



双(多)色塑料注射模的结构设计思路与常规塑料注射模相同,只是在浇注系统、推出机构和模具型腔换位机构的设计方面存在差异,需要根据双色塑件所使用的注射成型工艺方法和设备的不同,进行相应的模具结构设计。以下着重对双色注射模设计与常规注射模有区别的地方加以说明。
1.双色注射模浇注系统的设计
塑料注射模浇注系统是模具结构设计的重要组成部分,双色注射模的浇注系统类型、浇注系统结构和浇口位置的选择,受双色注射机的结构类型影响,同时也受浇注系统脱模因素的影响。
(1)不同双色注射机对浇注系统形式的影响通常双(多)色塑料注射机的类型有V型、L型、P型和R型等,不同类型划分的主要依据是两个注射装置(机筒)的不同摆放方式。对于V型双色注射机,其主注射装置水平放置,副注射装置垂直布置,通常主注射装置的理论注射容积大于副注射装置。因此,V型双色注射机上使用的双色注射模浇注系统一个垂直于模具分型面,另一个平行于模具分型面。L型双色注射机的两个注射装置均为水平卧式放置,二者呈90°角布置,两个注射装置的理论注射容积有相同的,也有不同的(分主、副注射装置),L型双色注射模的浇注系统也为一个垂直于分型面,另一个平行于分型面,与V型双色注射机的浇注系统相同。P型双色注射机的两个注射装置在水平面上平行布置,两个注射装置的理论注射容积是相同的,P型双色注射机通常会配置平面转盘或托芯转盘换位机构,其浇注系统均垂直于模具分型面。R型双色注射机的两个注射装置布置在一个垂直面上,其主注射装置呈水平卧式放置,而副注射装置在垂直面上与主注射装置呈一夹角(通常为12.5°),主注射装置的理论注射容积大于副注射装置。上述各种双色注射机上使用的双色注射模的浇注系统形式如图5-11所示。
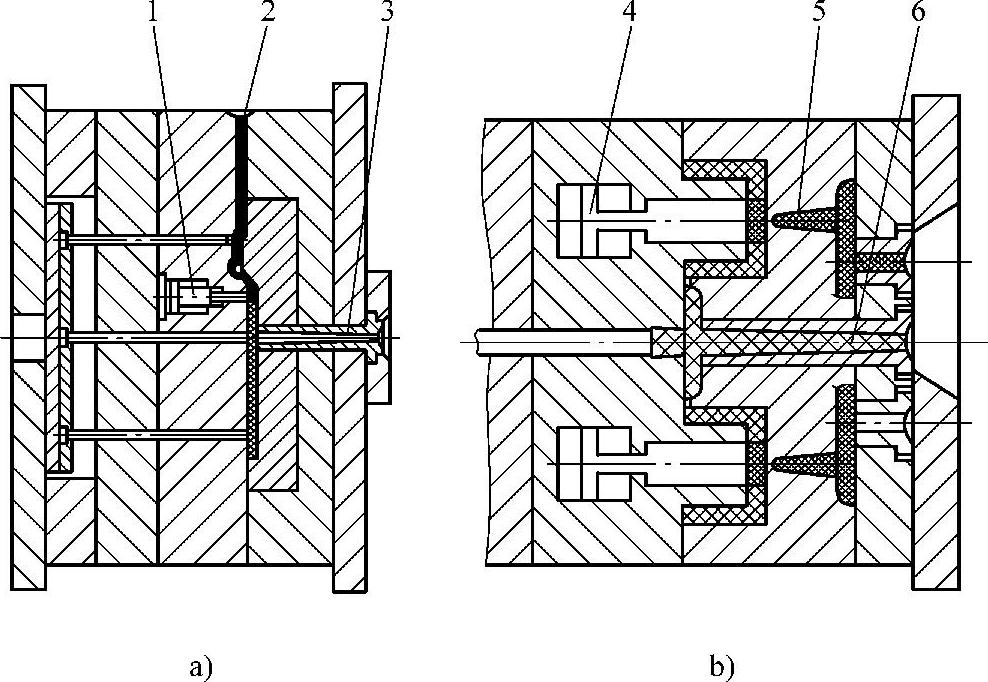
图5-11 不同双色注射机上模具浇注系统的形式
a)V型、L型注射机用双色模 b)P型、R型注射机用双色模
1、4—分流阀型芯驱动装置 2、5—第二色料浇注系统 3、6—第一色料浇注系统
当V型或L型注射机进行双混色注射时,常使用一个公共喷嘴系统给模具浇注系统注料,而模具上的浇注系统与常规注射模相同,公共喷嘴的结构如图5-12a所示。当双清色热流道注射模用于V型或L型注射机时,其模具的浇注系统结构如图5-12b所示。
(2)浇注系统受其脱模方式的影响 双色注射模在第一色料注射成型完成后,开模时只顶出浇注系统凝料,而半成品塑件不顶出,半成品塑件必须随动模旋转换位至第二色料注射位置,这就要求第一色料的浇注系统必须与塑件自动分离,否则第一色料浇注系统凝料会阻碍模具闭模。因此,第一色料的浇注系统类型通常选用点浇口或潜伏式浇口,为简化模具结构,第一色料和第二色料的浇注系统类型往往选用同一种类型为宜。对于采用分流阀或型芯运动工艺注射成型的双色注射模的浇注系统则不受此条件限制,浇注系统类型的选择较为灵活方便。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-12 双色注射模浇注系统的其他形式
