



1.双色塑件分类
双色塑件可分为双混色塑件与双清色塑件两类。双混色塑件的不同颜色材质之间没有明确的分界,两者之间过程模糊,带有注射成型时的自然流动花样,对塑件有一定的装饰性作用。这类塑件是通过不同材质同时注入模具型腔,分别填充模具型腔的不同部位,并同时冷却凝固而获得的制品。双清色塑件的不同颜色材质之间有明确清晰的分界,注射成型时不同种材质分先后顺序注入模具型腔,而且必须在第一种塑料熔体完全冷却凝固后,才能注入另一种塑料熔体,最终获得具有不同颜色、材质分界明确的双色塑件。目前,除双清色塑料制品外,塑件组合的颜色最多可达四种,不同双色塑件的典型实例如图5-1所示。
2.双色塑件的注射成型工艺方法
双色塑件的注射成型工艺方法有很多种,针对不同塑件的结构要求,可采用不同的注射成型工艺,其分类如图5-2所示。
由图5-2可知,双(多)色注射成型工艺可分为组合注射成型和夹芯注射成型。夹芯注射成型又称三层注射成型,它先将一定量的表层塑料熔体注入型腔,接着注入芯层塑料熔体以充满型腔,之后在浇口处再注入少量表层塑料熔体,使表层完全封闭,通常表层塑料选用较好的新料,而芯层塑料可选用回收料或发泡塑料。
