



气体辅助注射成型工艺控制方法主要分为气体体积控制法(非连续气压控制法)和气体压力连续控制法两种。其中气体体积控制法在早期的气体辅助注射成型中应用较多,它对控制系统的要求较低。而气体压力连续控制法对整个气体辅助注射成型过程的控制精度和要求则要高得多,大型、复杂塑料制品的成型大都采用该方法。两种控制方法的气体压力曲线如图2-28所示。
1.气体体积控制法
气体辅助注射成型过程中,按设计计算获得每次的注气量,将一定量的高压气体直接注入型腔,之后不再对气体压力进行控制的方法称为气体体积控制法,此法工艺的可控性较差,目前已逐渐被淘汰。
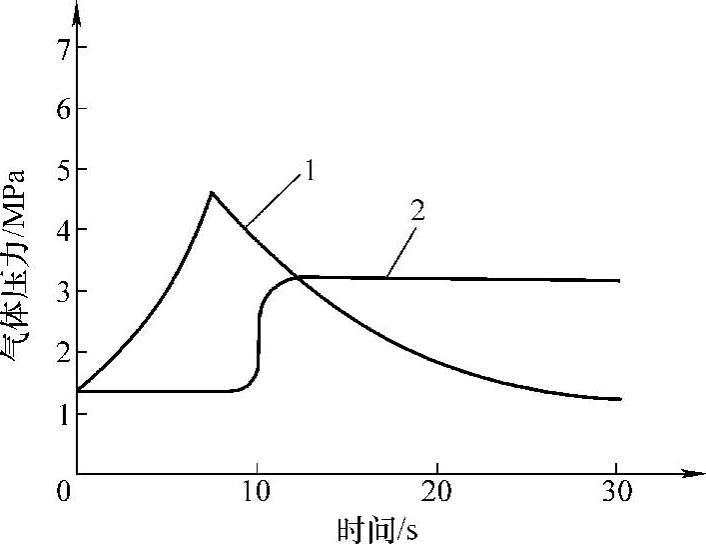
图2-28 气体压力曲线的比较
1—气体体积控制法 2—气体压力连续控制法
2.气体压力连续控制法
在整个气体辅助注射成型过程中,按照预先设定的工艺曲线,对气体的压力和注气量均严格加以控制的方法称为气体压力连续控制法。该法能使气体压力作用与塑料熔体的注射、保压、冷却凝固等过程协调配合,气体不仅推动熔体充模,还对熔体的冷却收缩进行补偿,起到良好的保压作用,以消除制品的冷却缩痕,减少制品的翘曲变形。气体辅助注射成型工艺控制应重点考虑延时切换时间和气体压力控制这两个重要因素。至于气体注射量的控制一般应遵循注气量由小到大,再由大到小变化的规律;而气体压力通常为先低后高。
