



对焊接质量和焊缝成形影响较大的焊接参数有:焊接电流、电弧电压、焊接速度、焊丝直径与伸出长度、焊丝与焊件的相对位置(焊丝倾斜角度)、装配间隙与坡口尺寸等,此外焊剂层厚度及粒度对焊缝质量也有影响。
1.焊接电流
当其他参数不变时,焊接电流对焊缝成形的影响如图10-2所示。

图10-2焊接电流对焊缝成形的影响
a)影响规律 b)焊缝形状的变化
焊接电流是决定熔深的主要因素。在一定范围内,焊接电流增加时,焊缝的熔深H和余高h都增加,而焊缝的宽度B增加不大。增大焊接电流能提高生产率,但在一定的焊接速度下,焊接电流过大会产生焊瘤及烧穿等缺陷;若焊接电流过小,则熔深不足,产生熔合不良、未焊透和夹渣等缺陷,并使焊缝成形变坏。
为保证焊缝的成形美观,在提高焊接电流的同时要提高电弧电压,使它们保持合适的比例关系,焊接电流与相应的电弧电压见表10-1。
表10-1 焊接电流与相应的电弧电压

2.电弧电压
其他焊接参数不变时,电弧电压对焊缝成形的影响如图10-3所示。
电弧电压是决定熔宽的主要因素。电弧电压增加时,弧长增加,熔深减小,焊缝变宽,余高减小。电弧电压过大时,熔剂熔化量增加,电弧不稳,严重时会产生咬边和气孔等缺陷。
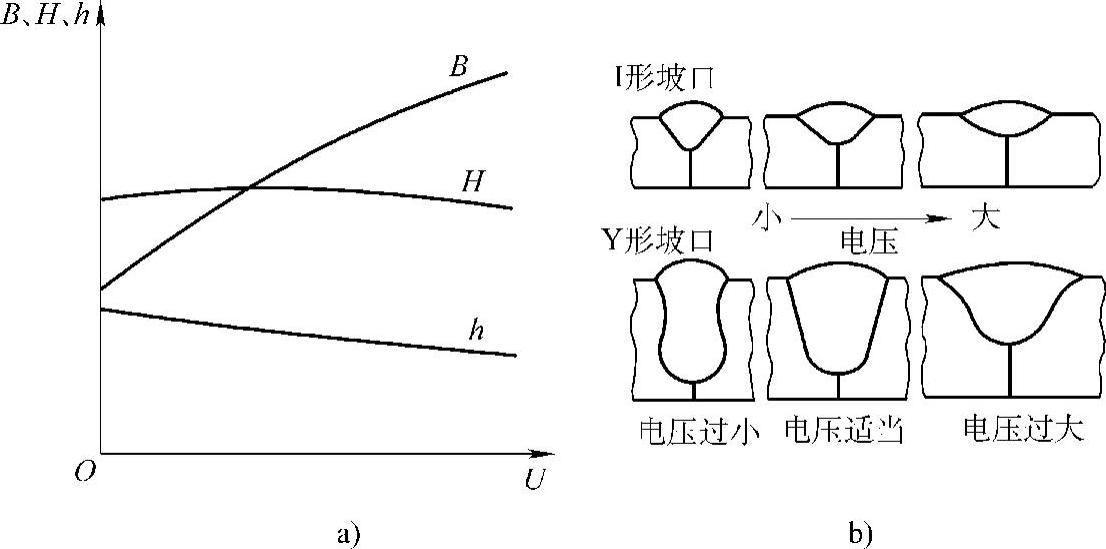
图10-3电弧电压对焊缝成形的影响
注:焊丝直径5mm,交流电源。
a)影响规律 b)焊缝形状变化
3.焊接速度
其他参数不变时,焊接速度对焊缝成形的影响如图10-4所示。
焊接速度增加时,母材熔合比较小。焊接速度过高时,会产生咬边、未焊透、电弧偏吹和气孔等缺陷,焊缝窄而成形不好。焊接速度太慢,则焊缝余高过高,形成宽而深的大熔池,焊缝表面粗糙,容易产生满溢、焊瘤或烧穿等缺陷。焊接速度过慢,电弧电压又太高时,焊缝截面呈“蘑菇形”,容易产生裂纹。
4.焊丝直径与伸出长度
焊接电流不变时,减小焊丝直径,因电流密度增加、熔深增大,焊缝成形系数减小。不同直径焊丝适用的焊接电流范围见表10-2。

