



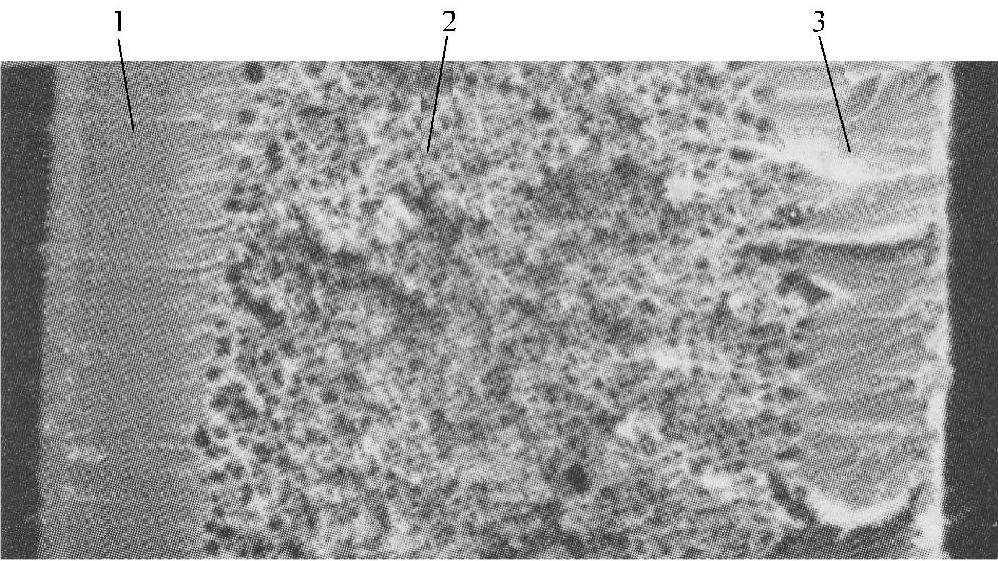
图6-3 微孔塑料夹芯结构
1、3—未发泡的坚硬表层 2—发泡芯层
微孔塑料(简称MCP)可以是闭孔或开孔的塑料。它们是在整个制品厚度中泡孔尺寸均匀分布或者具有由发泡芯层和坚硬表层组成的夹芯结构,如图6-3所示;发泡区域可根据制品需要有选择性地发泡,使制品中既有发泡区又有未发泡区。
MCP的微观结构随生产工艺方法和条件的不同会有很大的变化,理想的微观结构可以通过功能需要设计确定,进而确定相应的力学和热应力应变条件,并作为工艺设计的标准。通常MCP微观结构受基体材料均匀性的影响,在多相材料中,当气体过饱和度较低时,泡孔优先在相界面上成核,而当气体过饱和度较高时,则均相和异相成核同时发生。对于闭孔发泡塑料,在高密度发泡中所得的泡孔形状呈球状,而在极低密度发泡中,泡孔形状则呈六边形。因此,理想的闭孔MCP微观结构可设计成不同的结构,如图6-4所示。
图6-4a所示的泡孔紧密堆积排列,泡孔之间的间隙由塑料原料填充,这种结构的成核位置应在整个结构中均匀分布,泡孔通过膨胀均匀生长,且没有剪切和扭曲变形产生,成核率决定了泡孔的密度,其最小密度可达塑料原料密度的1/4,密度大小还受成型温度和压力的影响。六边形蜂窝状结构(图6-4b)的塑料原料仅位于泡孔之间的壁面上,它是由紧密堆积结构的泡孔生长、拉伸间隙中的塑料原料而形成的,它是极低密度发泡的理想结构。部分扩张结构(图6-4c)泡孔的生长不受任何剪切和扭曲变形的影响,泡孔生长均匀,密度比紧密堆积形结构大。椭圆形结构(图6-4d)是泡孔在生长过程中受剪切和扭曲变形的影响而形成的一种结构,剪切和扭曲作用来自塑料熔体流动速度的不均匀分布,该结构泡孔周围的塑料原料层厚度是不均匀的。当剪切变形继续增大时,将引起泡孔破裂而形成开孔结构。
