定导热性的流体介质),或利用大型热浴池进行多个制品同时熔出型芯等方法。为减少能耗,通常将熔出的合金液直接用于型芯的浇注成型,可避免型芯合金液的二次熔化加热。型芯熔出时,感应线圈制成的熔出模应能旋转以方便合金液的流出。
热浴介质除水和油之外,还有专门的传热介质Lutron(改性聚乙二醇酯)来加热熔出型芯。改性聚乙二醇酯在170℃条件下具有良好的稳定性,可防止合金氧化,但它对铁有腐蚀作用。
感应加热通常采用高频感应加热,使型芯内部产生涡流而发热,它比热传导的加热效率要高很多。感应线圈的形状应与型芯轮廓相近,二者的轮廓越一致,加热就越均匀迅速。感应加热所使用的高频发生器的输出功率应与型芯的质量和线圈尺寸相匹配,绝缘材料通常采用聚四氟乙烯和硅脂。
(2)塑件的清洗和干燥当使用改性聚乙二醇酯将可熔型芯熔出后,通常需要放在清水中清洗以除去多余的传热介质,再通过蒸馏的方法将其回收。若某些塑料制品不能用改性聚乙二醇酯作为传热介质,可用硅油和矿物油进行热浴,用纯汽油清洗。清洗之后必须对塑料制品进行干燥,以防止清洗液带到下一个生产环节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。