



热流道喷嘴按其注射成型时关闭的性质不同,可分为热力闭合喷嘴与机械闭合喷嘴两大类。所谓热力闭合是指喷嘴口的塑料熔体因降温形成一薄壁冻结层,阻止塑料熔体流动,使喷嘴呈关闭状态,避免模具开模取件时发生流延现象。热力闭合喷嘴即通常所说的开放式喷嘴,根据注射原料、喷嘴安装位置和塑料制品的成型要求不同,这类喷嘴又可分为开式喷嘴、顶针式喷嘴和边缘式喷嘴三类。机械闭合喷嘴即为针阀式喷嘴(开关式喷嘴),根据阀针的驱动方式不同,可分为弹簧阀式喷嘴、气动阀式喷嘴和液压阀式喷嘴等,下面对几种典型喷嘴加以介绍。
1.开式喷嘴
通常所说的开式喷嘴结构如图3-8所示,其喷嘴注料口与模具型腔直接相通,开模取件时,需要依靠注料口冻结层将其封闭,下次注射时注料口冻结层会进入模具型腔,随制品取出。图3-8a所示的整体式直接浇口型开式喷嘴能维持较高的浇口温度,可防止过早冻结,适用于快速结晶型塑料;浇口区热量传导的速率,取决于喷嘴端部与模具孔的配合长度Lp。Lp取决于塑料和喷嘴的种类,快速结晶型塑料Lp≤2mm,喷嘴与模具要绝热;非结晶型塑料Lp=3~4mm,冷却喷嘴端部,便于浇口冻结。图3-8b、c所示带绝热仓的开式喷嘴,绝热仓能使喷嘴的流道与浇口之间保持较大的温差;图3-8b所示喷嘴与模具接触面很小,常称为带完整绝热仓式开式喷嘴,喷嘴表面温度较低,浇口冷却较快,对结晶型和非结晶型塑料均有较好的适应性。