



1.TIG焊薄板对接平焊
对接焊要注意焊缝正、背面的成形特点。对厚3mm的板,根部间隙可为0mm,焊接电流90~120A。焊前坡口两侧各50mm宽的区域内要清理干净。
1)焊枪及填丝角度如图9-14所示。焊枪与焊缝成70°~80°,与母材保持90°夹角。焊丝与板面成15°~20°夹角。
2)填丝方法如图9-15所示。焊丝对准熔池的前端,有节奏地适量熔入,保持焊缝波形的均一性。
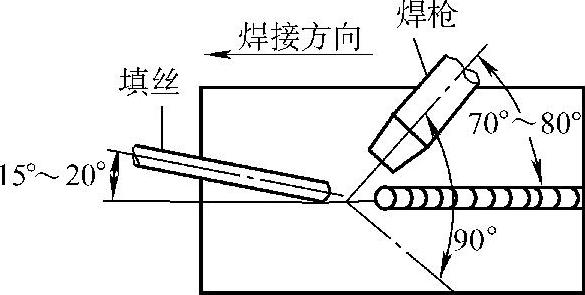
图9-14 对接TIG平焊焊枪及填丝角度
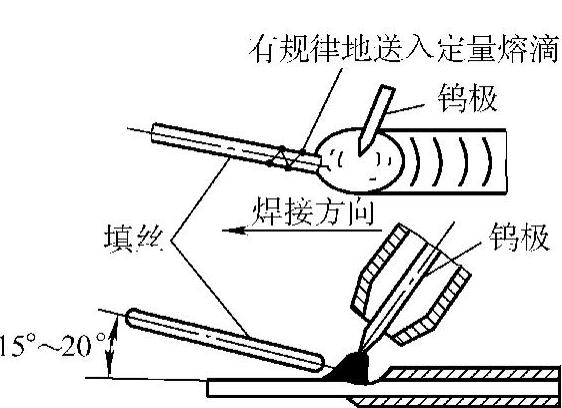
图9-15 对接TIG平焊填丝方法示意图
3)弧坑的填充方法有两种。一种是连续填充法(见图9-16),即在距焊缝终端约5mm之前的位置,钨极瞬间停止移动,使焊丝较多地送入,填满弧坑,使弧坑处的焊缝宽度与高度同其他地方基本相当。
第二种方法是断续填充法(见图9-17)。断续填充弧坑要注意防止熔合不良,要确认前一层熔化后,方可使熔滴滴入。方法是在焊接停止区域熔化后,将焊丝送入并立即断弧。此时焊枪仍在原位置,以便保护弧坑表面。经过0.5~2s左右,待弧坑熔化金属凝固后,再于该处引弧并送入焊丝再断弧。这样反复操作1~3次,使弧坑逐渐减小,并得到满意的余高。
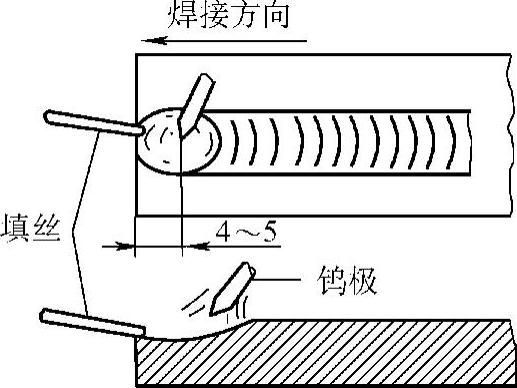
图9-16 对接TIG平焊收弧的连续填充法
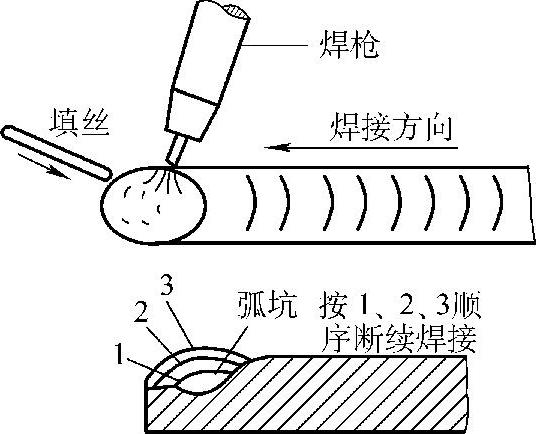
