



等离子弧焊接是借助水冷喷嘴对电弧的拘束作用,从而获得较高能量密度的等离子弧,而进行焊接的方法,如图10-10所示。
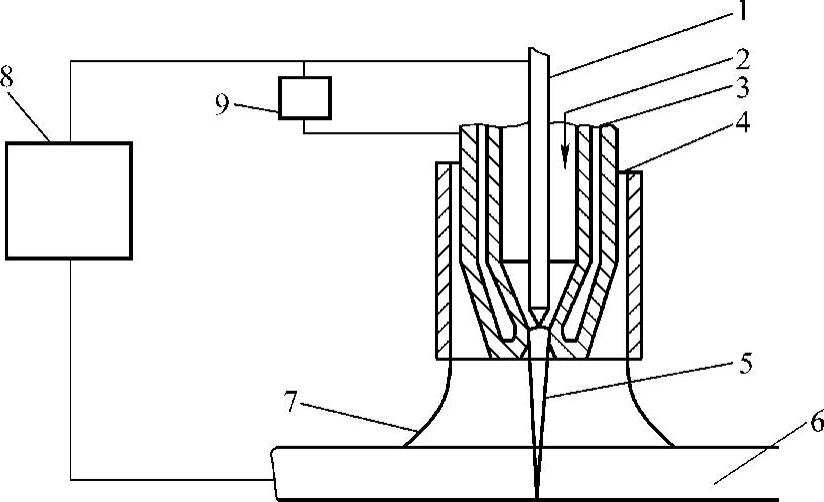
图10-10 等离子弧焊接示意图
1—电极 2—等离子气体 3—冷却水 4—保护气体 5—等离子弧 6—焊件 7—保护气层 8—电源 9—高频振荡器
等离子弧焊接电源采用具有陡降外特性的直流电源。
等离子弧焊接电极材料主要采用钍钨极和铈钨极两种。
等离子弧焊接采用的工作气体分等离子气体和保护气体,均为氩气、氦气或其与氢气的混合气体,其中使用最多的是氩气。在焊接不锈钢时可采用氩气+体积分数为5%~15%的氢气,焊接铜时可采用氮气或氦气。
1.穿透型等离子弧焊接
(1)工作原理及特点 穿透型等离子弧焊接是利用“小孔效应”实现等离子弧焊接的方法。在焊接时,用转移型弧的高密度能量及冲击力将焊件完全熔透并形成一个穿透焊件的小孔,如图10-11所示。随着焊枪的前移,熔化金属沿着电弧周围的熔池壁向熔池后方移动形成双面焊缝,这种穿透现象称为“小孔效应”。
穿透型等离子弧焊接多用于I形坡口单面焊双面成形和多层焊第一道焊缝的焊接。它具有焊接速度快、生产率高、焊接接头质量好、热影响区窄及焊接变形小等优点。
