



1.可熔(可溶)型芯的性能特点
可熔(可溶)型芯分为盐制可溶型芯和低熔点合金可熔型芯两大类。早期的可溶型芯由盐、增强填充材料及粘结剂混合并压制成型,其特点是可承受较高的模塑压力;用水就可将盐芯从塑件中溶出,但存在脆性大、溶解速度慢、易造成模具磨损等缺点。改进型盐制可
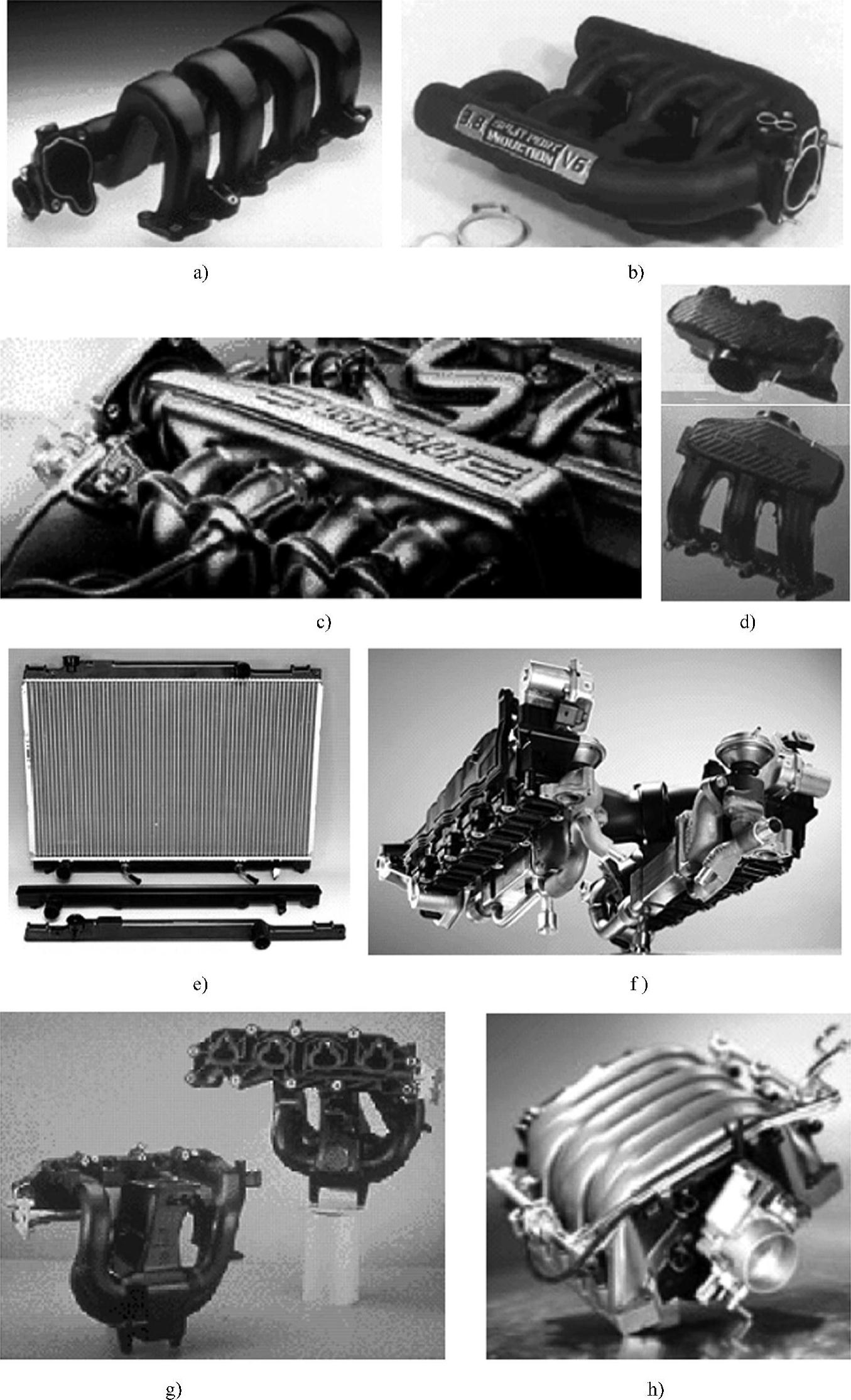
图8-17 熔芯注射成型制品
a)轿车进气管(PA) b)福特3.8L汽车V6发动机上部进气管(PA66) c)通用汽车散热器底部连接管(PA+GF) d)保时捷2.5L汽车V6发动机进气管(PA) e)汽车水箱连接管(PA) f)奥迪A8发动机进气模块(PA) g)福特发动机进气管(PA66) h)汽车进气模块(PA)