图9-17 对接TIG平焊收弧的断续填充法
4)TIG焊的引弧操作方法与熔化极焊接时基本相同,即按上述焊枪角度,在距焊缝始端处10~15mm前方引弧(通过高频电或高压脉冲),然后迅速返回始端,母材熔化后即开始正常焊接。
2.TIG焊薄板对接立焊技术
对接立焊时,要注意正面和背面成形的状态。母材的清理方法与平焊时相同。对于厚3mm的母材,采用的焊接电流为80~110A,氩气流量为10L/min,工件根部间隙为0mm。
1)焊枪状态如图9-18和图9-19所示,即焊枪与焊接方向成70°~80°夹角,与母材表面保持90°夹角。
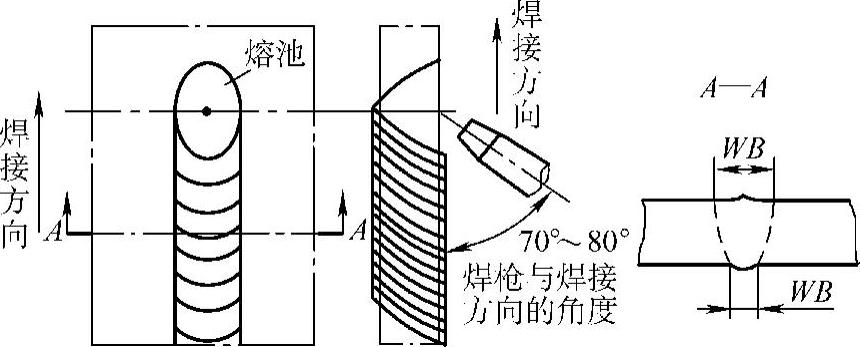
图9-18 对接TIG立焊焊枪状态WB—焊缝熔宽
2)填丝角度如图9-20所示,与焊缝成20°~30°为宜。
3)填丝要对准熔池的前沿(见图9-21),采用如图所示的运丝方式,不至保护气流紊乱。
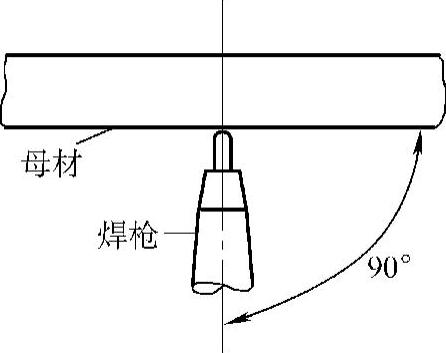
图9-19 对接TIG立焊焊枪与母材表面的夹角
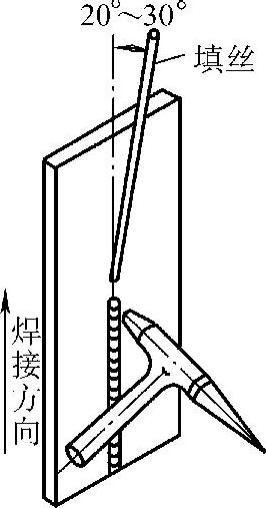
图9-20 对接TIG立焊填丝角度
4)收弧处理如图9-22所示,分三次断续焊,填满弧坑。这样做有利于防止终端处的金属下垂,但在断续焊时要特别注意防止产生熔合不良的现象。
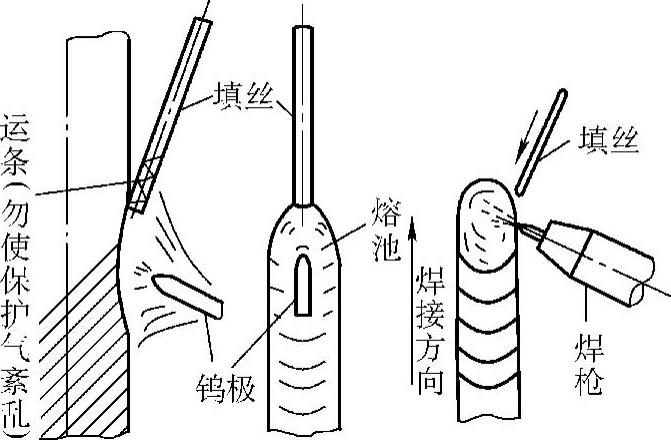
图9-21 对接TIG立焊填丝对准位置及运丝方式