a)公共注料喷嘴结构 b)热流道双色注射模用浇注系统
1—第二色料喷嘴 2—第一色料喷嘴 3—分流阀 4—公共喷嘴 5—塑件成品推出机构 6—第二色料热流道系统 7—第一色热流道系统
2.双色注射模推出机构的设计
采用分流阀或型芯运动工艺的双色注射模,在第一色料注射成型结束后,模具并不开模顶出塑件或流道凝料,只是分流阀或型芯在驱动机构作用下移动一定距离,接着进行第二色料的注射,待双色塑件成品成型后,才开模顶出双色塑件和流道凝料。因此,这类双色注射模的推出机构与常规注射模没有区别,可按常规注射模的方法进行推出机构设计。
对于采用旋转换位工艺的双色注射模,在其第一色料注射位置只取出浇注系统凝料,而在第二色料注射位置不但要取出浇注系统凝料,还要将成型好的双色塑件成品顶出。当第一色料的浇注系统采用点浇口时,因开模后流道凝料能与塑件自动分离,并且流道凝料停留在定模部分,与动模部分的动作无关。因此,采用旋转换位工艺的注射模推出机构不需要设置推杆,即使注射机有推出动作,模具的推出机构也不会动作,模具的推出机构仍可按常规注射模设计。
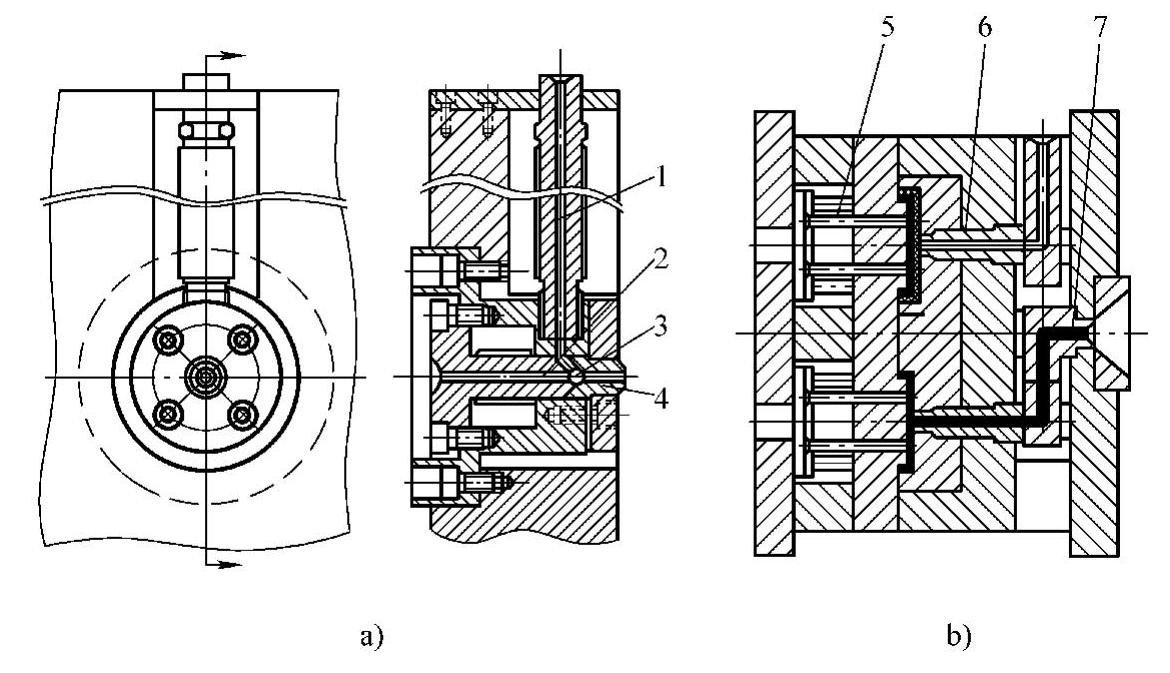
若第一色料的浇注系统采用潜伏式浇口,浇注系统凝料必须通过动模推出机构方可取出。此时,模具推出机构的设计较为复杂,须将推出流道凝料和推出双色塑件的推出机构分为两部分,在第一色料注射位置,只允许推出流道凝料,而在第二色料注射位置,则必须将流道凝料和双色塑件同时推出,且二者必须能够联动,其常用结构如图5-13所示。图5-13中,当第一色料通过潜伏式浇口注射成型结束,开模顶出时,因注射机顶出系统的顶杆(件7)直径较小,只能作用于第一色料的推出机构,完成第一色料流道凝料的推出,而半成品塑件不顶出脱模。当第二色料注射成型后,开模顶出时,用于双色塑件推出机构顶出的顶杆(件1)直径较大,可同时将双色塑件和流道凝料推出机构顶出,完成塑件的脱模。
3.双色注射模型腔换位机构的设计
(1)平面转盘换位装置 当双色注射机配有平面转盘换位装置时,双色注射模的两个型腔可布置在同一副模具上,并绕回转中心旋转对称分布;也可以将第一色料和第二色料的型腔分开布置在不同的模具上,形成两副独立的注射模,只要两副注射模绕注射机平面转盘的回转中心对称安装,并保证两副模具的动模绕中心旋转180°后能够重合。这类双色注射模的型腔换位由注射机提供,模具上无须设置专门的型腔换位机构。
(2)托芯转盘换位装置 当双色注射机配置托芯转盘换位装置时,双色注射模上必须设计有型腔换位机构,该机构应能与注射机的托芯装置可靠连接,并随注射机的托芯杆顶升、旋转及下降复位,同时应保证托芯镶块随换位装置运动时不与模具的顶杆发生干涉,模具设计时应特别注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。