



1.气焊、气割用的气体
气焊气割常用的可燃气体有乙炔(C2H2)、氢气(H2)、液化石油气等,常用的助燃气体是氧气。
(1)氧气 氧气(O2)是一种无色无味无毒的气体,比空气略重,微溶于水。工业上用的大量氧气主要采用空气液化法制取,即把空气引入制氧机内,经过加压和冷却,使之凝结成液体,然后让它在低温下挥发,根据各种气体元素的沸点不同,来提取纯氧。
氧气不能燃烧,但能助燃,是强氧化剂,与可燃气体混合燃烧可以得到高温火焰,所以氧气广泛应用于气焊、气割行业。氧气几乎能与所有可燃气体和液体燃料的蒸气混合而形成爆炸性混合气,这种混合气具有很宽的爆炸极限范围。
氧气越纯,可燃混合气燃烧的火焰温度越高。焊接用的氧气纯度一般分为两级,一级纯度的氧含量不低于99.2%,二级纯度的不低于98.5%。氧气用压缩机压进氧气瓶或各种管道,氧气瓶内的工作压力为15MPa,输送管道内的压力为0.5~15MPa。
(2)乙炔 乙炔(C2H2),又名电石气,是不饱和的碳氢化合物,在常温和大气压力下,它是一种无色气体。工业用乙炔中,因为混有硫化氢(H2S)及磷化氢(H3P)等杂质,故具有特殊的臭味。在标准状态下,密度为1.17kg/m3,比空气稍轻。它的自燃点低(305℃),点火能量小(0.019mJ)。在一定条件下,很容易因分子的聚合、分解而发生着火、爆炸。
乙炔是理想的可燃气体,与空气混合燃烧时所产生的火焰温度为2350℃,而与氧气混合燃烧时所产生的火焰温度为3100~3300℃,因此足以迅速熔化金属进行焊接和切割。
乙炔是有毒气体,因有特殊臭味,中毒现象比较少见,它主要表现为中枢神经系统损伤。其症状轻度的表现为:精神兴奋、多言、嗜睡、走路不稳等;重度的表现为:意识障碍、呼吸困难、发呆、瞳孔反应消失、昏迷等。也有表现为狂躁、无故哭笑等精神症状的。
乙炔与铜或银长期接触后会生成一种爆炸性的化合物,所以凡是与乙炔接触的器具设备禁止用银或纯铜制造,只准用铜的质量分数不超过70%的铜合金制造。乙炔能大量溶解于丙酮溶液中,在15℃、0.1MPa时,1L丙酮能溶解23L乙炔,在压力增大到1.42MPa时1L丙酮能溶解乙炔约400L。可以利用乙炔的这个特性将乙炔装入乙炔瓶内(瓶内装有丙酮溶液和活性炭)储存、运输和使用。
(3)液化石油气 液化石油气(简称石油气)是石油炼制工业的副产品,其主要成分是丙烷(C3H8),大约占50%~80%(体积分数),其余是丙烯(C3H6)、丁烷(C4H10)、丁烯(C4H8)等,在常温和大气压力下,组成石油气的这些碳氢化合物以气态存在。但是只要加上不大的压力(一般为0.8~1.5MPa)即变为液体,液化后便于装入瓶中储存和运输。在标准状态下,石油气的密度为1.8~2.5kg/m3,比空气重,但其液体密度则比水、汽油小。