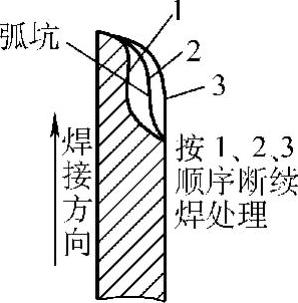
图9-22 对接TIG立焊收弧处理方法
3.TIG平角焊技术
T形接头水平角焊时,板厚3mm,取焊接电流100~130A,钨极伸出长度6~9mm(自喷嘴端部算起),氩气流量5~8L/min。
1)焊枪状态、填丝角度如图9-23所示。
2)电弧长度保持2~3mm。
3)钨极对准接头根部。
4)确认母材的接头处充分熔化后送进填丝。
5)填丝前端位置如图9-24所示,使熔滴自熔池的上方流入。T形接头平角焊时,立板侧易产生咬边,底板侧易产生焊瘤。为防止这些缺陷,焊枪角度和钨极对准位置非常重要,同时也要考虑金属重力的作用。
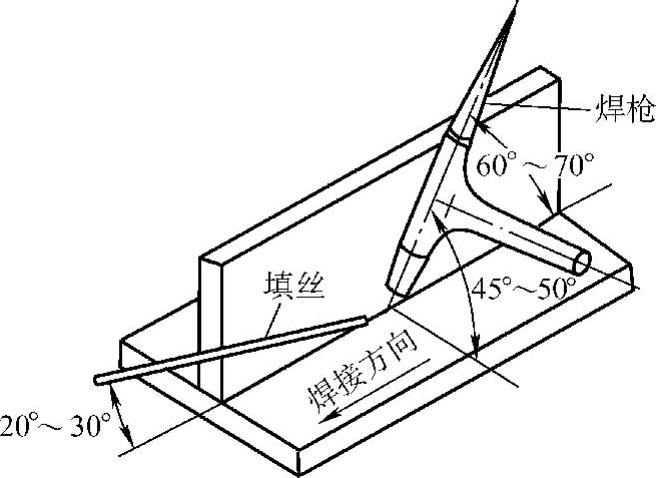
图9-23 TIG平角焊焊枪状态及填丝角度
6)弧坑处理的要领与平焊和立焊相同。
7)获得的焊缝断面形状如图9-25所示,表面稍呈凹状为佳。
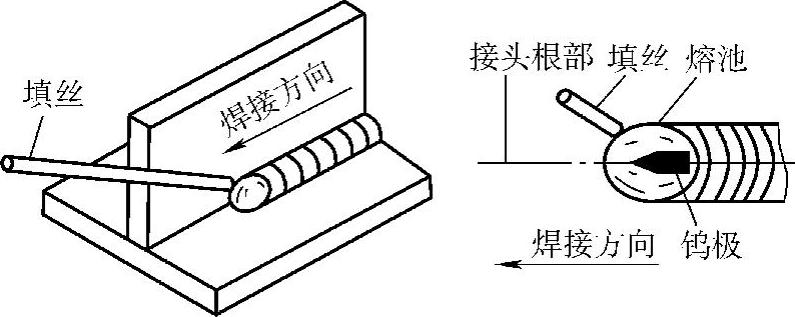
图9-24 TIG平角焊填丝端部位置
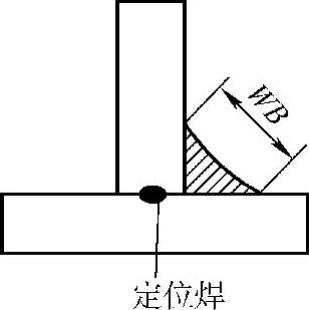
图9-25焊缝断面形状
4.薄板角接接头焊接技术
板厚3mm,氩气流量10L/min,焊接电流70~100A,钨极伸出长度1~2mm。角焊缝焊接时,如在坡口两侧母材熔化过多,则会产生咬边和焊瘤缺陷。故在操作中要注意掌握好焊枪角度和填丝角度等。