图10-4 焊接速度对焊缝成形的影响
表10-2 不同直径焊丝适用的焊接电流范围

焊丝伸出长度增加时,熔敷速度和余高增加。
5.焊丝倾角的影响
单丝焊时,通常焊件放在水平位置,焊丝与焊件垂直,如图10-5b所示。
焊接时焊丝相对焊件倾斜,使电弧始终指向待焊部分的焊接操作方法叫前倾焊。焊丝前倾,焊缝成形系数增加,熔深浅,焊缝宽,如图10-5c所示,适于焊薄板。(https://www.xing528.com)
焊接时电弧永远指向已焊部分称为后倾焊。焊丝后倾时,熔深与余高增大,熔宽明显减小,焊缝成形不良,如图10-5a所示,一般只用于多丝焊的前导焊丝。
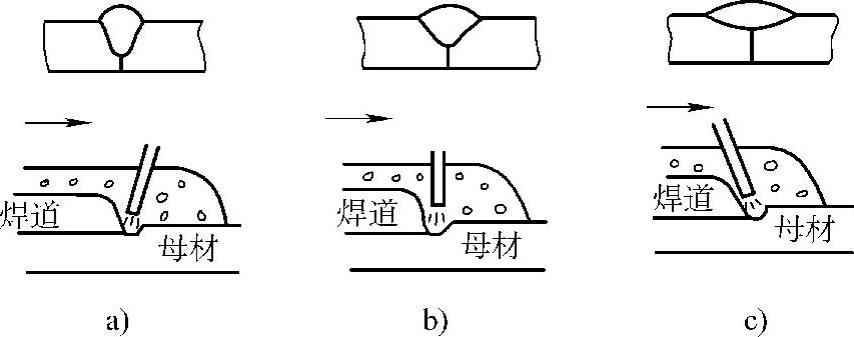
图10-5焊丝倾角对焊缝形状的影响
a)焊丝后倾 b)焊丝垂直 c)焊丝前倾
6.焊件位置的影响
上坡焊或下坡焊对焊缝成形的影响如图10-6所示。
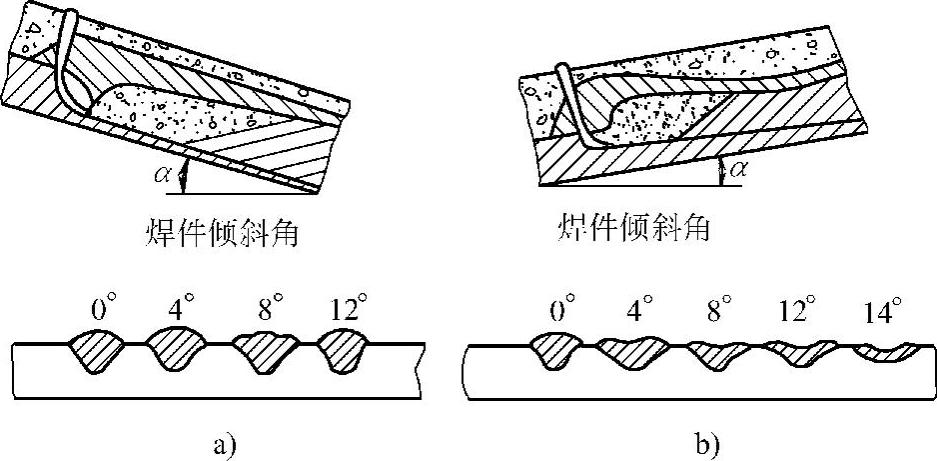
图10-6 焊件位置对焊缝成形的影响
a)上坡焊 b)下坡焊
7.装配间隙与坡口角度的影响
在其他焊接参数不变的条件下,装配间隙与坡口角度增大时,熔合比与余高减小,熔深增大,但焊缝厚度大致保持不变,如图10-7所示。
8.焊剂层厚度与粒度
焊剂层太薄时,容易露弧,电弧保护不好,容易产生气孔或裂纹;焊剂层太厚时,焊缝变窄,成形系数减小。