溶型芯以聚合物和盐为基体添加少量流动助剂,并采用注射成型方法制成可溶型芯,之后可用碱性溶液将盐芯溶出。这种方法提高了可溶型芯的成型速率,还可消除盐芯脆性大和模具磨损的缺陷。聚合物盐制可溶型芯仍存在导热性差,溶解速率较低,生产周期长等不足。
可熔型芯通常用低熔点合金浇注成型,使用的低熔点合金种类有锡-铅-镉合金、铋-锡合金和锡-铅-锑共熔合金等。其中,锡-铅-镉合金(熔点为125~145℃)主要在早期使用,因镉在使用过程中氧化非常严重,大批量生产时金属损耗太大,提高了生产成本。铋-锡合金(熔点为138℃)是PA产品极好的可熔型芯材料,不仅价格低,且收缩率小、相转变速率快。锡-铅-锑共熔合金(熔点为187℃)可用于高熔点塑料或热固性塑料制品的注射成型。英国MCP公司提供的可熔合金材料,可根据不同用途来选择使用,用于制造可熔型芯的主要有MCP58、MCP96、MCP137、MCP187、MCP200等,其优点是可熔芯坚硬、强度高,热扩散速率高,塑件生产周期短且尺寸精确,采用感应加热方法可明显缩短型芯熔出时间;缺点是能耗高,且型芯质量较重。各类可熔(可溶)型芯材料的性能比较见表8-6~表8-8。
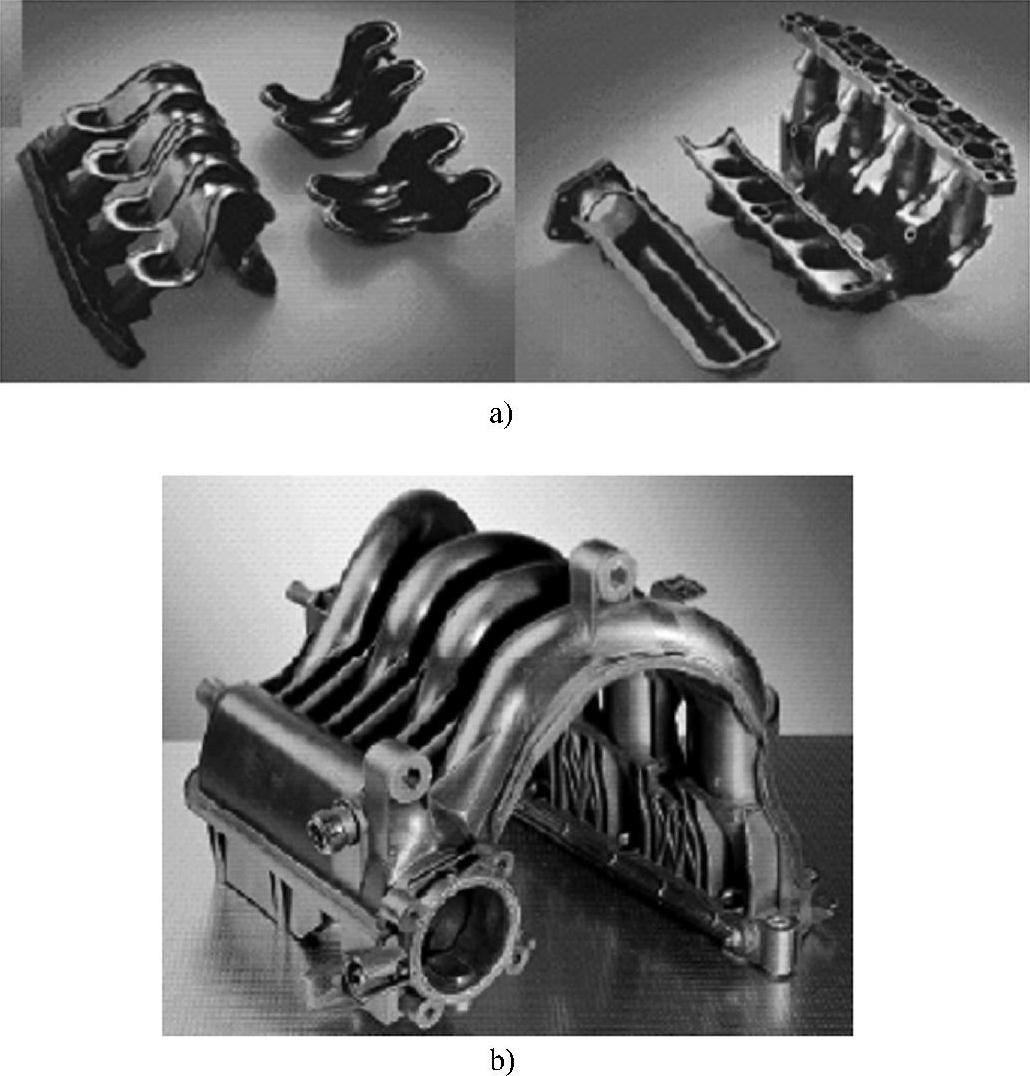
图8-18 复杂结构塑件组合成型制品
a)汽车燃料注入管(PA66,超声波焊接完成) b)英国戴姆勒汽车进气管(由3个塑料壳摩擦焊接完成)
2.可熔型芯浇注成型
