



对于不同结构类型的双色塑件,采用的双色塑料注射成型方法也不同,对注射成型设备和模具结构的要求会有较大的差别。因此,应针对塑件的结构和要求合理选择双色塑件的注射成型工艺方法,以便进行模具的结构设计。
1.分流阀工艺的成型特点
分流阀双色注射成型工艺是将模具型腔分割为两部分,由分流阀来控制熔体料流填充型腔的顺序,成型过程中模具与注射机模板保持固定不动。因此,模具的总体结构与普通塑料注射模相似,只是模具中增加了分流阀部分的运动机构。其优点是节省成本,并缩短了注射循环时间,由于分流阀的动作时间可单独控制,所以可改进两种塑料的粘合效果。但分流阀工艺通常要求双色塑件具有沿壁厚方向全断面分界,以便分流阀能将型腔完全分割为两部分,模具设计的自由性受到限制,用分流阀工艺注射成型的双色塑件如图5-7所示。
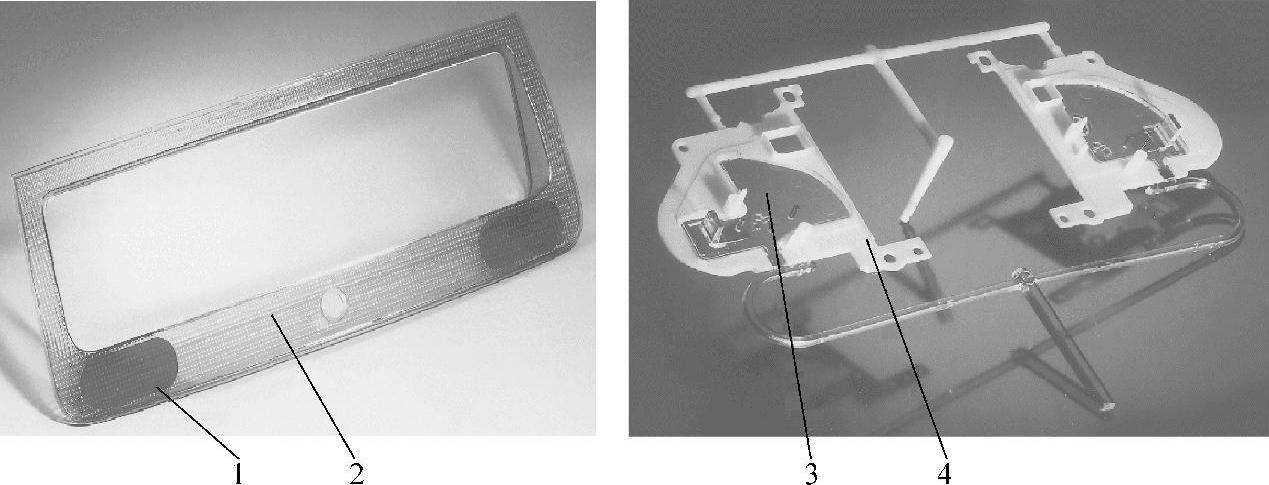
图5-7 分流阀工艺注射成型的双色塑件
1、3—第二色料(分流阀型芯断面形状) 2、4—第一色料