图3-8c所示喷嘴与模具有较大的接触面,常称为带部分绝热仓式开式喷嘴,其浇口区冷却灵敏且冻结迅速,既适用于非结晶型塑料,也适用于慢结晶型塑料(如PE、PP)和热塑性弹性体,它不会在塑件表面上留有喷嘴端部痕迹。
开式喷嘴的主要特点有:①开式喷嘴会在塑件表面或冷流道上留下一个短的浇口凝料;②浇口尺寸相对较大,通常为ϕ1~ϕ4mm,有较好的保压压力,并且可以减小内应力;③开式喷嘴不适用于易产生浇口拉丝的塑料;④直接浇口型开式喷嘴不会滞留熔体,最适用于热敏性塑料和着色塑料的转换;⑤开式喷嘴容易清洗,多用于加工回头料,使用时可以减小压力来防止拉丝和流延。
2.顶针式喷嘴
这类喷嘴的结构也属于开式喷嘴的一类,与常见的开式喷嘴相比,其区别在于流道内带有加热鱼雷顶针或热传导顶针,顶针端部可一直延伸至浇口位置,可使浇口部分熔体的温度便于控制,不易出现浇口堵塞的现象,其结构如图3-9所示。图3-9a为带有加热鱼雷顶针的顶针式喷嘴,因其流道尺寸较大,不适合用于PS、PE、PP的小尺寸塑件;图3-9b、c为热传导顶针式喷嘴,其结构紧凑,应用范围广,但不适用于快速结晶的塑料。图3-9c所示的管形顶针,其尖端部分的通孔可加工成单个或多个通孔的形式,可按实际需要选择不同的形式。
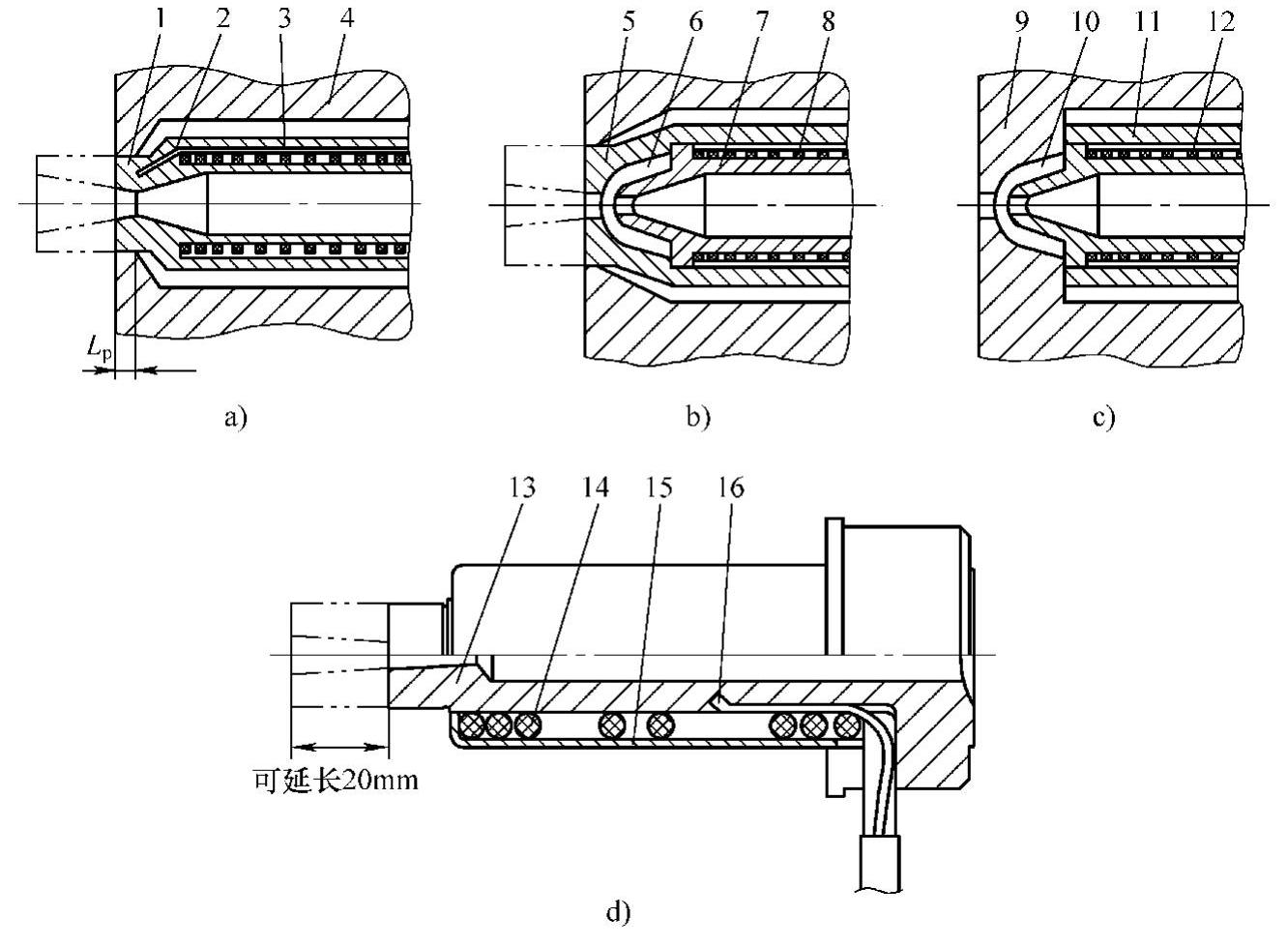
图3-8 开式喷嘴的结构原理
