



1.碳弧气刨的操作过程
1)连接设备。
2)将刨枪放置在适当的位置,送风、检试风量。
3)检查设备接地,合闸送电,启动电源。
4)按伸出长度要求装好碳棒。
5)戴好焊工面罩,起刨。
6)在刨削过程中,要不断调节碳棒的伸出长度,并随时清除熔渣,检查刨削质量。
7)刨削结束后,关闭电源和风源,整理设备及工具,做到文明生产。
2.刨削操作姿势
碳弧气刨根据刨削位置的不同有多种操作姿势。其中平面直缝刨削有两种姿势:一种是和焊条电弧焊的操作姿势基本相同,操作者右手推刨枪,左手拿面罩,蹲在刨缝的侧面从右向左刨,但引燃起刨位置一般不应超过右膝,同时,操作者身体不能向刨削方向倾斜过大,以免影响刨削视线及刨削角度,随着刨削的进行,要随时调整身体的位置;另一种操作姿势是操作者蹲在刨削缝前,右手反推刨枪,由两膝间的前方向前刨削。采用这种方法,操作时视线好,易观察刨缝和沟槽的形状,适合刨削长直缝。
3.刨削操作要点
1)刨削时,碳棒和工件的角度应控制在一定范围内,如图10-15所示。
2)碳棒伸出长度应在80~100mm范围内,最短为35~40mm,否则会烧坏刨枪。
3)当刨削速度过快时,易产生夹碳,使刨削工作无法进行下去,此时应从夹碳缺陷前重新起刨,如图10-16所示,但不得刨深。
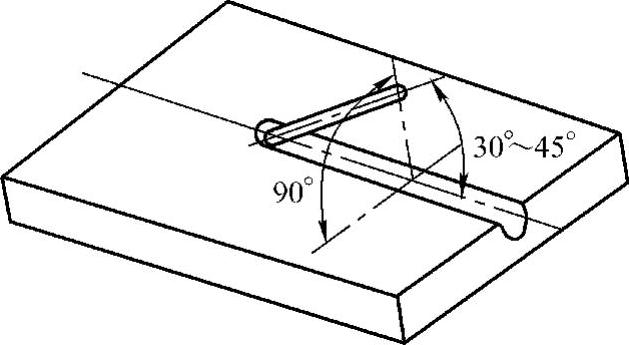
图10-15 碳棒与工件之间的角度
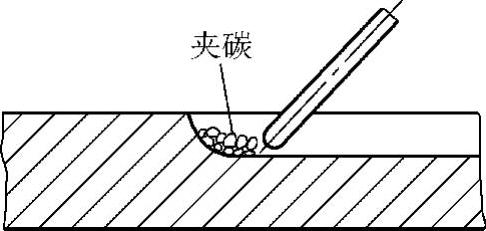
图10-16 夹碳缺陷的处理
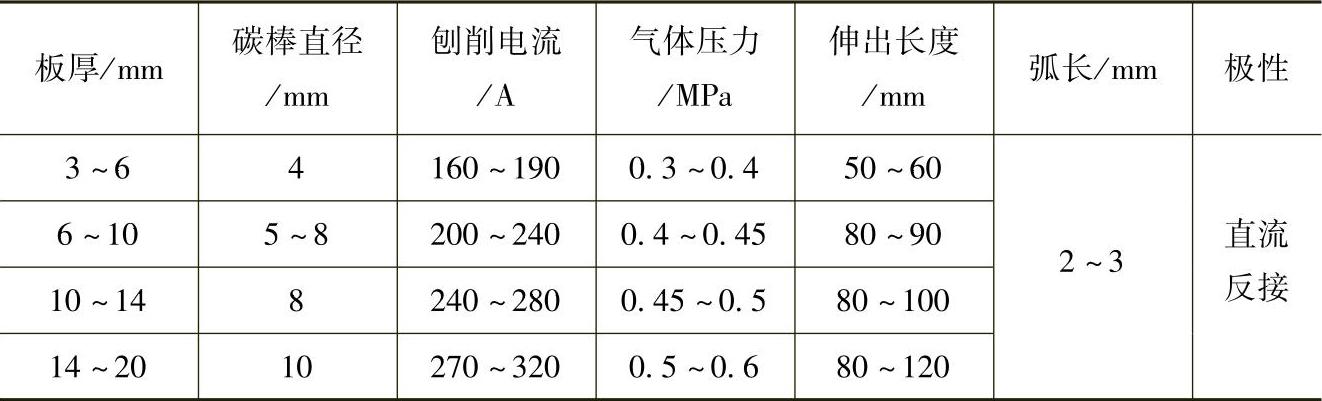
4)刨削工艺参数见表10-9。(https://www.xing528.com)
表10-9 碳弧气刨刨削工艺参数
5)坡口的刨削顺序如图10-17所示。图10-17a所示的刨削顺序适用于中厚板坡口的刨削及缺陷的清理,图10-17b所示的刨削顺序适用于大厚度板坡口的刨削及缺陷的清理。
6)局部返修焊接缺陷时,刨削过渡面要圆滑,如图10-18所示,防止出现较大棱角。
7)刨削时要握稳刨枪,防止刨枪上下跳动,否则会造成缺陷,如图10-19所示。当刨削角度掌握不对时,会产生局部凹陷,如图10-20所示。
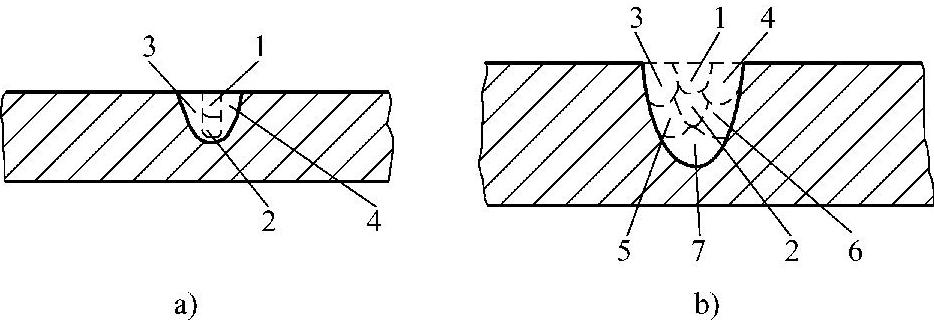
图10-17 坡口的刨削顺序
a)中厚板 b)大厚板
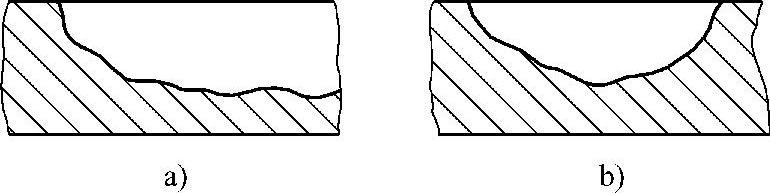
图10-18 局部缺陷刨削过渡面
a)纵剖面 b)横剖面
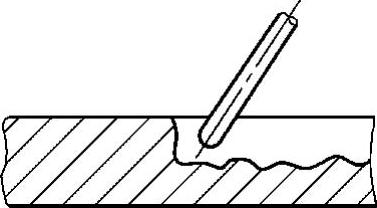
图10-19 刨削时刨枪上下跳动引起的缺陷

图10-20 刨削角度不对造成的缺陷
a)刨枪与刨削方向的角度不对造成的局部缺陷
b)刨枪与工件横向角度不对造成的局部缺陷
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。