气体辅助注射成型充模过程的典型压力曲线如图2-29所示。由图2-29可知,当塑料熔体注入型腔时,型腔中熔体压力沿曲线1逐渐上升,经一定时间的延迟后(见图中A点),开始注入气体,气体压力随曲线2变化,到达B点后塑料熔体停止注射,由高压气体推着塑料熔体进行充模,熔体与气体的压力同步变化;到达曲线的C点以后,此时模具型腔完全充满,熔体和气体的压力迅速升高到设定的保压压力,进入保压冷却阶段。随着熔体的冷却凝固,型腔压力迅速减小(见图中D点),气体的保压补缩作用完成,可对气体进行回收处理,抽回气道内的残余气体,气体压力逐步减至常压(见图中E点),之后便可开模,取出制品,重新进入下一工作循环。气体辅助注射成型工艺控制过程可大致分为熔体注射、气体注入、型腔充满、保压冷却和气体回收等5个阶段,如图2-30所示。(https://www.xing528.com)
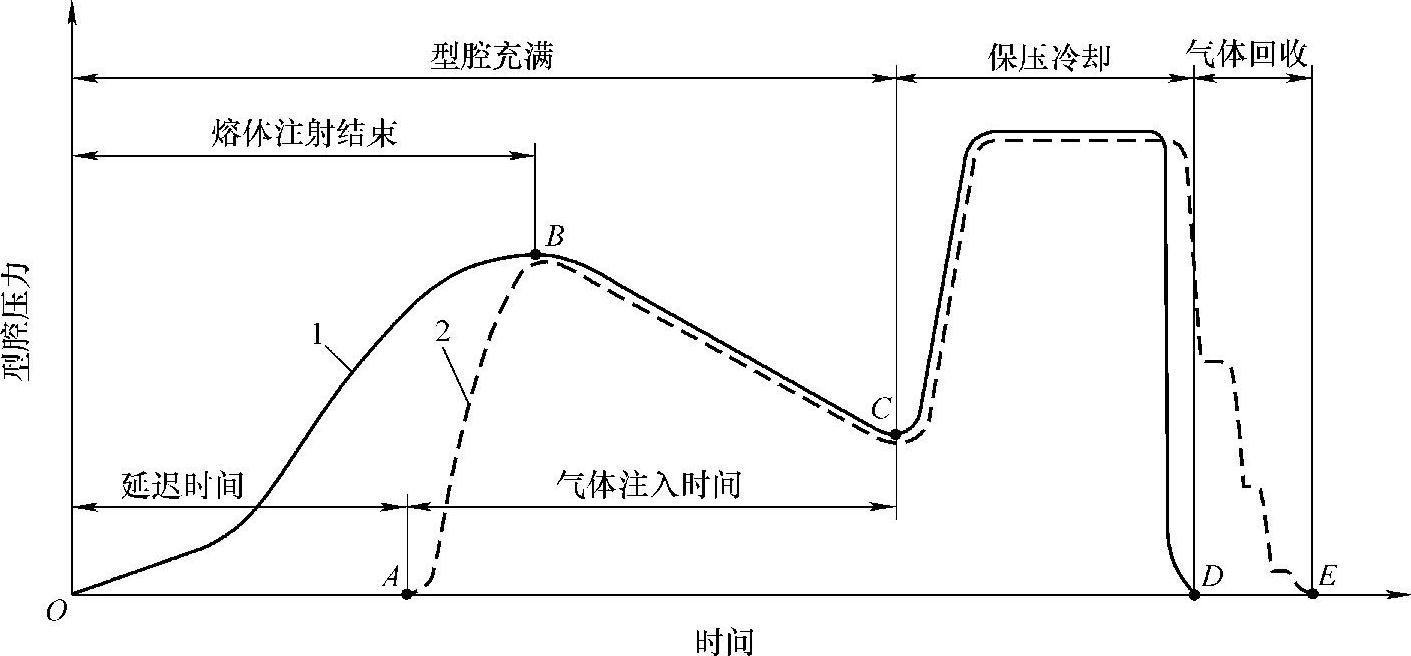
图2-29 气体辅助注射成型熔体与气体流动前峰的压力曲线
1—型腔熔体压力 2—气体流动前峰压力
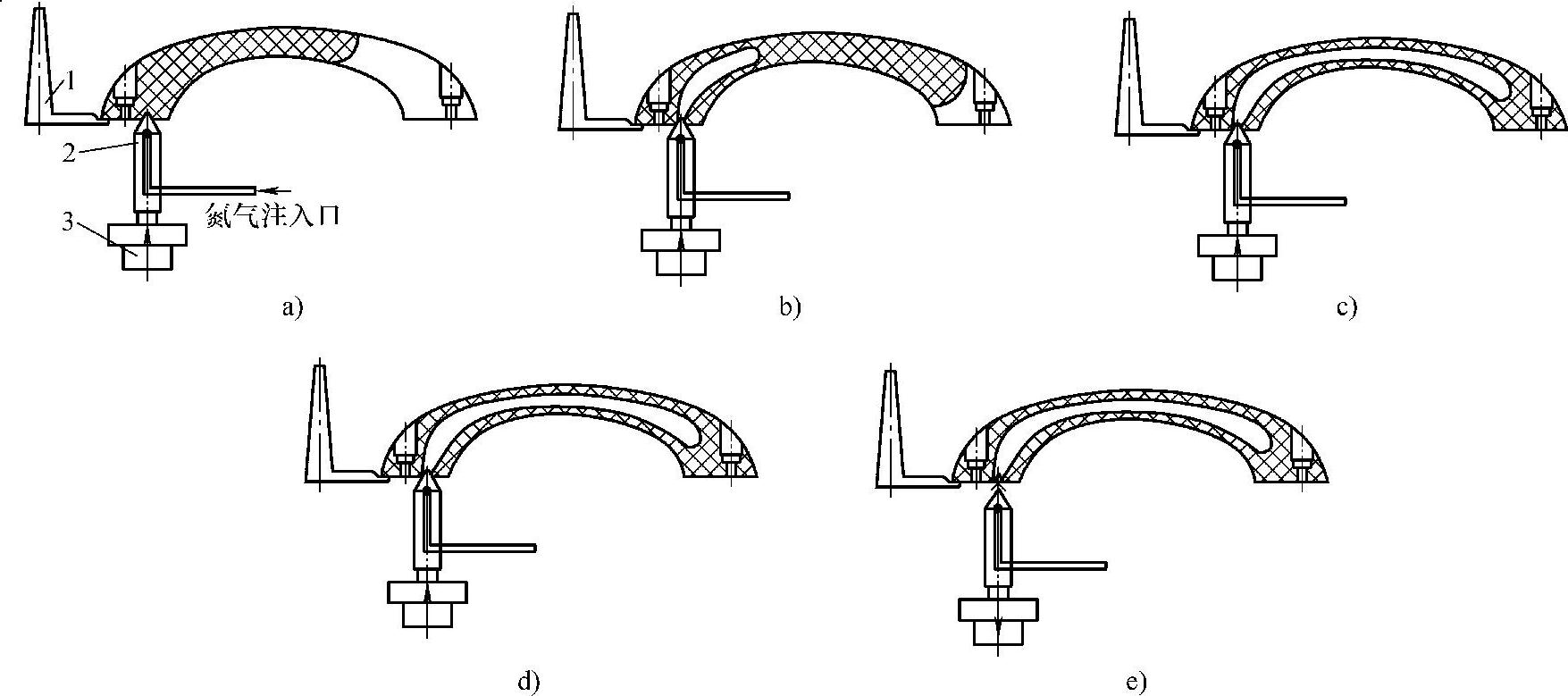
图2-30 门把手气体辅助注射成型过程
a)熔体注射 b)气体注入 c)型腔充满 d)保压冷却 e)气体回收
1—塑料熔体浇注系统 2—注气喷嘴 3—注气装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。