图5-7所示的双色塑件采用型芯运动工艺也可成型,二者的区别在于型芯运动工艺中第二色料的注射是在模具型腔换位后进行的。
2.型腔换位工艺的成型特点
(1)机械手换位注射成型 由于机械手通常安装于注射机模板的上方或下方,机械手沿上下方向移动,因此要求型腔上下排列成一条直线,第一色料注射成型后,由机械手将半成品夹持移动至第二色料注射型腔的位置,实现半成品的换位。两种颜色以上的塑件,其型腔的排列方式也应呈一条直线。机械手换位注射成型的动作过程为:闭模注射—保压、冷却—开模—机械手移动到位—夹持半成品塑件(抽芯)—顶出—机械手移位至下一型腔位置—置入型腔—机械手复位—闭模注射。
机械手换位双色注射成型的特点是模具结构相对简单、不需设置模具运动机构,但需配备机械手和专用夹钳,过程控制较为复杂。
(2)平面转盘旋转换位注射成型 平面转盘旋转换位注射成型工艺要求模具型腔应绕回转中心对称布置,半成品成型后,由注射机的平面转盘驱动动模进行旋转换位,再次闭模注射成型获得双色塑件。平面转盘换位注射成型的动作过程为:闭模注射—保压冷却—开模—成品顶出—顶出复位—动模旋转180°换位(正、反向旋转交替)—闭模注射。