1)焊枪状态和填丝角度如图9-26所示,其中填丝与焊接方向成20°~30°夹角,与母材面所成的角度与焊接方向一致。
2)钨极前端对准水平板与垂直板的交点(见图9-27)。
3)填丝的对准位置如图9-28所示。如果填丝对准位置在图中位置的下方,则易产生图9-29所示的咬边、焊瘤。
4)应在确认母材充分熔化后,填丝进行焊接。
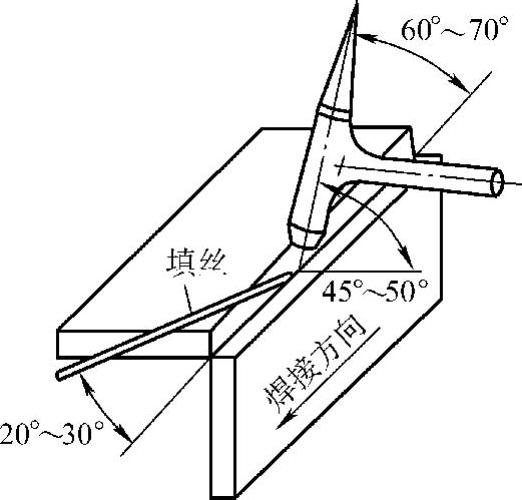
图9-26 TIG角焊焊枪状态与填丝角度
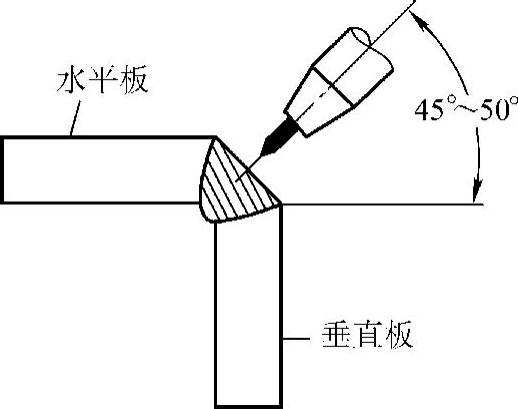
图9-27 TIG角焊钨极尖端位置
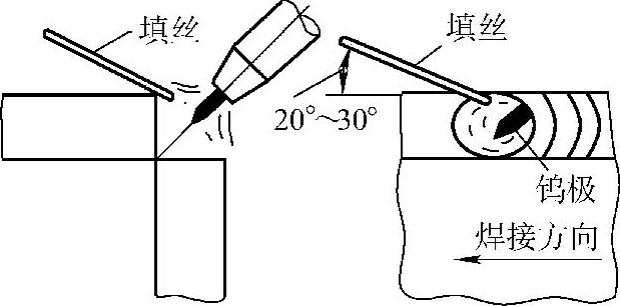
图9-28 TIG角焊填丝的对准位置
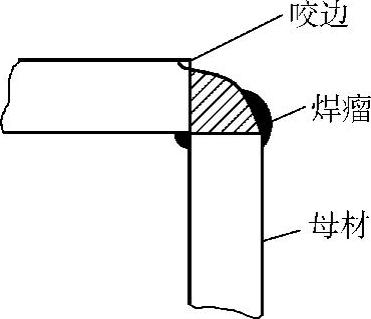
图9-29 TIG角焊产生的咬边与焊瘤
5.TIG焊薄板横焊技术
要注意焊接顺序和要领,以获得适当的正面焊缝和背面焊缝。板厚3mm的薄板对接TIG横焊时,焊接电流90~120A,氩气流量10L/min。I形对接,间隙为0mm。
1)钨极伸出长度3mm。
2)电弧长度3~4mm。
3)焊枪状态如图9-30所示,焊枪与焊接方向成70°~80°夹角,与母材表面成100°夹角。
4)填丝角度如图9-31所示。
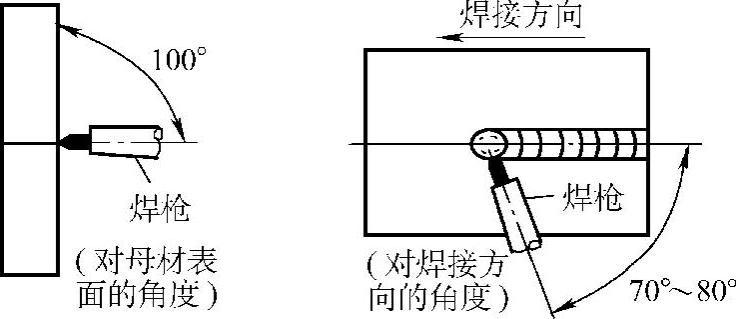
图9-30 TIG横焊焊枪状态
5)填丝对准位置如图9-32所示,即对准熔池中的上方。如果操作不当,填丝熔化金属流入熔池过量,则会在焊缝下趾端产生焊瘤。
