



1.封闭式气体辅助注射成型
封闭式气体辅助注射成型的原理如图2-3所示,成型时首先向型腔内注射经准确计量的熔体,熔体充填型腔到一定程度时停止注射(图2-3a);然后经过特殊的喷嘴将一定压力的气体(一般为惰性气体,常用氮气)代替熔体注入,气体向流动阻力最小的中间层流动,将未凝固的熔体推进充模,并吹胀熔体(图2-3b);充模结束后,熔体内气体的压力保持不变或者有所升高进行保压补料,直至完全冷却凝固(图2-3c);冷却后排出塑件内部的气体,制品便可脱模。气体辅助注射成型工艺的实质就是借助惰性气体的压力作用,推动塑料熔体充模并保压冷却凝固。
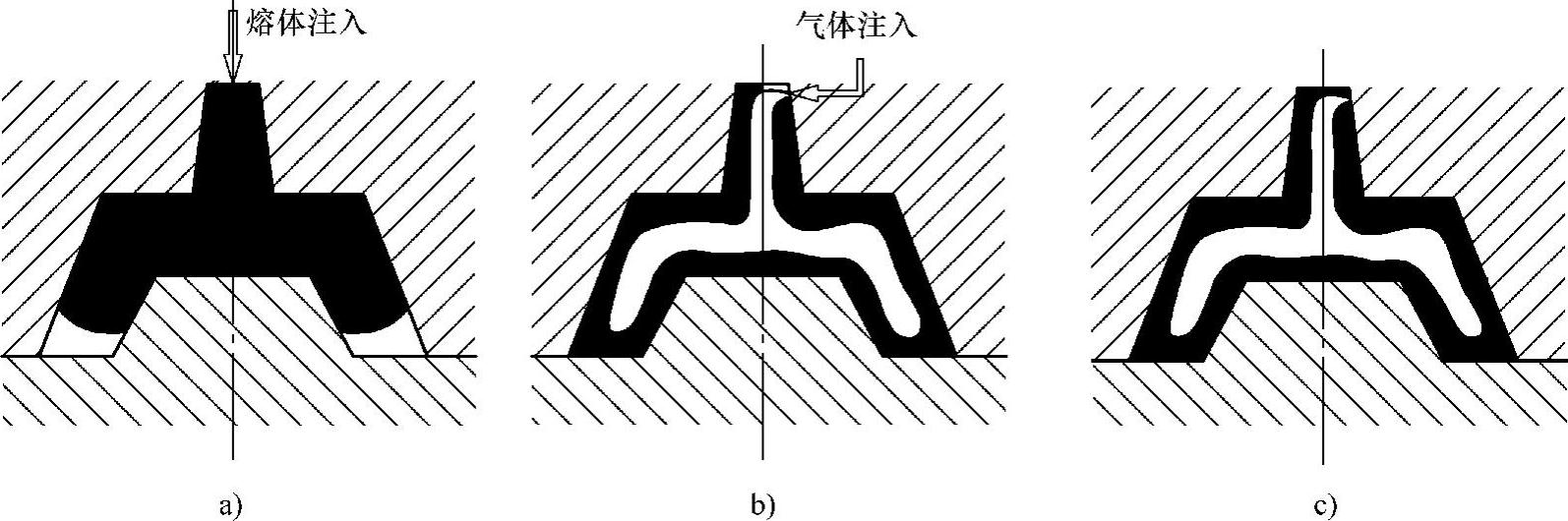
图2-3 气体辅助注射成型的原理
a)塑料熔体注射阶段 b)气体注射阶段 c)气体保压阶段
塑料熔体和气体在模具型腔内流动的状态如图2-4所示,靠近模壁的表层塑料熔体会因温度降低逐步凝固而失去流动性,中心层熔体温度较高仍具有流动能力,在高压气体的推动下,继续向前充填型腔,熔体前锋的流动状态就像喷涌的泉水一样,不断向前方空腔推进,直至完全充满型腔。
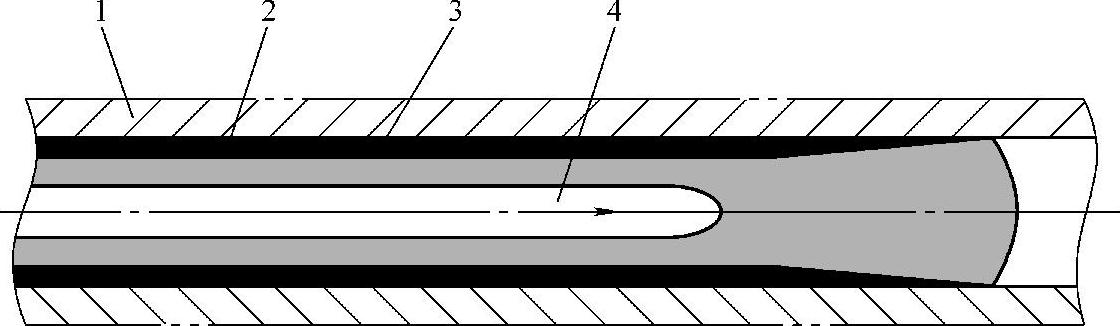
图2-4 塑料熔体和气体在模具型腔内流动的状态
1—型腔壁 2—已冻结塑料层 3—未冻结熔体层 4—高压气体流动层
2.气体辅助注射成型注射过程
气体辅助注射成型的工艺过程可分为以下几个阶段:
(1)熔体充填阶段 将定量、定压的塑料熔体注入型腔中,完成大部分或全部型腔容积的填充(图2-5a)。根据注入模具型腔的熔体总量占型腔容积的比例不同,可将熔体充填方式分为中空成型、短射和满射三种情况。