石油气燃烧的温度比乙炔火焰温度低,丙烷在氧气中燃烧的温度为2000~2850℃,用于气割时,金属预热时间需稍长,但可减少切口边缘的过烧现象,切割质量较好,在切割多层叠板时,切割速度比乙炔快20%~30%。石油气除越来越广泛地应用于钢材的切割外,还用于焊接有色金属。国外,还采用乙炔与石油气混合后作为焊接气源。
石油气有以下特点和安全要求:
1)石油气易挥发,闪点低,其中的主要成分丙烷挥发点为-42℃,闪点为-20℃,所以在低温时,它的易燃性就很大。
2)石油气燃烧若供氧不足,燃烧不充分,会产生一氧化碳,使人中毒,严重时有致命的危险。
3)组成石油气的几种气体都能和空气形成爆炸性混合气。但是它们的爆炸极限范围比较窄。例如丙烷、丁烷和丁烯的爆炸极限分别为2.17%~9.5%、1.15%~8.4%和1.7%~9.6%(体积分数),比乙炔要安全得多。但石油气和氧气的混合气有较宽的爆炸极限,范围为3.2%~64%(体积分数)。
4)气态石油气比空气重,易于向低处流动而滞留积聚,液化石油气比汽油轻,能飘浮在液面上,而且易挥发。在使用、储存石油气时,应采取安全措施。
5)石油气对普通橡胶导管和衬垫有腐蚀性,能引起漏气,必须采用耐蚀性强的橡胶导管和衬垫,不能随便更换而采用普通橡皮管和衬垫。
6)石油气瓶内部的压力与温度成正比。在-40℃时,压力为0.1MPa,在20℃时为0.7MPa,40℃时为2MPa。所以石油气瓶与热源应保持1.5m以上的安全距离,更不许用火烤。
7)石油气有一定毒性,空气中含量很少时,人吸入一般不会中毒。但当它的浓度较高时,就会引起人的麻醉,在石油气浓度大于10%的空气中停留3min后,就会使人头脑发晕。
8)石油气点火时,要先点燃引火物后再开气,不要颠倒次序。
(4)氢气
氢是一种无色无味的气体,是最轻的气体。它具有最大的扩散速度和很高的导热性,极易漏泄,点火能力低,是一种极危险的易燃易爆气体。
氢在空气中的自燃点为560℃,在氧气中的自燃点为450℃。
氢氧火焰的温度可达2770℃,氢具有很强的还原性。在高温下,它可以从金属氧化物中夺取氧而使金属还原。广泛地用于水下火焰切割,以及某些有色金属的焊接和氢原子焊等。(https://www.xing528.com)
