



【摘要】:因此,微孔塑料挤出时机头处的熔体温度一般比传统不发泡挤出的温度低10~50℃。
1.压力
微孔塑料挤出工艺中,塑料熔体的压力与SCF的注入压力有一定关系,通常SCF输送系统提供的SCF注入压力应高于塑料熔体压力3.5MPa,维持这一压力差有助于保持恒定的SCF流注入挤出机机筒。
2.温度
在微孔挤出过程中,挤出机头的熔体温度控制非常重要。如果挤出的熔体温度太高,气体发泡剂会很快从塑料熔体中扩散出来,从而产生很高的初始发泡膨胀,此时塑料熔体又不可能获得快速冷却硬化,泡孔继续膨胀就会使挤出制品出现表面凹陷。因此,微孔塑料挤出时机头处的熔体温度一般比传统不发泡挤出的温度低10~50℃。反之,如果微孔塑料挤出机头时的熔体温度太低,则熔体的强度太高,成核泡孔中的气体压力无法克服塑料熔体的约束力,泡孔将不能长大,获得的微孔塑料挤出制品密度会变高。熔体温度低还有可能产生熔体破裂,使制品表面光洁程度变差,甚至导致制品表面明显不规则。
如果微孔挤出的塑料为半结晶型树脂,出口熔体温度低有可能导致机头内的熔体局部结晶,这样容易引起机头内部通道堵塞。(https://www.xing528.com)
3.其他加工参数
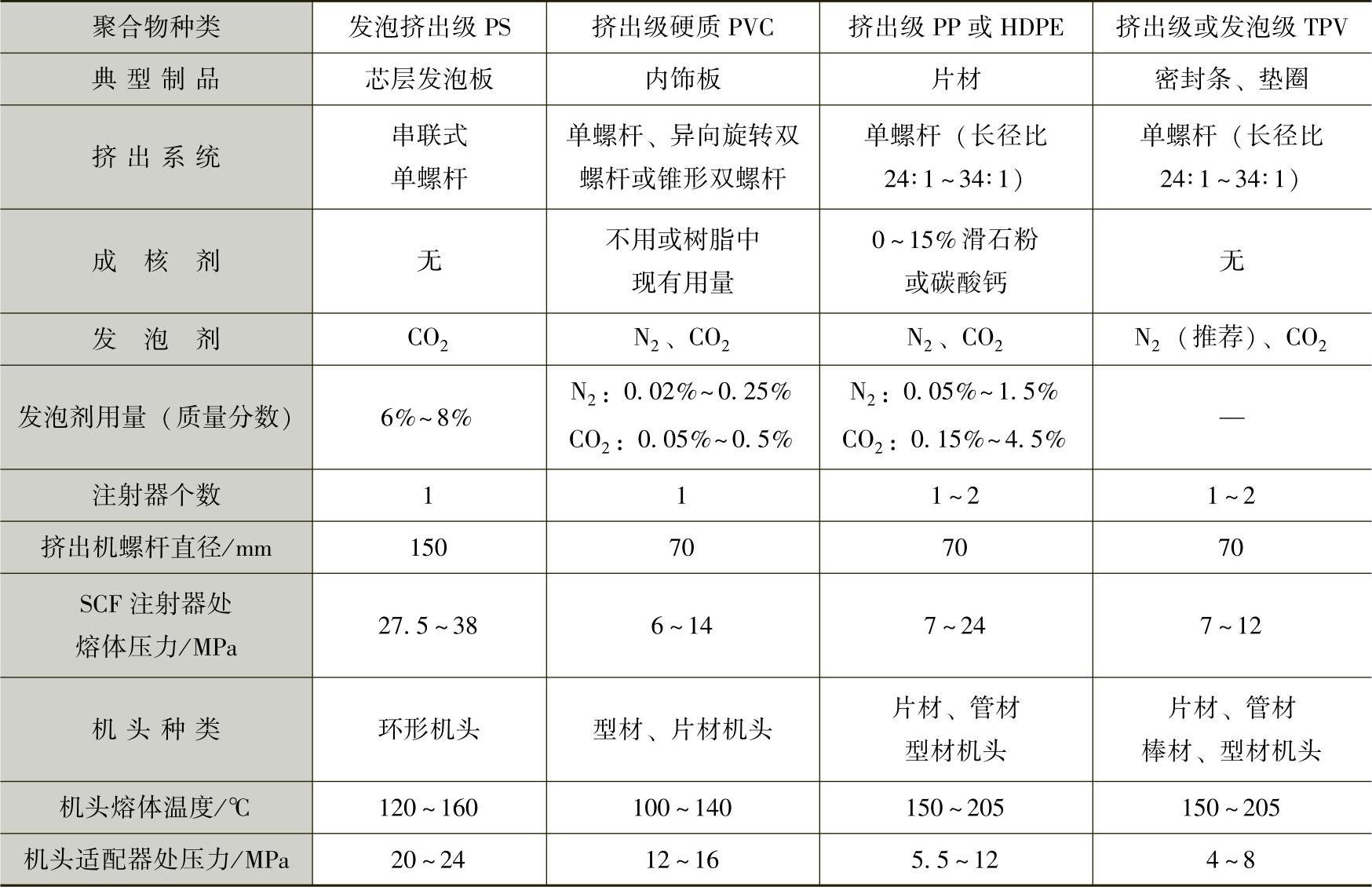
微孔塑料挤出的加工参数与被加工聚合物和挤出制品之间有密切的关系,它还与使用的挤出机头结构、挤出机类型及组合形式有关。不同的塑料材料和挤出制品所采用的微孔挤出加工参数见表6-9。
表6-9 不同的塑料材料和挤出制品所采用的微孔挤出加工参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。