1)中空成型。注入型腔内的熔体总量占型腔容积的60%~70%,其余为气体,形成内部中空的塑料制品。
2)短射。注入型腔内的熔体总量占型腔容积的90%~98%,其余为气体,气体起到辅助填充和保压补缩的作用。例如,彩电前壳通常采用短射(熔体总量占型腔容积的95%~98%)的充填方式,使塑件外形轮廓清晰,以达到消除冷却缩痕、变形等缺陷的目的。
3)满射。注入型腔内的熔体总量占型腔容积的100%,即型腔完全充满后才注入高压气体,此时气体仅起保压补缩的作用。
(2)气体注入阶段 经一定的延迟时间后,将定量、定压的氮气注入型腔(图2-5b),该阶段充气时间很短,但对气体辅助注射成型影响很大,控制不好会产生许多成型缺陷,如气体穿透(吹穿)、填充不足或气体向薄壁处渗透,甚至产生困气,使制品脱模后产生鼓泡等。该阶段的关键是准确确定注射熔体到注入氮气的切换时间和气体压力的控制。(https://www.xing528.com)
(3)保压冷却阶段型腔充填结束(图2-5c),保压冷却仍需注入气体以补缩,直至塑料制品完全定型为止(图2-5d)。该阶段气体压力应保持不变或略有升高,使气体在塑料熔体内部继续施压,以补偿塑料熔体冷却所引起的收缩。由于气体由内向外施压,可以保证制品外表面紧贴模壁。
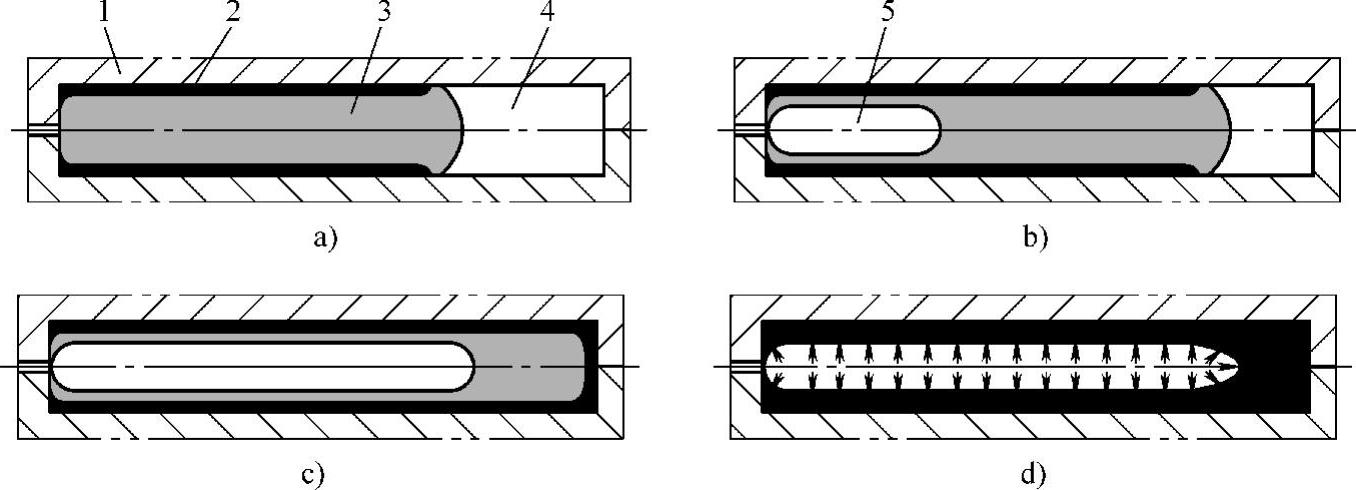
图2-5 气体辅助注射成型的工艺过程
a)熔体充填阶段 b)气体注入阶段 c)气体注入结束阶段 d)保压冷却阶段
1—模具型腔壁 2—塑料凝固层 3—塑料熔体 4—型腔 5—高压氮气
(4)气体释放阶段 制品冷却定型后,在开模取件之前应将制品内部气压降到正常大气压,此阶段可将制品内的高压氮气回收利用或直接排放到大气中。
(5)顶出阶段 当塑料制品冷却到具有一定的刚度、强度后即可开模顶出制品。
