



模具导向机构常见形式有导柱和导套结构,它能较好地保证注射模动、定模之间的合模精度,其导柱与导套之间的配合间隙较大,一般在小型注射模中,导柱和导套的配合间隙约为0.04mm,大型模具中导柱和导套之间的配合间隙约为0.08mm。上述配合间隙对于精密注射模而言,其合模精度偏大,难以满足型腔与型芯的对中要求;但若减小导柱和导套的配合间隙,有可能造成动、定模开合模运动不畅。因此,精密注射模中不依靠减小导柱与导套配合间隙的方法来提高合模精度,而是采用圆锥或矩形精密定位锁提高动、定模合模精度(图4-26),也可采用动、定模镶块上的圆锥面或斜面(图4-28),或是在镶块的四个角部设置精密定位锁扣(图4-27)来提高合模对正精度。
除此之外,精密注射模还可使用图4-34所示的导向机构,其中图4-34a所示为锥形导柱和锥形导套的模具对合机构,当模具闭合到最后阶段时,由锥形导柱与锥形导套的锥面配合,实现无间隙的精确配合,从而提高动、定模的合模精度。图4-34b为使用骑缝销导正的方式,在模具侧面加工孔,并在一个半圆中固定一骑缝销,合模时由骑缝销圆柱面配合,起到动、定模精确定位的作用。
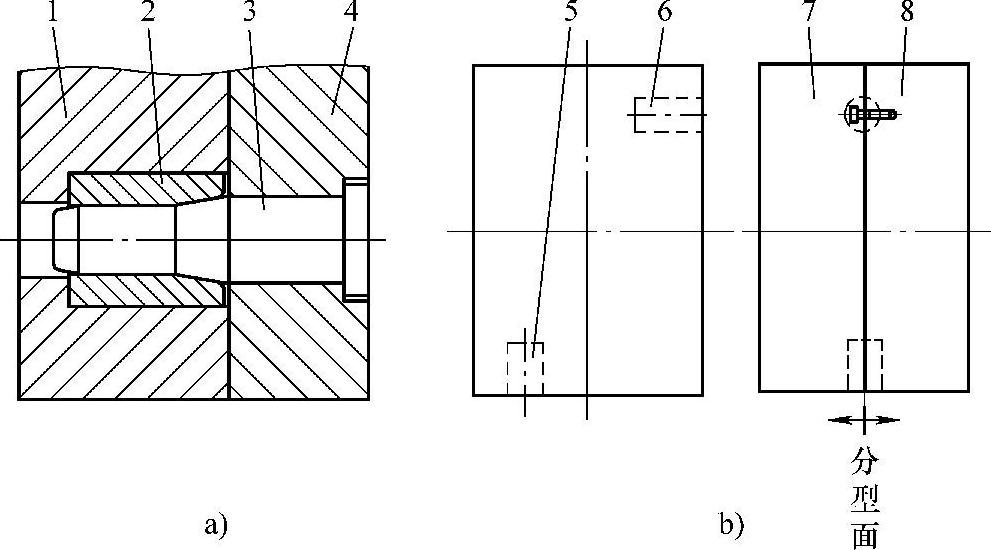
图4-34 精密注射模合模导正机构(https://www.xing528.com)
a)圆锥导柱与圆锥导套结构 b)骑缝销导正结构
1、7—动模部分 2—圆锥导套 3—圆锥导柱 4、8—定模部分 5、6—骑缝销
精密注射模的合模导向精度控制至关重要,由于精密塑件的公差值很小,而模具制造公差一般应小于塑件公差的1/3,因此,合模导向精度的微小误差都有可能导致精密塑件误差超过允许值,造成塑件不合格。为了提高和控制精密注射模的合模精度,其合模导向机构不像普通注射模那样依靠导柱和导套导向即可,而需要进一步增设圆锥或矩形精密定位锁(俗称二级精定位),用模架上的导柱和导套来保证模具开、合模动作的顺畅,依靠精密定位锁实现动、定模镶块的精确对正;对于精度要求特别高的塑件,往往在二级精密定位的基础上增设镶块精密定位锁扣(俗称三级精定位),进一步提高动、定模镶块的定位精度和刚度,以减少镶块变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。