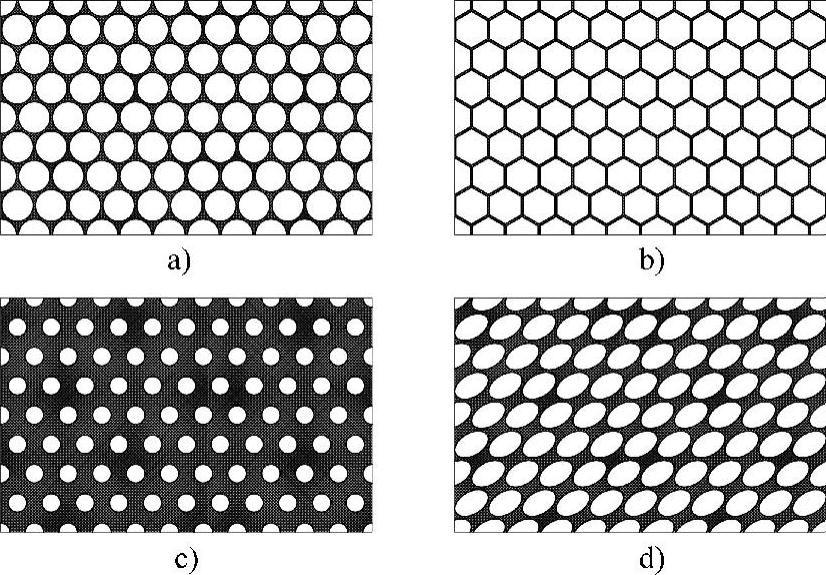
图6-4 理想闭孔微孔塑料的微观结构
a)紧密堆积结构 b)蜂窝状结构 c)部分扩张结构 d)椭圆形结构(https://www.xing528.com)
若塑料原料不均匀,泡孔尺寸就会不均匀,微观结构将会受到第二相的尺寸、分布、取向和界面能的影响。若原料为不相容聚合物的共混物,沿界面边界可能形成泡孔,当界面边界为直线时,则可能形成开孔结构。当原料由两种不同材料在分子级水平混合时,成核密度可能非常大,在一定的发泡密度下,平均泡孔体积与泡孔密度成反比。由于分子取向、结晶度和高应变区域导致界面的出现,即使是均匀的原料,也会出现非均匀材料的性能。PVC和PS塑料用CO2气体作为物理发泡剂,注射成型得到的微孔塑料样品断面的显微照片如图6-5所示。
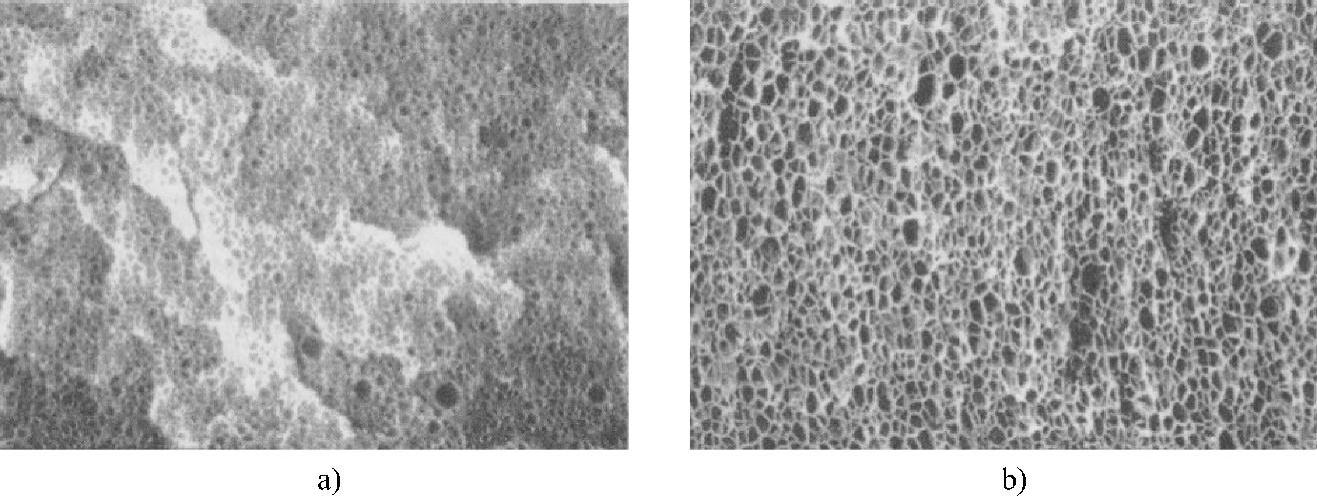
图6-5 不同发泡条件下的微孔塑料显微照片
a)PVC(SCF条件:6.3MPa、22℃,发泡温度:50℃) b)PS(SCF条件:4.1MPa、22℃,发泡温度:100℃)
不同发泡条件下,不同塑料材料微孔发泡的密度和泡孔尺寸存在差异,而且结晶型塑料的泡孔密度比非结晶型塑料要大许多。泡孔密度大的塑料对应的泡孔尺寸就小,即当溶于塑料的气体量相同时,产品的平均泡孔体积和泡孔密度是基本相同的。研究表明,泡孔密度是塑料中气体过饱和量的函数,气体过饱和量越大,则泡孔密度越大。表6-2列出了不同塑料用CO2作为发泡剂在常温下发泡的微孔塑料泡孔尺寸。
表6-2 常温下不同塑料微孔发泡的泡孔尺寸

注:MX002与MX004表示不同的配方。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。