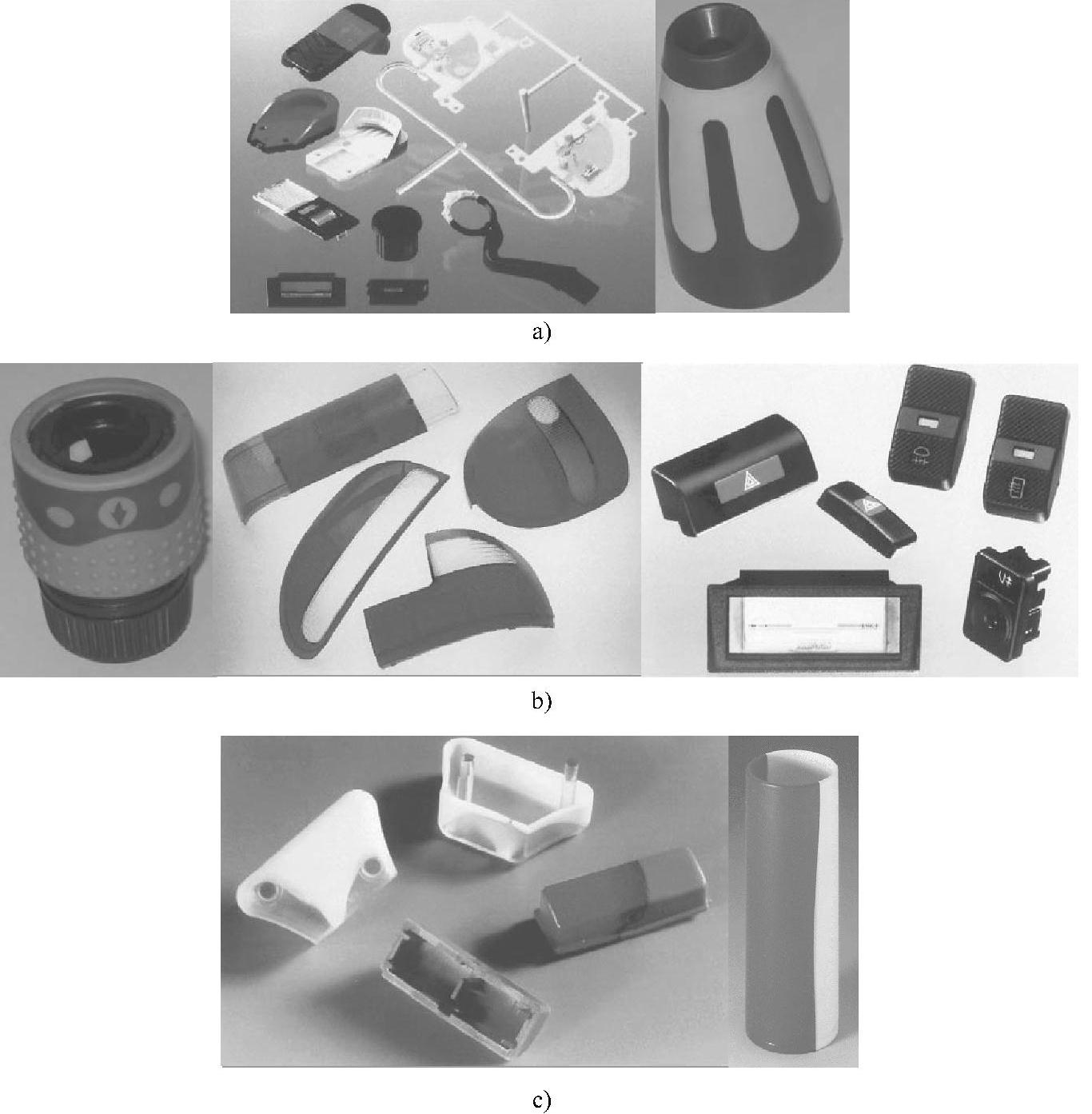
图5-1 各种双色塑件
a)双清色塑件 b)三清色塑件 c)双混色塑件
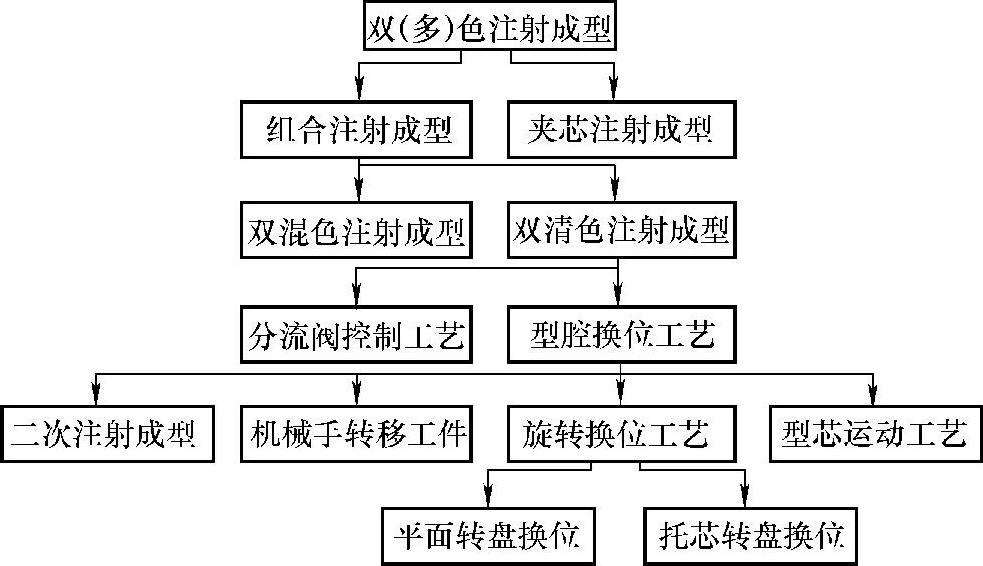
图5-2 双色塑件注射成型工艺分类
双清色塑件的注射成型按其实现方法的不同,可分为分流阀控制工艺和型腔换位工艺。
(1)分流阀控制工艺 它是用分流阀驱动分流型芯切断型腔或流道的部分料流通道,使第一种熔体只能填充部分模具型腔,待熔体冷却定型后,分流阀移动分流型芯,进行第二种熔体的注射,冷却凝固后,获得双清色塑件的工艺方法,其工作原理如图5-3所示。
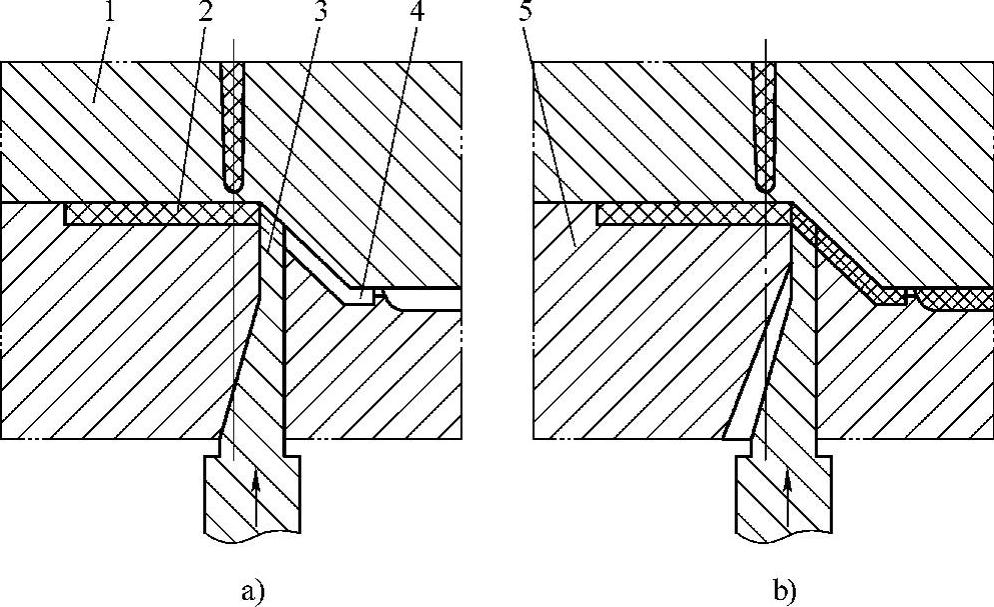
图5-3 分流阀控制工作原理
1—定模 2—第一色料型腔部分 3—分流型芯 4—第二色料型腔部分 5—动模
(2)型腔换位工艺 按型腔换位方法的不同,可分为二次注射成型、机械手转移工件、型腔旋转换位工艺和型芯运动工艺等。其中二次注射成型是将双清色塑件分两次注射,先用普通注射机注射成型第一种颜色或材质的塑件,再将该塑件作为嵌件放入第二副模具中,进行第二种颜色或材质塑件的注射成型,该方法只需使用两台普通塑料注射机即可完成双清色塑件的成型,而无需专用的双色注射机。