a)直接浇口 b)带绝热仓的直接浇口 c)模具设绝热仓的直接浇口 d)主流道型
1、5、11、13—喷嘴壳体 2、16—热电偶 3、8、12、14—加热器 4、9—型腔板 6、10—绝热仓 7—喷嘴内套 15—外护套 Lp—喷嘴端部与模具孔的配合长度
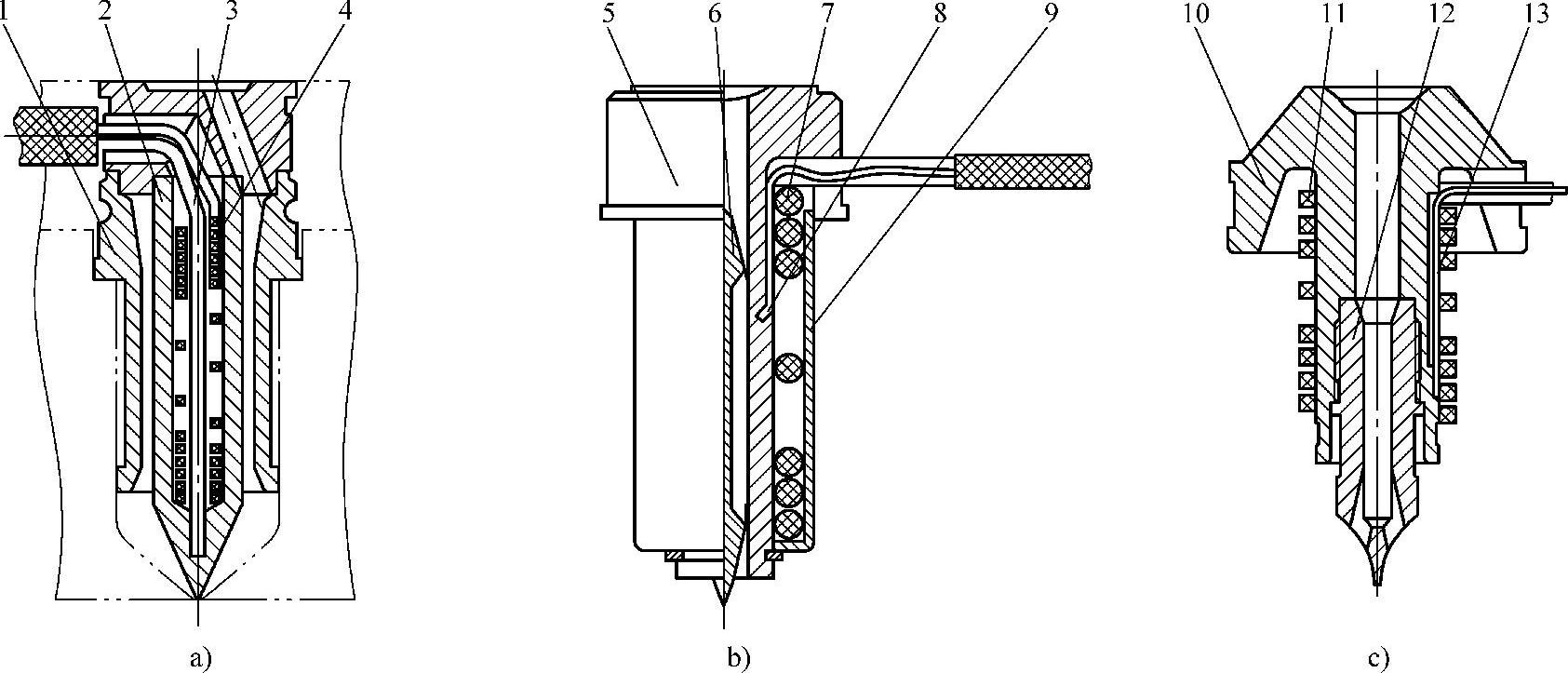
图3-9 顶针式喷嘴的结构原理
a)内加热鱼雷顶针 b)热传导鱼雷顶针 c)热传导管形顶针
1、5、10—喷嘴壳体 2、6—鱼雷顶针 3、8、13—热电偶 4、7、11—加热器 9—喷嘴护套 12—管形顶针
顶针式喷嘴也具有常见开式喷嘴的特点,由于增加了顶针结构,使浇口部分的熔体能保持在较高的温度,不会因成型周期长而冻结堵塞;且顶针式喷嘴不会在塑件上留下过长的冷料柄,浇口痕迹较小。
3.边缘式喷嘴(https://www.xing528.com)
边缘式喷嘴即为侧浇口喷嘴,它仍属于开式喷嘴的范畴,结构类似于侧面的顶针式喷嘴,主要用于塑料制品的侧面进料,如图3-10所示。
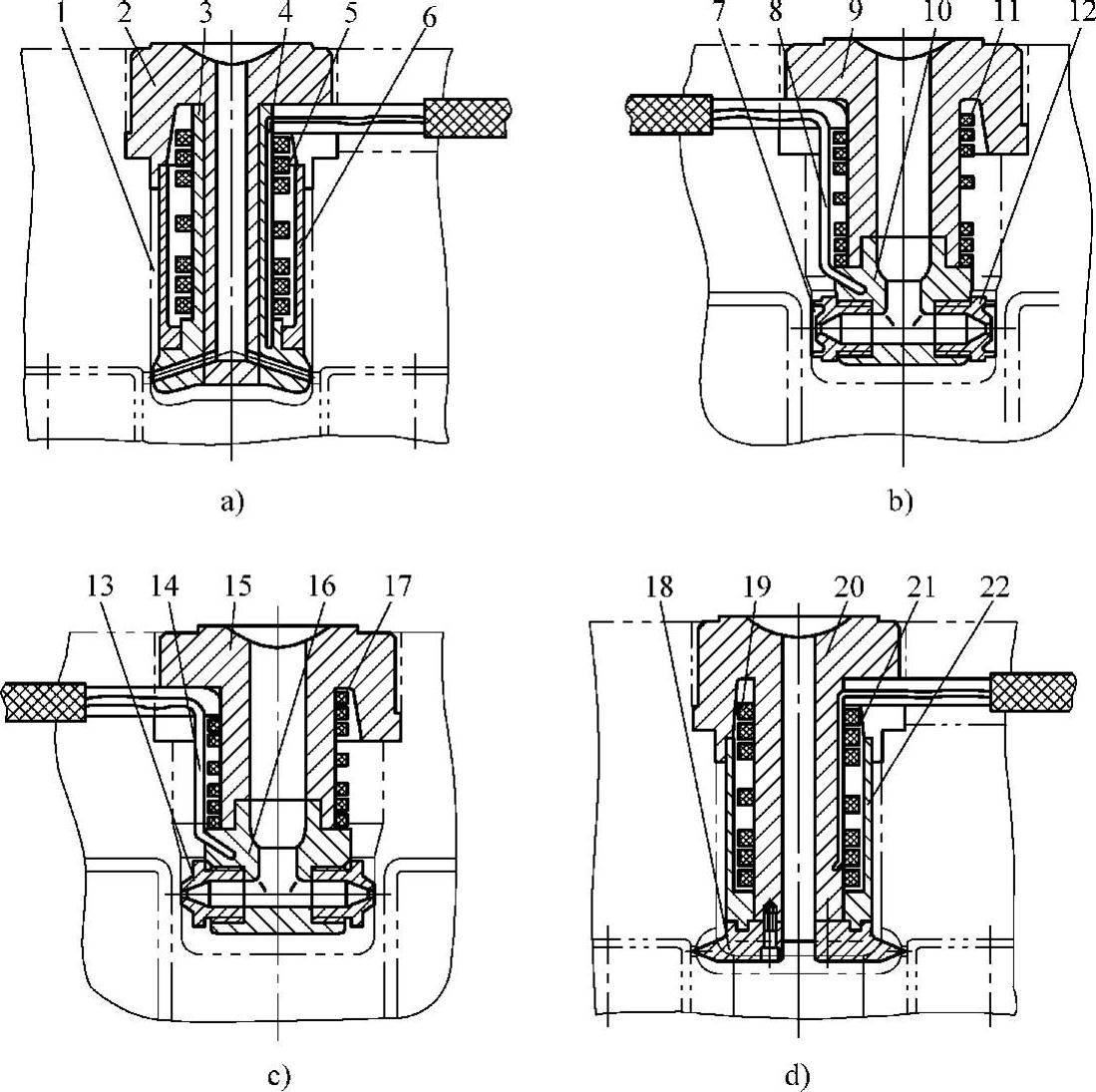
图3-10 边缘式喷嘴的结构原理
a)公共绝热仓式 b)独立绝热仓式 c)接触式 d)顶针式