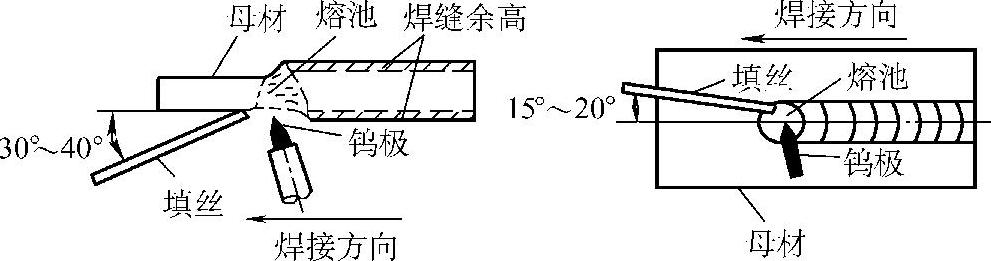
图9-31 TIG横焊填丝角度
6)弧坑处理方法与立焊相同(见图9-22)。(https://www.xing528.com)
总之,TIG对接横焊时,要通过焊枪状态和填丝角度及填丝位置等的合理控制,防止两个最易出现的缺陷,即焊缝上趾端的咬边和下趾端的焊瘤。
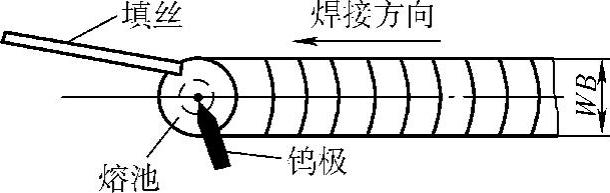
图9-32 TIG横焊填丝对准位置
6.TIG焊薄板对接仰焊技术
板厚3mm,I形对接,间隙为0mm。焊接电流90~120A,氩气流量12L/min。
1)钨极伸出长度3mm。
2)焊枪状态如图9-33所示,焊枪与焊接方向成80°~90°夹角,与母材表面保持90°夹角。
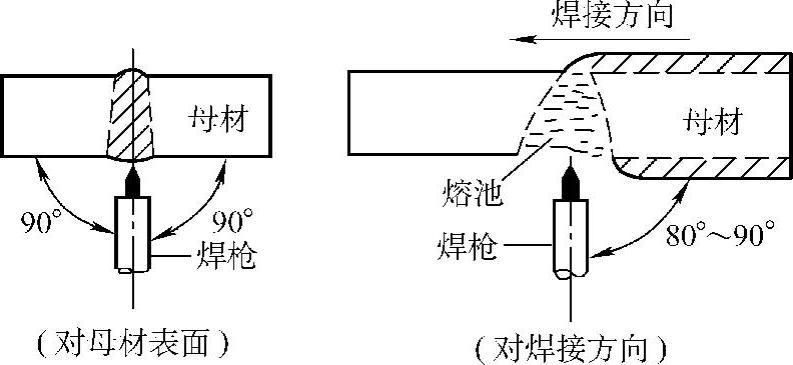
图9-33 对接TIG仰焊焊枪状态
3)填丝角度如图9-34所示。
4)填丝对准位置如图9-35所示。
5)弧坑处理方法与立焊时相同(见图9-22)。
仰焊的姿势最为不便,目视判断熔池的感觉控制亦不稳定,焊枪及填丝操作也容易失控,因此最易产生缺陷,故要特别注意其操作要领。
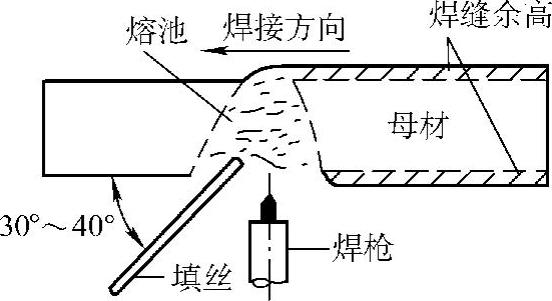
图9-34 对接TIG仰焊填丝角度
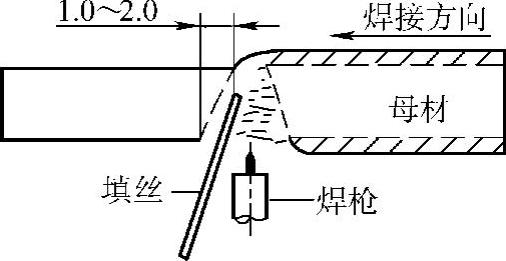
图9-35对接TIG仰焊填丝对准位置