氢与空气混合可形成爆鸣气,其爆炸极限为4%~80%(体积分数),氢与氧混合气的爆炸极限为4.65%~93.9%(体积分数),氢与氯气的混合物为(1∶1)时,见光即行爆炸,当温度达240℃时即能自燃。氢与氟化合时能发生爆炸,甚至在阴暗处也会发生爆炸,因此它是一种很不安全的气体。
(5)特利Ⅱ气
特利Ⅱ气主要以丙烯为原料,再辅以一定比例的添加剂,经过物理混合而成,是金属切割、加热、焊接的一种新型气体,可以用来代替溶解乙炔。特利Ⅱ气与溶解乙炔相比有如下特点:
1)特利Ⅱ气的单瓶充装量是乙炔的2.5~3倍,增加了气瓶的使用周期。
2)特利Ⅱ气在空气中的爆炸极限只为2.4%~10.5%(体积分数),而溶解乙炔则是2.2%~81%(体积分数),所以较乙炔安全、无分解爆炸危险。
3)在使用过程中,特利Ⅱ气不发生逆火。
4)特利Ⅱ气切割精度比溶解乙炔高、割缝较光滑,而且在切割过程中没有熔渣回跳引起的灭火及回火引起的工作中断。
5)特利Ⅱ气在使用过程中对环境无污染,对人体也无害。
使用特利Ⅱ气的主要缺点是:预热时间稍长。
2.气焊的焊接材料
(1)气焊丝 在气焊过程中,气焊丝的正确选用十分重要,因为焊缝金属的化学成分和质量在很大程度上取决于焊丝的化学成分。一般说来,焊接黑色金属和有色金属所用焊丝的化学成分基本上是与被焊金属化学成分相同,有时为了使焊缝有较好的质量,在焊丝中也加入其他合金元素。
常用的气焊丝有碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝、铜及铜合金焊丝、铝及铝合金焊丝、铸铁气焊丝等。碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝的牌号及用途见表10-10。
表10-10 部分常用气焊丝的牌号及用途

(续)

(2)气焊熔剂 气焊过程中,被加热后的熔化金属极易与周围空气中的氧或火焰中的氧化合生成氧化物,使焊缝产生气孔和夹渣等缺陷。为了防止金属的氧化以及消除已经形成的氧化物,在焊接有色金属(如铜及铜合金、铝及铝合金)、铸铁以及不锈钢等材料时,通常采用气焊熔剂。
气焊熔剂可以在焊前直接撒在焊件坡口上,或者蘸在气焊丝上加入熔池中。
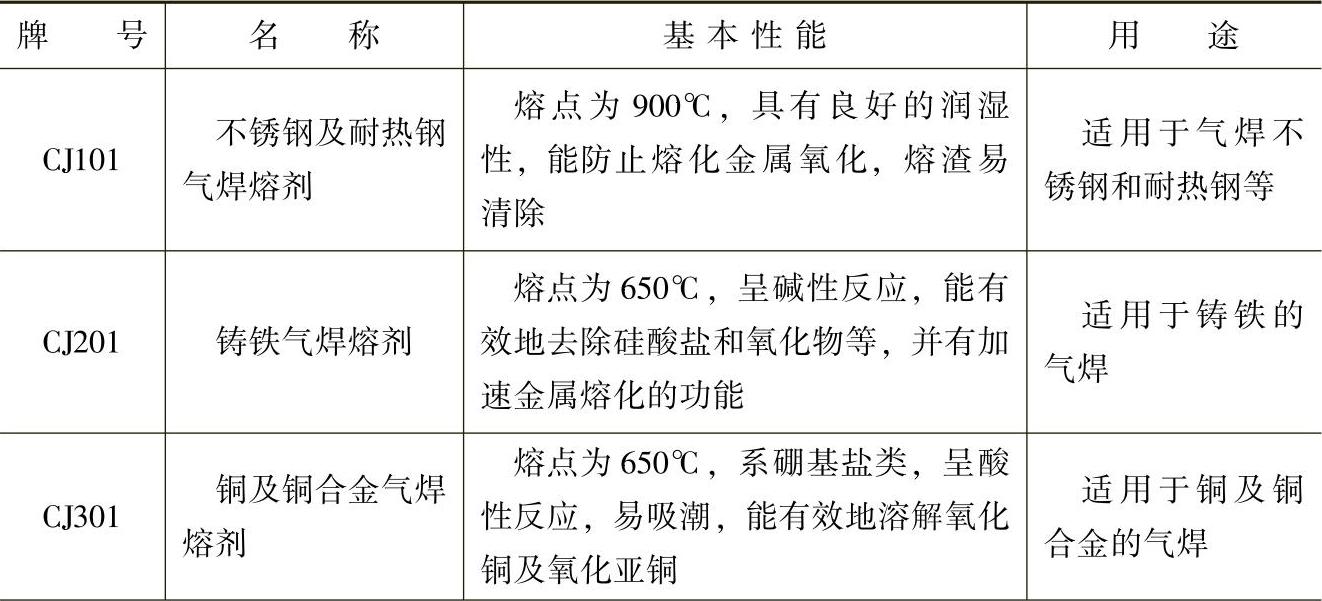
气焊熔剂的选择要根据焊件的成分及其性能而定,常用气焊熔剂的牌号、性能及用途见表10-11。
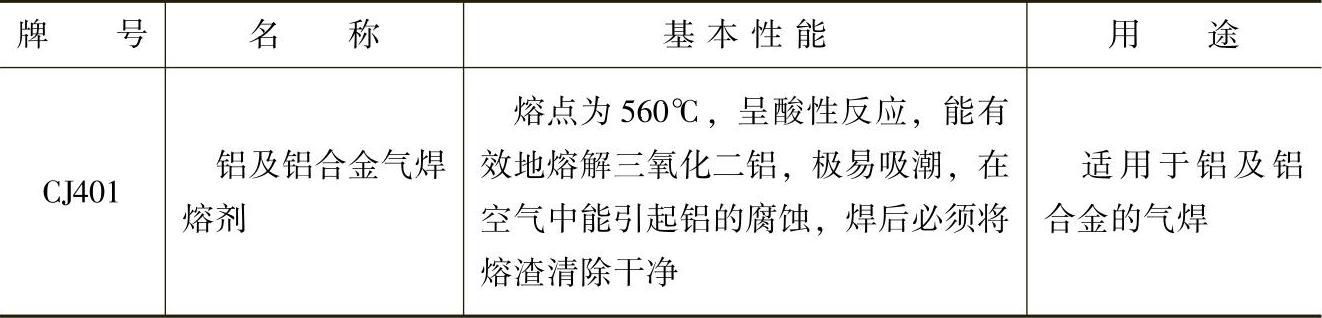
表10-11 常用气焊熔剂的牌号、性能及用途
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。