1、7—绝热仓 2、9、15、20—喷嘴壳体 3—衬套 4、8、14、21—热电偶 5、11、17、19—加热器 6、22—护套 10、16—喷嘴支架 12、13—可换浇口 18—顶针镶块
图3-10a所示整个喷嘴周围有公共的绝热仓,塑料驻留在绝热仓中,使喷嘴对模具绝热,有利于保持浇口区域的温度。由于这类喷嘴端部充满塑料熔体,注射时对喷嘴会产生较大的轴向作用力,使喷嘴有被顶出的趋势,安装使用时应特别予以注意。
图3-10b所示为带有独立绝热仓的边缘喷嘴,塑料熔体只对浇口周围一圈有绝热保护作用,其绝热效果不如图3-10a所示的带公共绝热仓的边缘喷嘴。这类喷嘴浇口区域的温度设定得较高,其优点是注射时喷嘴不会受到轴向顶出力的作用,喷嘴安装后不易移位。
图3-10c所示为接触式边缘喷嘴,它的可换浇口直接与模具型孔侧壁接触,喷嘴浇口区域温度易受模具温度的影响,为防止浇口堵塞,浇口区域的温度应更高。由于在正常生产时可换浇口与模具型孔壁之间必须保持密封,装配时喷嘴直径应考虑预留热膨胀量,使喷嘴直径膨胀变大后能够达到密封要求,其膨胀量的大小取决于模具与喷嘴的温差,可见这类喷嘴在模具中的安装精度要求较高。
图3-10d所示为顶针式边缘喷嘴,有了顶针的传热作用,浇口温度容易保持,不易堵塞,而且浇口长度进一步缩短,该处的模具壁厚通常只有2~3mm,浇口中的冷料柱被基本消除。