目前常用于可熔型芯浇注成型的低熔点合金主要是BiSn138(铋质量分数为58%,锡为42%)共晶混合物,它在浇注成型时具有特别低的收缩率,而且易于使用,因此获得广泛应用。
合金的浇注过程首先是在金属容器中将其加热至浇注温度以上(150~160℃),然后注入石膏或树脂模具中,经冷却凝固后,开模取出,即可获得所需的可熔型芯,其原理如图8-19所示,浇注成型后的型芯如图8-20所示。
可熔型芯合金注入型腔的过程应均匀缓慢,避免扰流、波纹和飞溅,最好采用底部浇注的方式,而且型芯浇注时应保证整个过程均匀冷却。对于锡-铋合金型芯,还应避免型芯表面层的氧化和粗糙化,尽可能减少合金液与空气的接触。合金浇注选用的活塞泵能使底部浇注获得均匀的充模;填充速率要与填充体积的变化相一致,以保证合金液面以稳定的速率上升。
表8-6 可熔和可溶型芯性能比较(https://www.xing528.com)
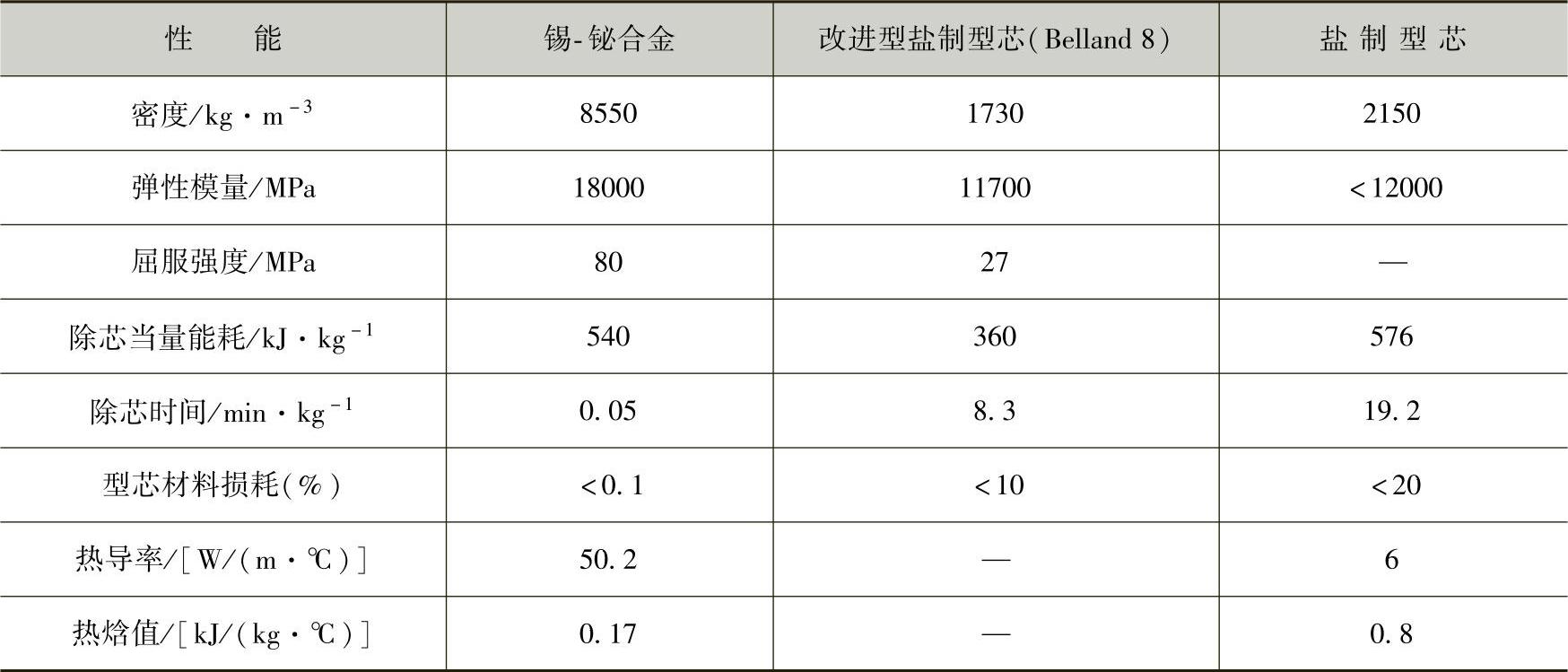
注:测试温度为20℃。
表8-7 铋-锡合金与锡-铅-锑共熔合金性能比较
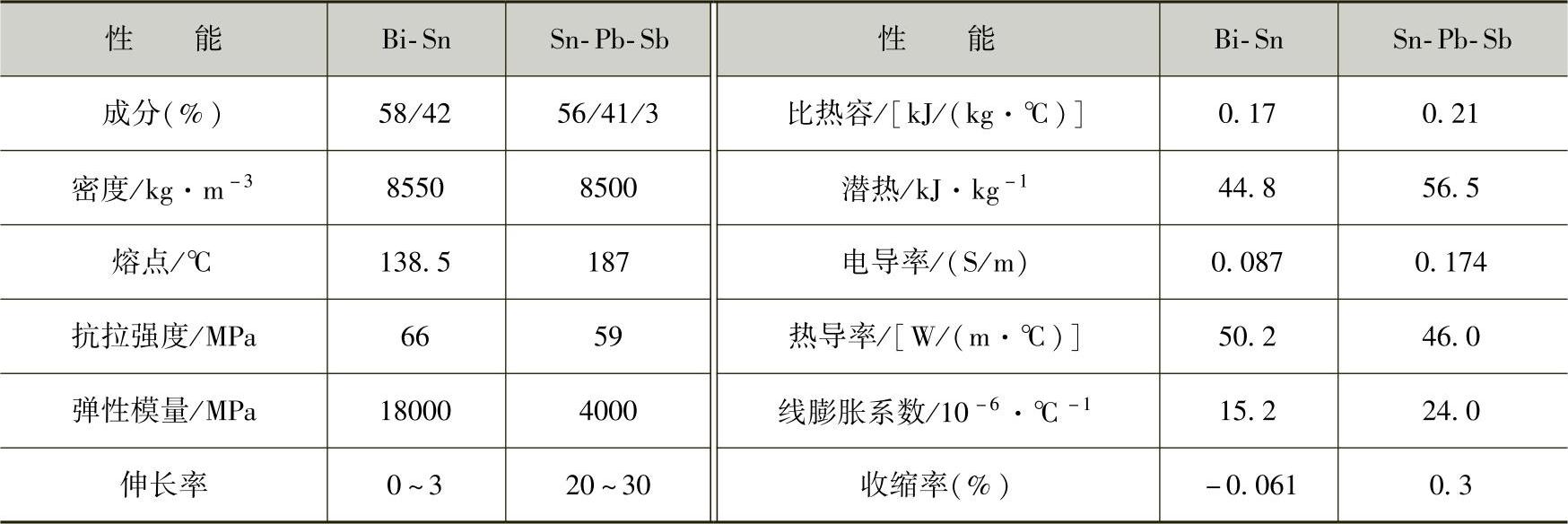
表8-8 英国MCP易熔合金的性能
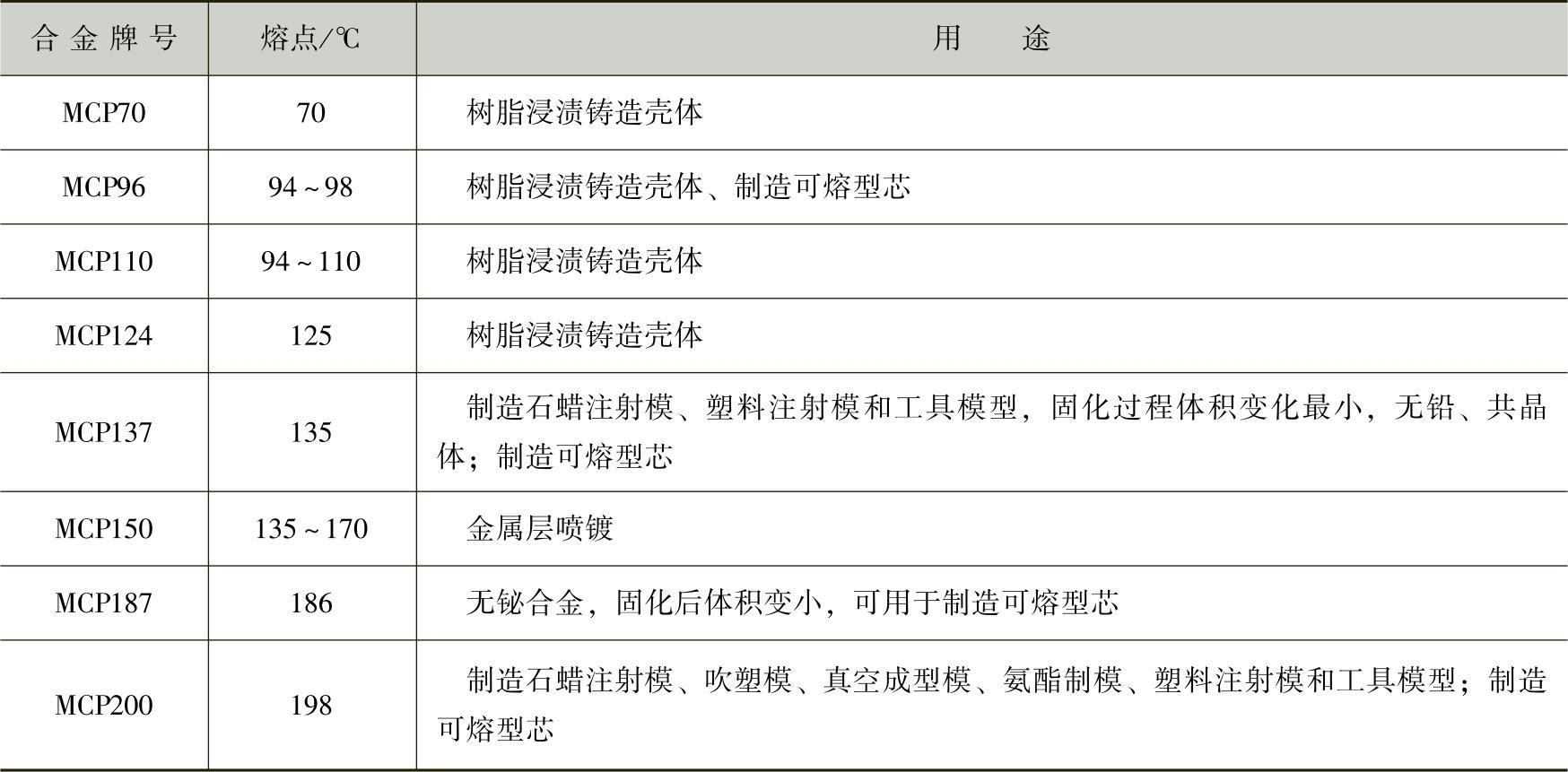
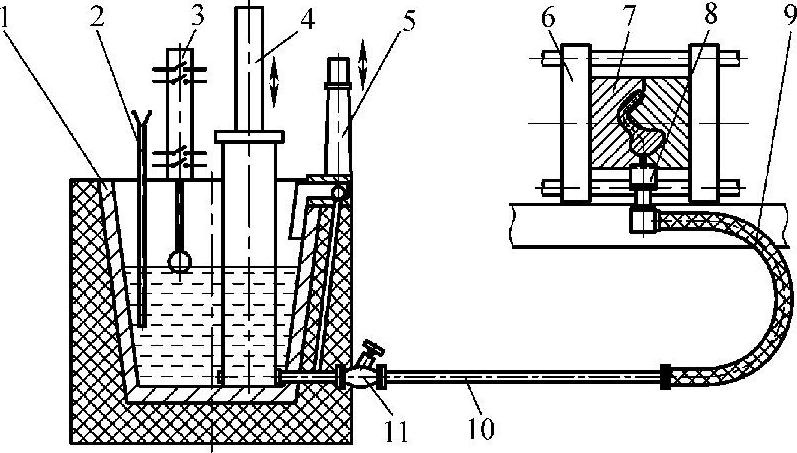
图8-19 可熔型芯浇注过程
1—加热的合金储槽 2—温度传感器 3—液位传感器 4—液压熔体泵 5—溢流阀 6—合模机 7—型芯浇注模 8—截止阀 9—加热软管 10—加热管 11—加热阀