7.TIG船形焊技术
T形接头船形位置TIG焊,板厚3mm,钨极伸出长度6~9mm,氩气流量5~8L/min,焊接电流90~120A。
1)焊枪状态和填丝角度如图9-36所示,焊枪与两板面均成45°角,与焊接方向成70°~80°角;填丝与焊接方向成20°~30°角。
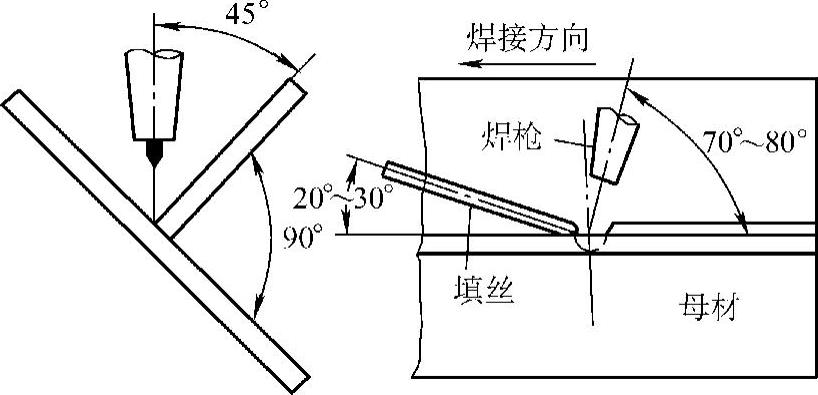
图9-36 船形TIG焊焊枪状态与填丝角度
2)确认母材的接头根部充分熔化后供给填丝。
3)填丝的前端位于熔池的前沿(见图9-37)。
4)焊缝形状如图9-38所示,表面平滑且略呈凹形为佳,焊缝宽度(WB)以4~5mm为宜。根据熔池面积,适当控制填充金属的流入量,可以防止船形焊时焊缝趾端处咬边,亦可使接头根部熔透良好。
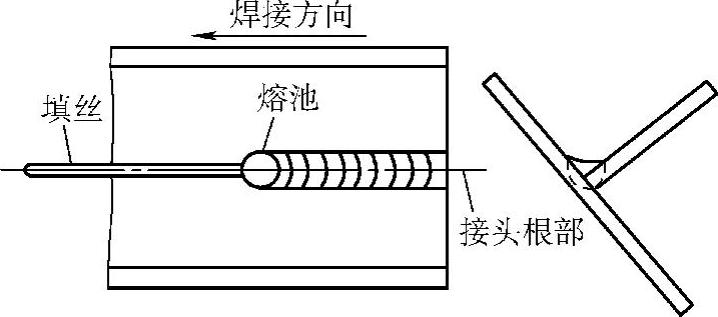
图9-37 船形TIG焊填丝前端位置
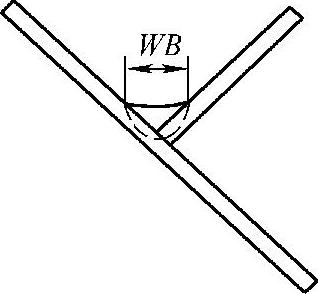
图9-38 船形TIG焊焊缝形状
5)焊道连接方法如图9-39所示。在距②之前10~15mm的①处引弧,形成与已焊焊道同宽的熔池②再前进(此时不填丝),弧坑区充分熔化后填入焊丝开始焊接。要注意防止产生引弧缺陷。
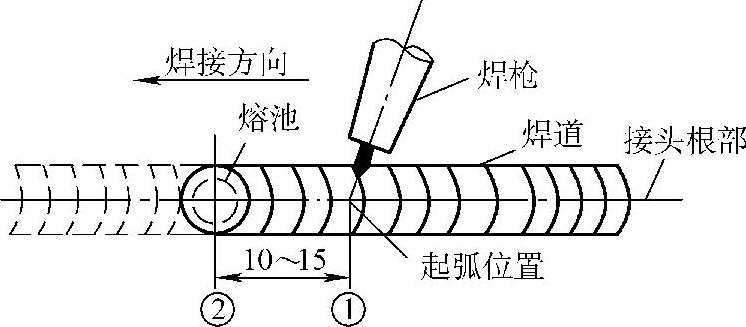
图9-39 船形TIG焊焊道连接方法
6)弧坑处理方法与平焊相同。
8.T形接头立焊技术
