



微孔塑料这一概念是在20世纪70年代后期,由伊士曼柯达公司塑料加工部主管助理Gordon Brown博士与麻省理工学院机械系主任NamP.Suh博士提出的,它源于对“如何在保证制品物理性能和外观不变差的基础上,通过减少生产原料的使用量来降低生产成本”这一议题的讨论,其中的物理性能主要指塑料的韧性。微孔塑料的基本观点是让细小的泡孔进入聚合物,从而减少每个制品的原料用量,并且保持其韧性水平,泡孔的尺寸应比聚合物中已存在的缺陷尺寸小。因此,微孔塑料是指泡孔均匀且孔径小于100μm(通常泡孔直径为5~50μm)的发泡材料。通常传统泡沫塑料的泡孔直径为250μm~1mm,微孔塑料与传统发泡塑料泡孔形貌的比较如图6-1所示。
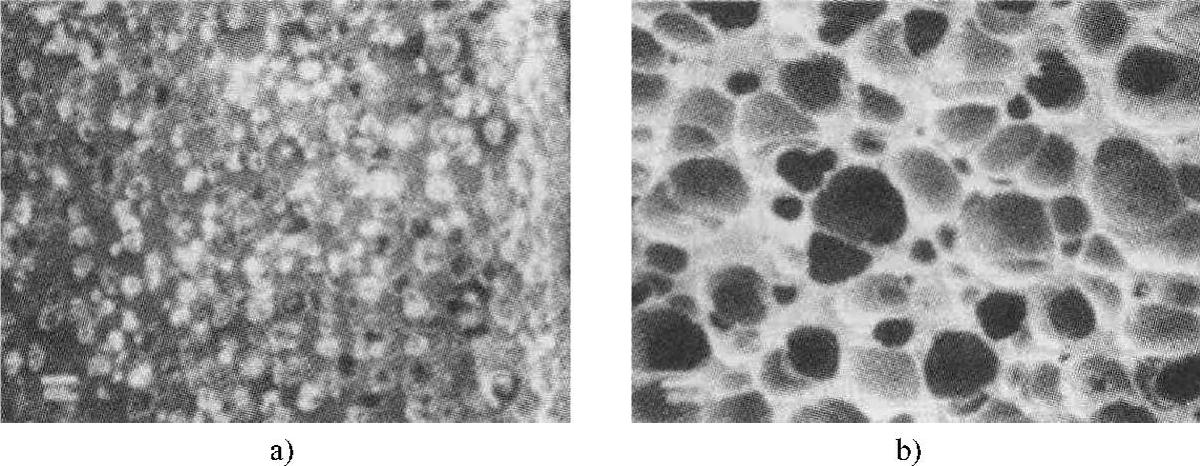
图6-1 微孔塑料与传统发泡塑料泡孔比较
a)微孔塑料(TPV) b)传统发泡塑料(EPDM)
微孔塑料制品与传统发泡塑料制品相比,具有如下很多的优点:①传统发泡塑料中泡孔尺寸太大,薄膜和片材无法发泡,而微孔塑料的泡孔尺寸可以小至0.10μm,20μm厚的片材若其物理整体性良好,也可以成功地发泡;②许多微孔塑料具有更好的韧性和更长的抗疲劳时间,而且机械强度也比传统的大孔发泡塑料更高;③当泡孔尺寸小于0.05μm时,可获得透明的超微孔塑料制品;④微孔塑料制品的质量可比无微孔制品减少约50%,从而降低35%左右的成本;⑤根据产品的用途不同,可生产闭孔或开孔的微孔塑料制品;生产中用CO2或N2代替碳氢化合物或氟化材料作为发泡剂,使生产过程更加环保。
生产微孔塑料的前提条件是泡孔成核速率要达到极高的值(是传统发泡工艺的数量级倍),而且要大大高于发泡剂扩散进泡孔的速率(即泡孔长大速度),在此条件下,泡孔开始长大之前就会产生大量的泡核,泡核以几乎相同的速率同时长大,就可获得内部含有大量微孔,而且分布均匀、尺寸也均匀的材料。传统发泡工艺采用物理(或化学)发泡剂和成核剂,在材料中诱发不均匀的成核作用,泡核的实际数量与发泡剂用量成正比,由于成核速率低造成泡孔尺寸大且不均匀。(https://www.xing528.com)
为了满足高成核速率的要求,首先要在高温、高压下使发泡剂溶于聚合物熔体,产生一种单相溶液,然后迅速将压力降低到饱和压力以下,促使发泡剂以气态的形式从聚合物熔体中逸出,形成大量的泡核,泡核同时长大便会将聚合物发泡。微孔塑料使用的物理发泡剂通常为二氧化碳或氮气,它们在聚合物熔体中的溶解度是压力和温度的函数,当压力升高时,发泡剂的溶解度增加,但随着温度的升高,溶解度下降。为了促进单相溶液的快速形成,微孔塑料成型工艺采用物理发泡剂(CO2或N2)的超临界流体(SCF)来加速溶解过程。所谓超临界流体是指温度和压力都在临界温度(Tc)和临界压力(pc)之上的一种材料,其物相图如图6-2所示。常用物理发泡剂的临界温度和临界压力见表6-1。
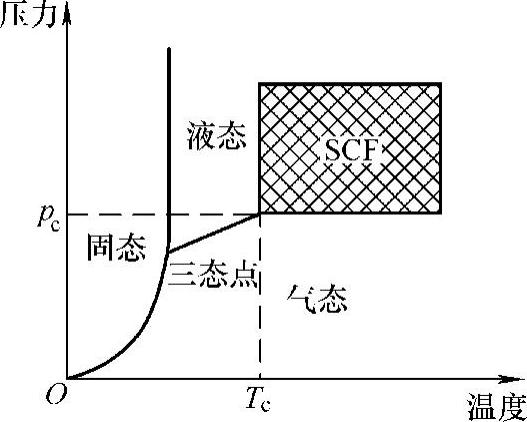
图6-2 物相图
表6-1 物理发泡剂的临界温度和临界压力

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。