气体辅助注射成型各阶段所需时间有较大差别,其成型周期分布如图2-6所示。气体辅助注射成型周期包括塑料熔体注射、延时切换、注气、气体保压冷却、气体释放和制品开模取件等阶段。气体注入阶段包含气体辅助充模和气体压力保持两部分,它占整个成型周期近一半的时间,其中气体辅助充模时间很短,但这一时段对塑料制品的成型质量却有关键的影响,与气体辅助注射成型工艺相关的各种成型问题,如困气、气体穿透、短射、气体注入不均匀或气体渗透等就常出现在这一阶段。通常将气体注射充填阶段称为一次气体注入,而将保压补缩阶段气体的注入称为二次气体注入。与传统注射成型相比,由于受高压气体作用塑料熔体能较均匀地分布在模具型腔壁的四周,不存在局部厚壁之处,使塑件的冷却时间显著缩短,因此,其成型周期比传统注射成型周期要短许多。

图2-6 气体辅助注射成型周期分布
3.气体的注入方式
气体辅助注射成型工艺的气体注入方式有注射机喷嘴注气、模具流道注气和型腔注气三种,如图2-7所示。注射机喷嘴注气使用的是主流道式喷嘴,即塑料熔体和气体共用一个喷嘴,塑料熔体注射结束后,喷嘴切换到气体通路上实现气体注射。这类喷嘴只能设置在主流道部位,气体的注入必须等到熔体注射结束之后。模具流道注气和型腔注气使用的是气体专用喷嘴,它可根据要求安装在制品的任何位置,塑料熔体和气体的喷嘴各自独立,气体的注入不必等到塑料熔体注射完成之后,可按需要延时一定时间后开始注入气体,工艺控制较灵活。
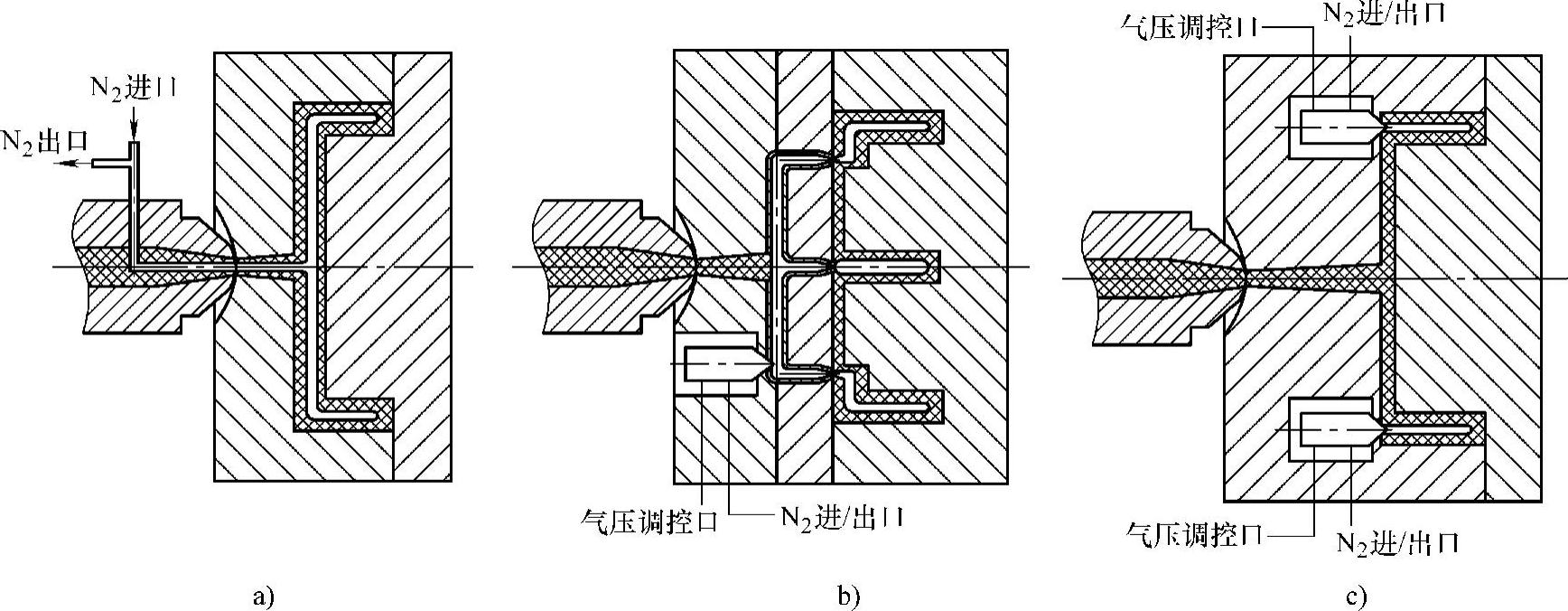
图2-7 气体的注入方式
a)注射机喷嘴注气 b)模具流道注气 c)型腔注气
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。