T形接头立焊时,焊丝熔化金属注入熔池比船形焊困难,填丝前端球化,特殊情况下熔滴附着在钨极上,有时造成熄弧。另外,如果填丝不规范,会造成未焊透,焊缝也呈凸形,焊缝趾端处产生咬边。所以,要特别注意填丝角度、填丝位置和填丝量。
T形接头立焊,板厚3mm,钨极伸出长度6~9mm,焊接电流约110A,氩气流量5~8L/min。
1)焊枪角度如图9-40所示,与焊接方向成60°~70°夹角,与母材表面成45°夹角。
2)电弧长度保持2~3mm。
3)钨极前端对准接头根部,母材充分熔化后,将焊枪沿焊接方向移动。
4)填丝角度如图9-41所示,与焊缝轴线成30°~40°夹角,这样的角度便于熔化的焊丝流入熔池。
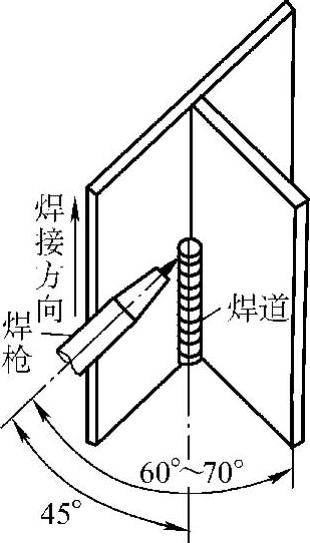
图9-40 T形接头TIG立焊焊枪的角度
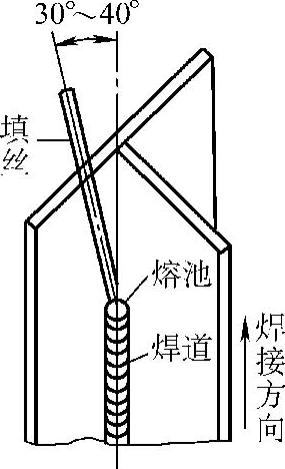
图9-41 T形接头TIG立焊填丝角度及前端位置
5)填丝的前端如图9-41所示,要处于熔池的前沿。根据目视判断熔池,填丝时要进给适量。
6)焊缝形状如船形者(见图9-38)为佳。
9.TIG焊T形接头横焊技术
板厚3mm,钨极伸出长度6~9mm,焊接电流90~120A,氩气流量7~10L/min。
1)焊枪角度如图9-42所示。
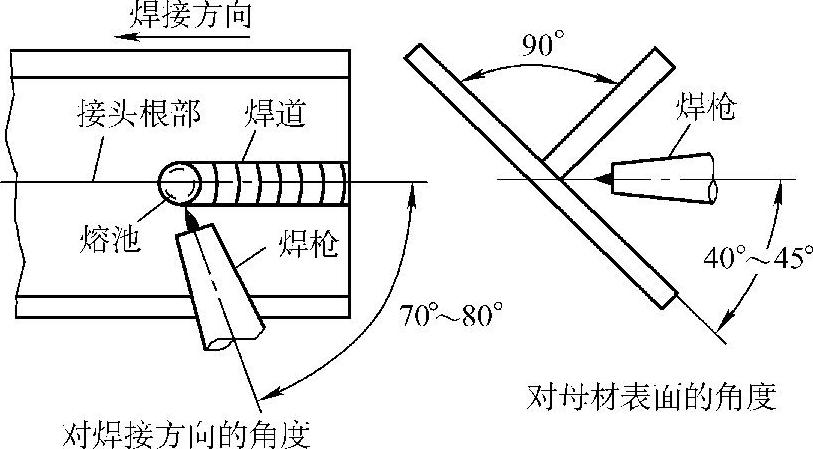
图9-42 T形接头TIG横焊焊枪角度
2)填丝角度如图9-43所示,填丝的前端位于熔池前沿偏上处。
3)接头根部充分熔化并出现适当的熔池形状后,填充适量的焊丝。