(2)焊接参数 穿透型等离子弧焊接的主要焊接参数有:工作气体流量、焊接电流、焊接速度和喷嘴距焊件距离等。
2.熔透型等离子弧焊接(https://www.xing528.com)
焊接过程中,只熔透焊件但不产生小孔效应的等离子弧焊接方法称为熔透型等离子弧焊接。此方法与钨极氩弧焊相似,适用于薄板、多层焊缝的盖面及角焊缝的焊接,但生产率高于钨极氩弧焊。
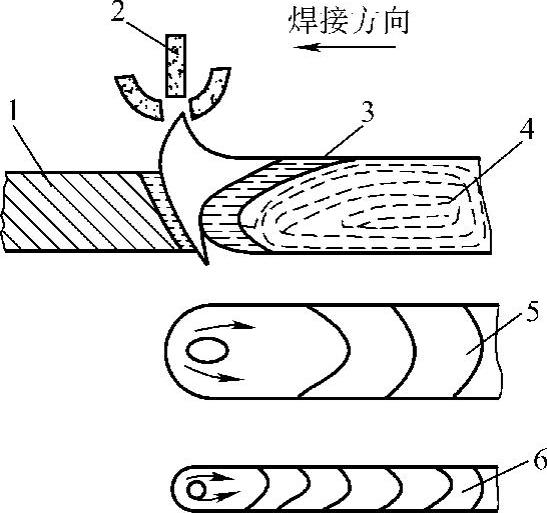
图10-11 穿透型等离子弧焊接焊缝形成示意图
1—焊件 2—焊枪 3—熔池 4—焊缝 5—正面焊缝 6—背面焊缝
3.微束等离子弧焊接
微束等离子弧焊接是利用小电流(通常小于30A)进行焊接的等离子弧焊接方法。微束等离子弧焊接时采用联合型弧,热源由转移型弧提供,非转移型弧起着在小电流焊接的情况下维持等离子体稳定的作用。由于焊接电流在30A以下,因此适宜焊接金属薄箔及丝网。
不同材料等离子弧焊接的焊接参数见表10-7。
表10-7 不同材料等离子弧焊接的焊接参数
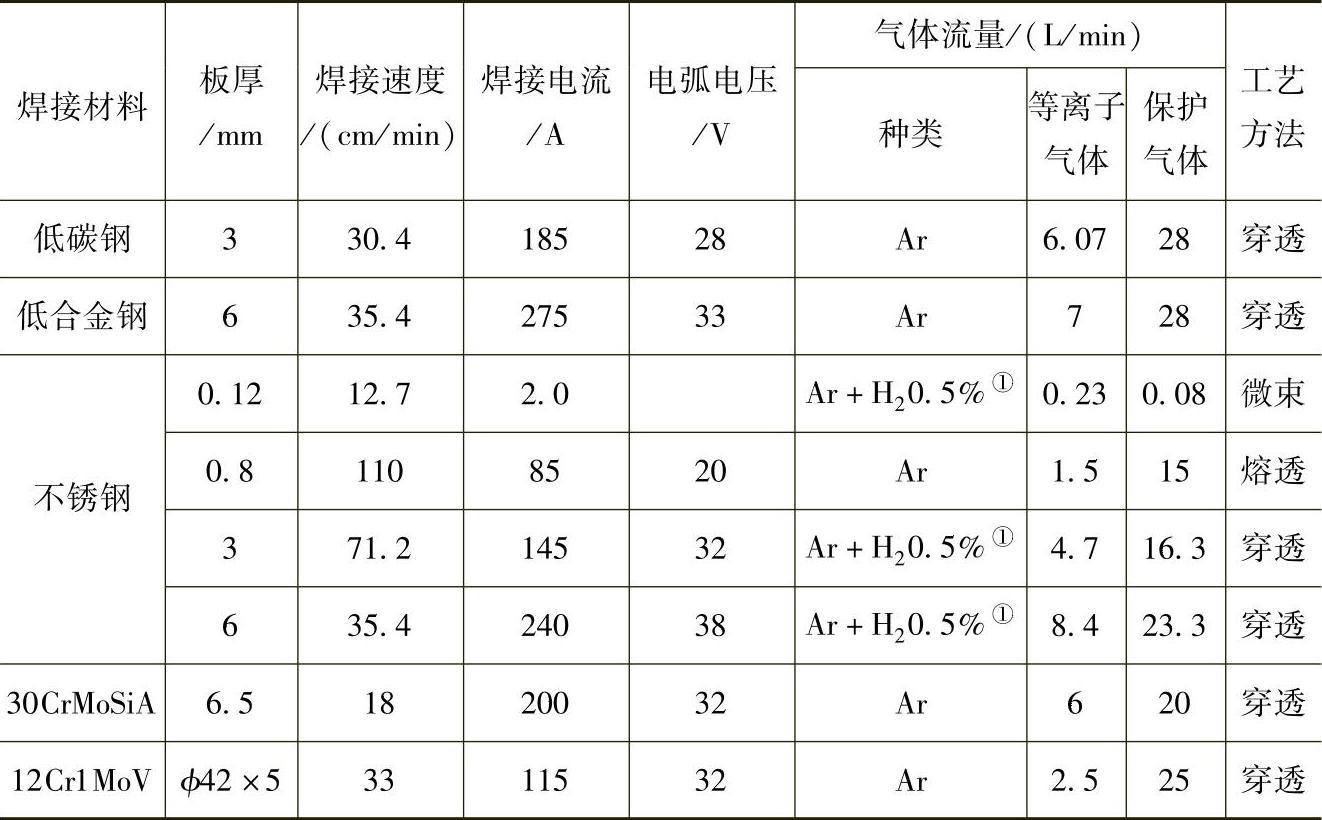
①指H2的体积分数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。