平面转盘旋转换位双色注射成型的特点是动模型芯结构相同,型腔结构不同,模具无须设置旋转运动机构,但模具推出机构设计较麻烦,应能实现成品推出而半成品不推出的要求,而且注射机必须配置平面转盘机构。若注射机未配置平面转盘机构,可在模具上增设转盘机构,来完成模具型腔的换位,如图5-8所示。
(3)托芯转盘旋转换位注射成型 托芯转盘旋转换位注射成型同样要求型腔绕回转中心对称布置,半成品注射成型后,由注射机的托芯转盘驱动模具的成型镶块(连同半成品塑件),旋转换位至成品的型腔中,再次闭模注射成型,从而获得双色塑件。托芯转盘换位注射成型的动作过程为:闭模注射—保压冷却—开模—成品顶出—顶出复位—托芯机构顶升—旋转180°(双色注射)换位—托芯机构下降复位—闭模注射。
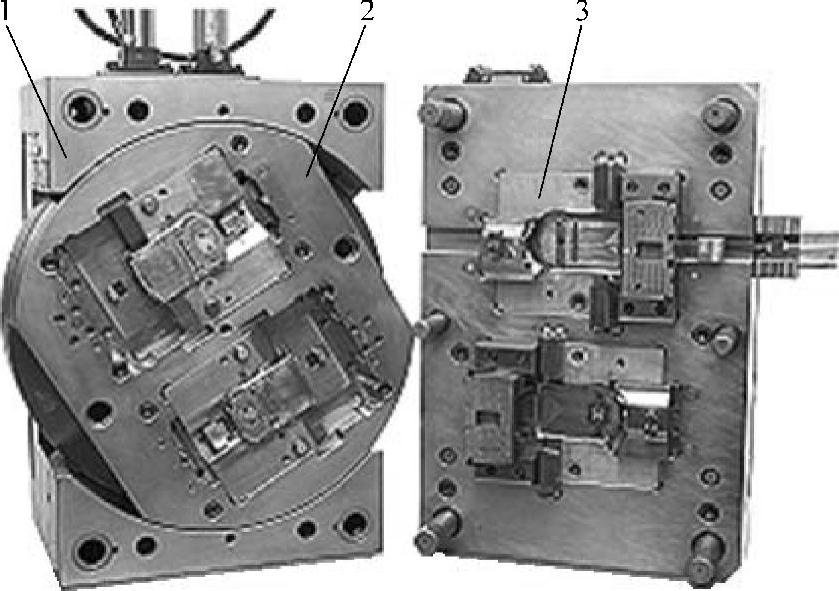
图5-8 模具带有平面转盘的结构
1—动模 2—动模平面转盘 3—定模
托芯转盘旋转换位注射成型的模具结构比较复杂,模具上要设置托芯换位回转机构,且模具托芯机构必须与注射机的托芯转盘机构相连。托芯转盘换位机构的模具结构如图5-9所示。