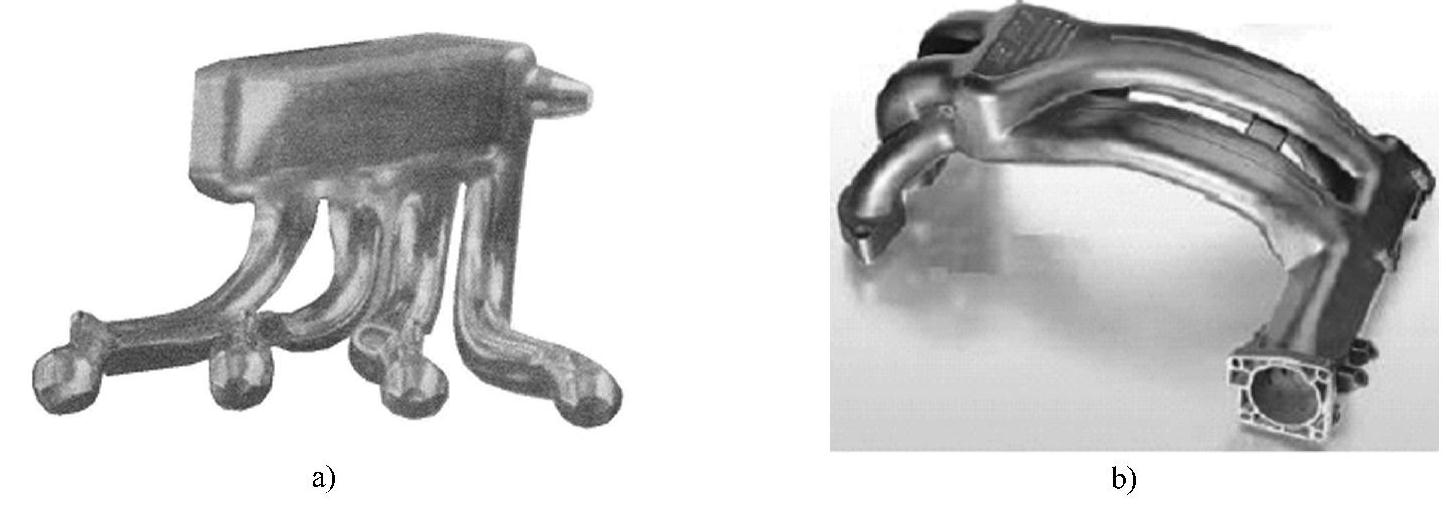
图8-20 浇注成型后的可熔型芯
a)BiSn138进气分配管可熔型芯 b)AKV30双管锡-铋合金可熔型芯
当型芯浇注模为复杂多浇口模具时,应独立控制各个浇口的合金液注入量;浇注过程中要旋转模具,避免因合金液流动不均匀造成充模不均匀。
一般50kg可熔型芯的浇注时间为2~3min,其中冷却时间占90%;型芯脱模温度在100℃左右,脱模时型芯内芯一般仍为液态,要放入专用的冷却夹具中继续冷却,以防止其因自重造成型芯变形,如图8-21所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。