(https://www.xing528.com)
机械手转移工件工艺是利用机械手夹持塑件半成品,将其移动到下一个注射型腔位置并安放稳定,从而实现双色塑件的型腔换位。
型芯运动工艺是用型芯移动方式将第二色料的型腔堵塞,只露出第一色料需要填充的型腔,第一色料注射且熔体冷却凝固后,移动型芯形成第二色料要填充的型腔,接着注射第二色料,熔体冷却凝固后获得双色塑件,其工作原理如图5-4所示。
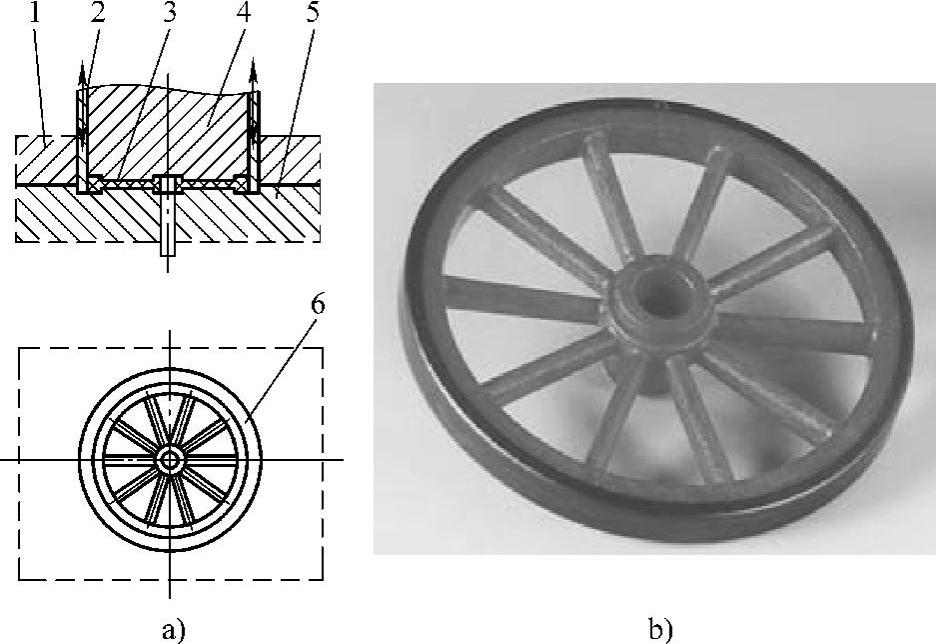
图5-4 型芯运动工艺的工作原理
a)型芯运动方式 b)双色塑件样品
1—定模 2—可移动型芯 3—第一色料型腔 4—定模型芯 5—动模 6—第二色料型腔
型腔旋转换位工艺是双色塑件注射成型最常使用的方法,它通常可分为平面转盘换位和托芯转盘换位两种,两种换位形式的转盘机构均需要专用注射机来提供。平面转盘换位机构如图5-5所示,在双色注射机的动模板上配置有平面转盘机构,它可绕模板中心回转轴作正、反向180°往复旋转运动,实现两副模具动模的换位。