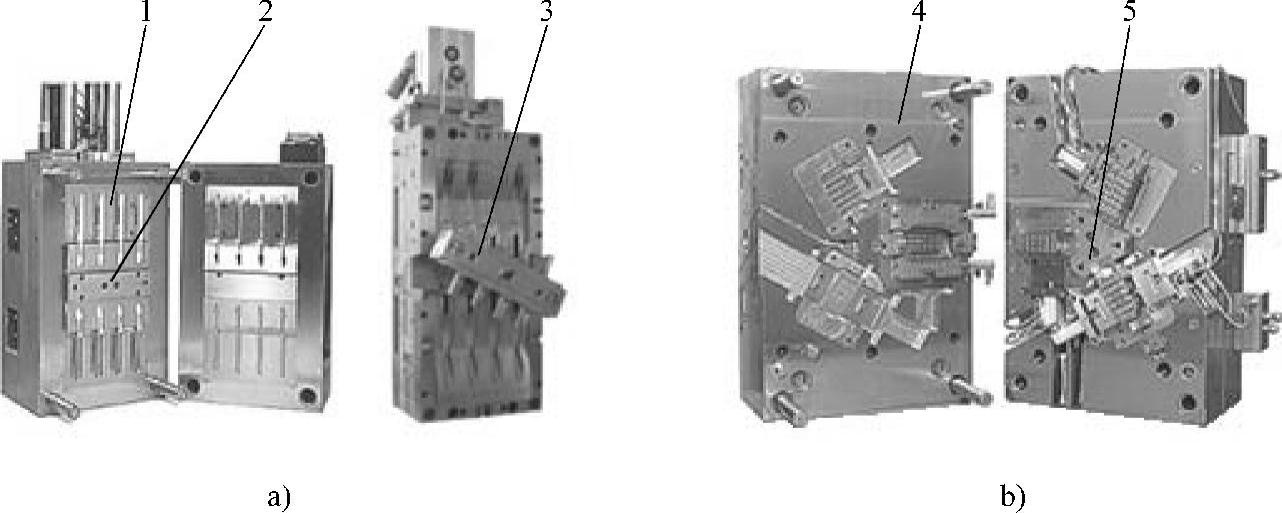
图5-9 托芯转盘换位机构的模具结构
a)双色注射模 b)三色注射模(https://www.xing528.com)
1—双色注射模动模 2、5—托芯旋转镶块 3—旋转中的托芯镶块 4—三色注射模定模
3.双(多)色注射成型塑料材料的选择
双色塑件的材质组合有多种形式,如同种材料不同颜色组合、可兼容的不同材料组合或不可兼容的不同材料组合、软材料与硬材料组合、发泡材料与硬材料组合等。为了使组合在一起的材料在成型时能可靠地粘连,最好选用同种材料或可相互兼容的材料进行组合,其基本选择原则如下:
1)原料间的收缩率应相同或相近。
2)原料间的粘度应相近。
3)原料间应具有良好的粘合性。
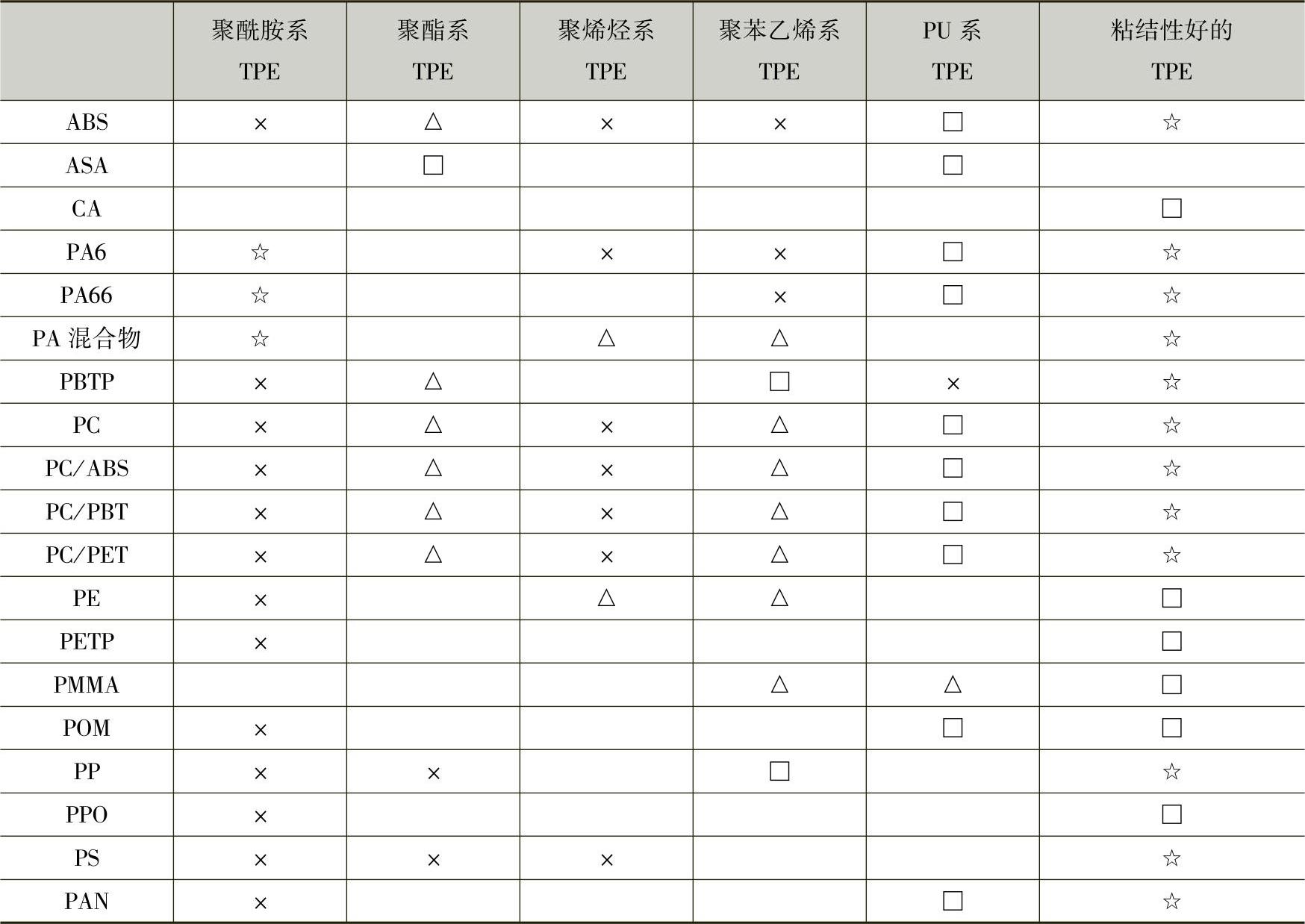
常用双色注射成型软硬树脂基材的结合性见表5-1;常用双色注射成型塑料原料的结合性见表5-2。