使用这类边缘喷嘴时需要解决顶针的安装问题,一种办法是将模具型腔镶块设计成可侧向移动的结构,安装时可侧向移动让位,以便顶针装入浇口的位置;另一种办法是像图3-10d所示的那样,将顶针做成镶块结构,在喷嘴下部位置模具增设一个镶块,安装顶针时拆下模具镶块,将喷嘴顶针镶块安装固定到喷嘴上,再将模具镶块装入并固定。
4.开关式喷嘴
为了适应大直径浇口和消除浇口残留废料的要求,设计开发出了开关式喷嘴。开关式喷嘴又称阀式喷嘴,在注射保压结束时,浇口会被移动的柱销关闭,柱销(阀芯)结构通常有圆柱形和圆锥形两种,如图3-11所示。图3-11a所示为圆锥形阀芯结构,关闭时阀芯端部的圆锥体与模具型腔板上的圆锥孔(进料浇口)接触,形成无间隙配合,并具有自动对中功能,即使浇口和阀芯磨损,仍能保持良好的关闭效果。图3-11b所示为圆柱形阀芯结构,进料浇口与阀芯为圆柱面配合,为保证阀芯运动顺畅,必须留有微小的配合间隙,使用过程中,该配合间隙还会进一步扩大,当配合间隙因磨损变大达到一定程度时,就应当及时更换阀芯,相对而言,圆柱形阀芯的使用寿命比圆锥形阀芯短。
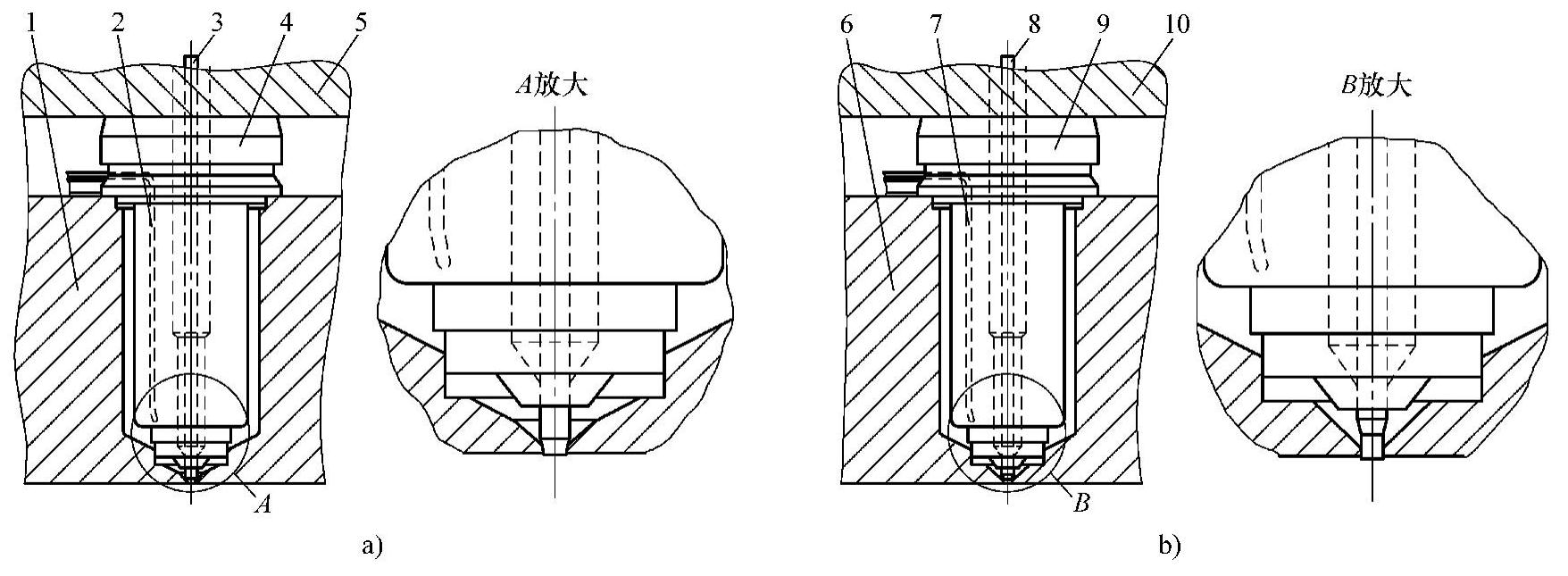
图3-11 开关式喷嘴的结构原理
a)圆锥形阀芯结构 b)圆柱形阀芯结构
1、6—型腔板 2、7—热电偶 3、8—阀芯 4、9—开关式喷嘴 5、10—热流道板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。