图10-7 装配间隙与坡口角度 对焊缝成形的影响
一般情况下,焊剂粒度对焊缝成形影响不大,但采用小直径焊丝焊薄板时,焊剂粒度对焊缝成形有影响。若焊剂颗粒太大,电弧不稳定,焊缝表面粗糙,成形不好;焊剂颗粒小时,焊缝表面光滑,成形好。
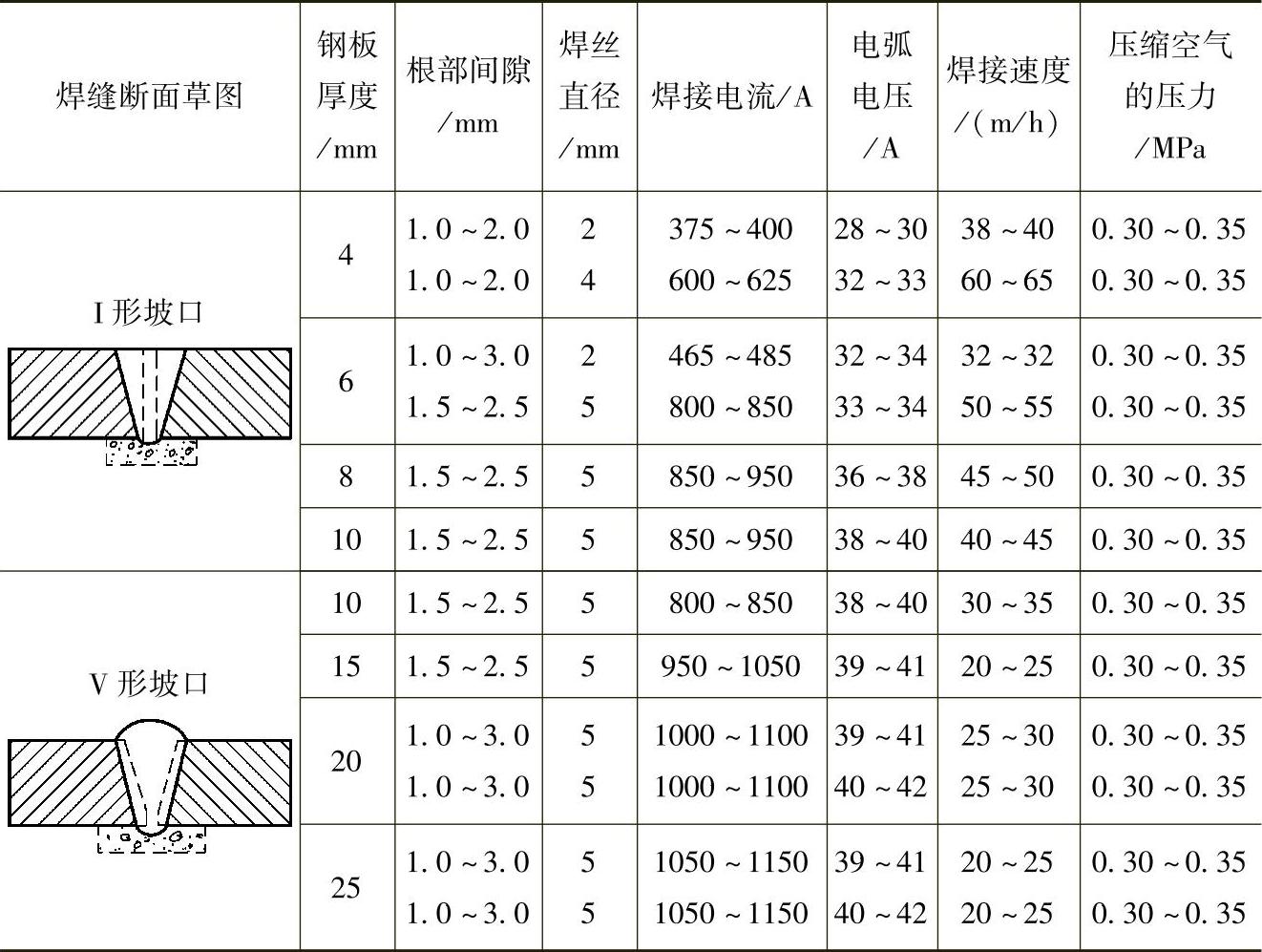
船形位置埋弧焊的焊接参数见表10-3,双面对接埋弧焊的焊接参数见表10-4,手工封底对接埋弧焊的焊接参数见表10-5,用焊剂衬垫的单面对接埋弧焊的焊接参数见表10-6。
表10-3 船形位置埋弧焊的焊接参数

表10-4 双面对接埋弧焊的焊接参数

(续)

表10-5 手工封底对接埋弧焊的焊接参数

(续)

表10-6 用焊剂衬垫的单面对接埋弧焊的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。