托芯转盘换位机构的工作原理如图5-6所示,它是在第一色料注射成型、熔体冷却凝固后开模,由注射机的托芯机构将双色注射模成型镶块连同塑件顶升一定距离(高于模具分型面)并回转180°后再拉回模内,实现塑件的换位,之后闭模进行第二色料的注射成型。这种旋转换位方法的模具主体本身不旋转,只有模具内部成型镶块的局部进行旋转换位,因此,也称模内旋转换位方式。
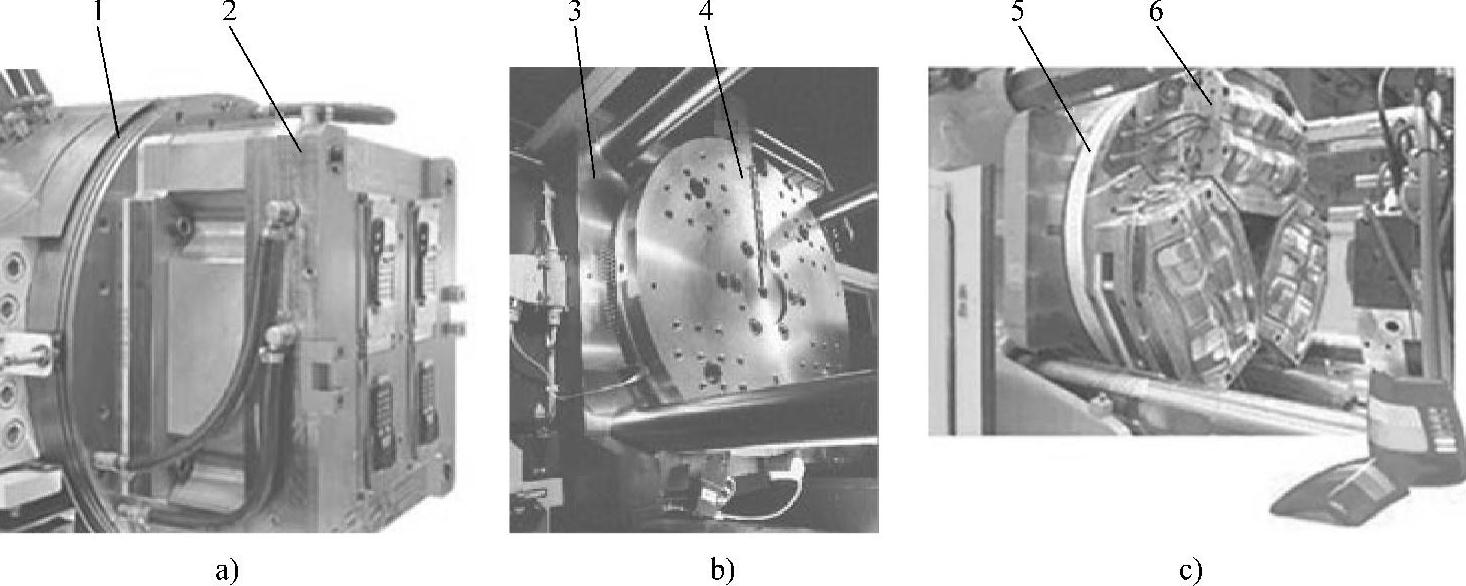
图5-5 平面转盘换位机构
a)手机壳双色注射模 b)双色注射机平面转盘机构 c)三色注射机平面转盘机构
1、4、5—平面转盘机构 2—双色注射模 3—注射机动模板 6—三色注射模
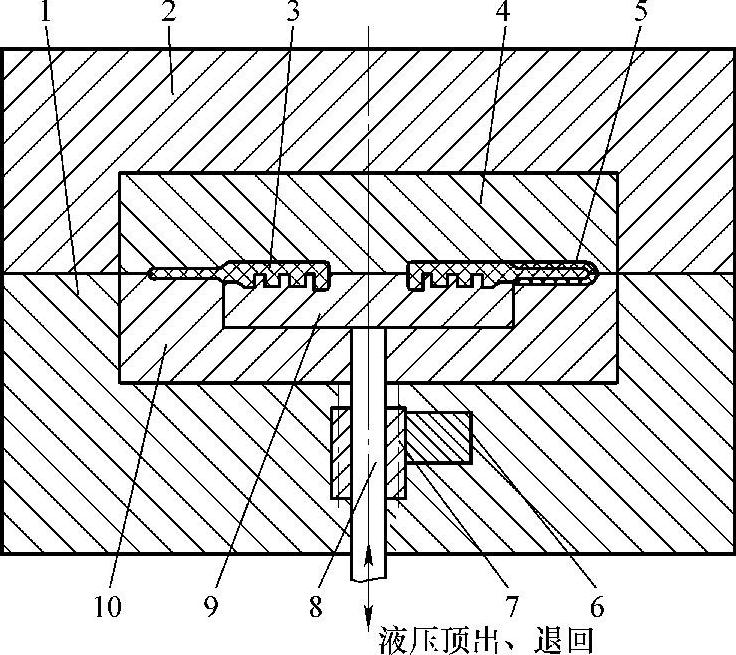
图5-6 托芯转盘换位机构的工作原理
1—动模 2—定模 3—第一色料型腔 4—定模镶块 5—第二色料型腔 6—传动齿条 7—传动齿轮 8—托芯杆 9—旋转型芯镶块 10—动模镶块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。