4)焊缝宽度为4~5mm(见图9-38),焊缝表面要平滑,以略呈凹状为佳。
横焊时,填丝操作较为困难,即使电弧长度、焊枪角度、焊接电流、焊接速度等适当,如果填丝不均匀,也易造成焊缝成形不良、咬边、焊瘤等缺陷,因此要特别注意填丝的均匀操作。
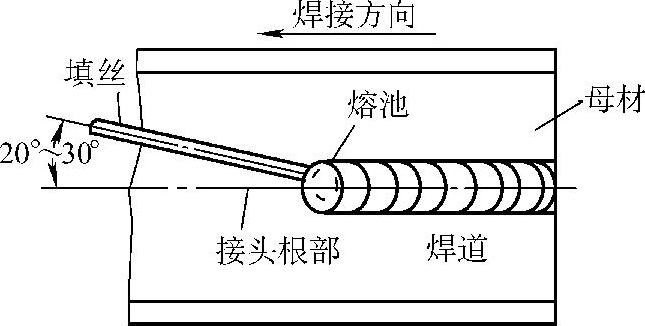
图9-43 T形接头TIG横焊填 丝角度及前端位置
10.TIG焊T形接头仰焊技术
板厚3mm,钨极伸出长度6~9mm,焊接电流90~120A,氩气流量10~12L/min。
1)焊枪角度如图9-44所示,与焊接方向成80°~90°夹角,与母材表面成40°~50°夹角。
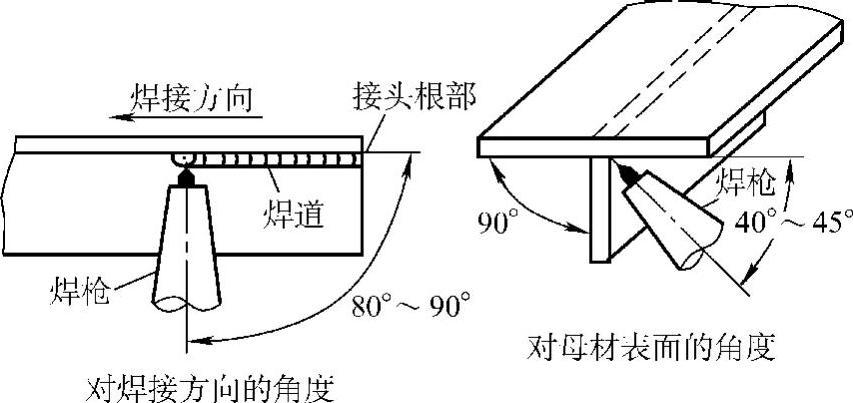
图9-44 T形接头TIG仰焊焊枪角度
2)电弧长度2~3mm。
3)钨极前端始终对准接头根部略偏上方的位置。
4)填丝角度如图9-45所示。
5)确认接头根部充分熔化,并根据熔池大小供给适量的焊丝,注意不要产生熔化金属的下垂以及熔合不良。
6)填丝的前端应处于熔池中心偏上方的位置(见图9-45)。
7)焊缝宽度以4~5mm为佳。
仰焊时尤其要注意尽量使焊接姿态舒适自如,这样才能稳定地运行焊枪和正确而均匀地填丝,最终获得优质接头。
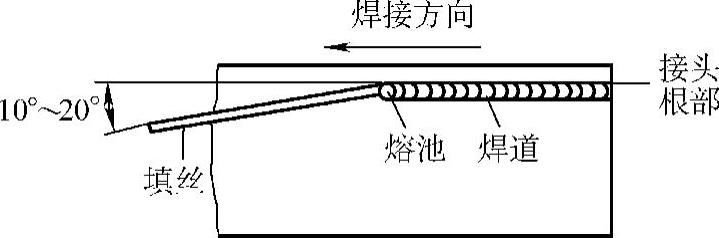
图9-45 T形接头TIG仰焊填丝角度及前端位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。