表5-1 常用双色注射成型软硬树脂基材的结合性
注:☆—结合性非常好;□—结合性较好;△—结合性较差;×—不能结合。
若双色塑件所使用的两种材质结合性较差,注射成型时难于粘合,此时,双色塑件应设计两种部件机械连接的互锁结构,机械互锁结构有阶梯柱式、燕尾式和凸筋式等结构,如图5-10所示。图5-10d所示的结构在塑件主体的边缘设置了一排阶梯孔,使第二色料注射时能填满阶梯孔,形成牢固的机械连接。
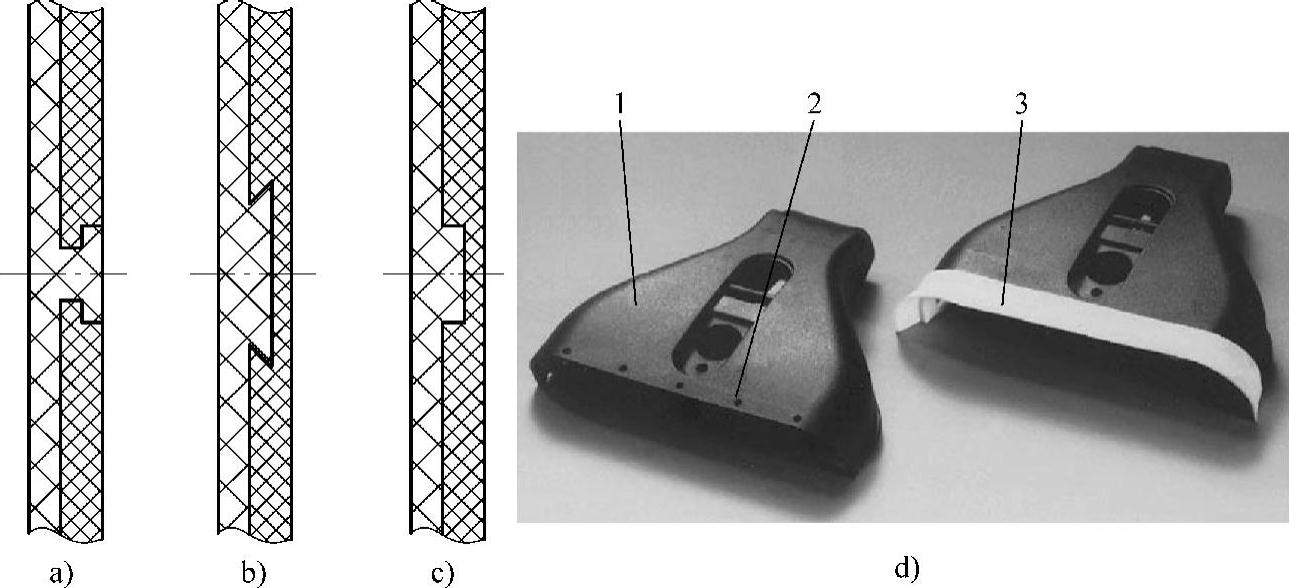
图5-10 两色塑料难粘合时的互锁结构设计
a)阶梯柱互锁结构 b)燕尾互锁结构 c)凸筋互锁结构 d)带互锁结构的塑件
1—塑件主体 2—阶梯孔 3—第二色料成型部分
表5-2 常用双色注射成型塑料原料的结合性
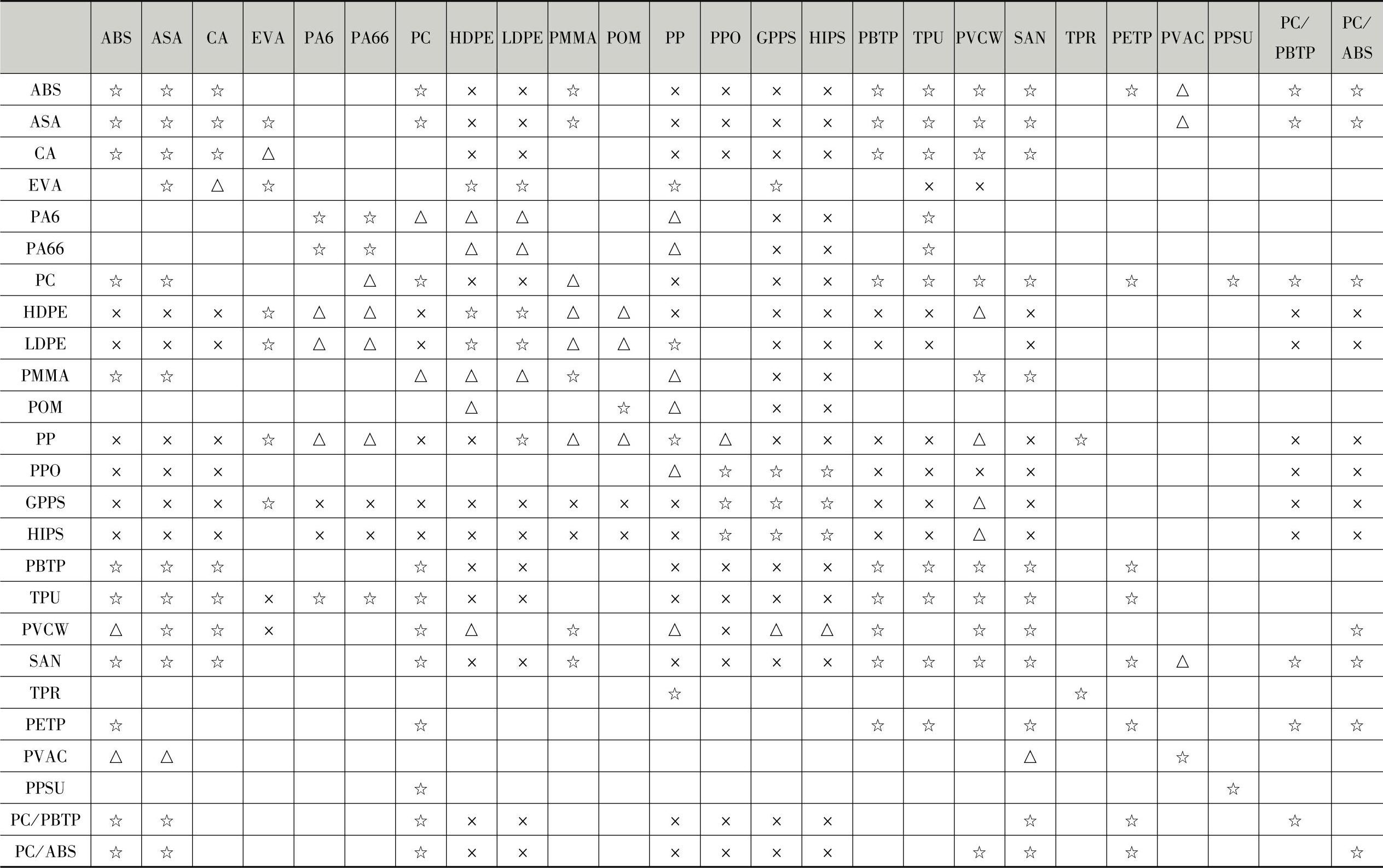
注:☆—结合性好;△—结合性较差;×—不能结合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。