



1.焊枪、焊丝与焊件之间的角度及握枪方法
正确选择和掌握持枪方法是焊接操作顺利进行与获得高质量焊缝的保证,持枪方法如图9-7所示。
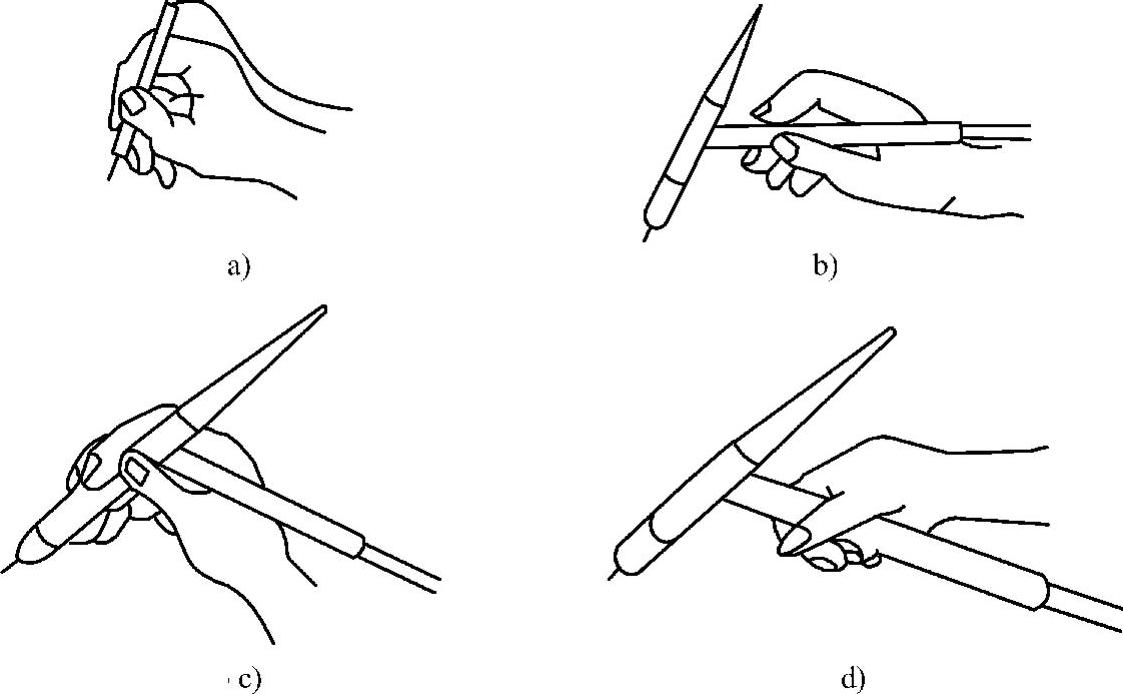
图9-7 持枪方法
图9-7a为小型焊枪握法:一般多用于100~150A的小电流焊枪,适用于焊薄板。
图9-7b为“T”形焊枪握法之一:用于150A、200A、300A的“T”形焊枪,应用较广。
图9-7c为“T”形焊枪握法之二:用于150A、200A“T”形焊枪。此种握法最稳,适用于要求严格处。
图9-7d为“T”形焊枪握法之三:用于500A“T”形焊枪。焊接厚板及立焊、仰焊时多采用此种握法,150A、200A、300A“T”形焊枪也可采用此握法。对于操作不熟练者,在采用图9-7d所示的持枪方法时,可将其余二指触及焊缝旁作为支点,也可用其中两指或一指作支点。要稍用力握住,这样能有效地保证电弧长度稳定一致,方便地运用短弧焊。左手持焊丝,严防焊丝与钨极接触,以免产生飞溅、夹钨,破坏气体保护层,影响焊缝质量。
平焊时,焊枪、焊丝与工件的角度如图9-8a所示。焊枪角度过小,降低了氩气保护效果。角度过大,操作及加丝比较困难。对某些易被空气污染的材料(如钛合金)等,应尽可能使焊枪与工件夹角为90°,以确保氩气保护良好。
环焊时,焊枪、焊丝与工件的角度和平焊区别不大,但焊件的转动是逆焊接方向的,如图9-8b所示。
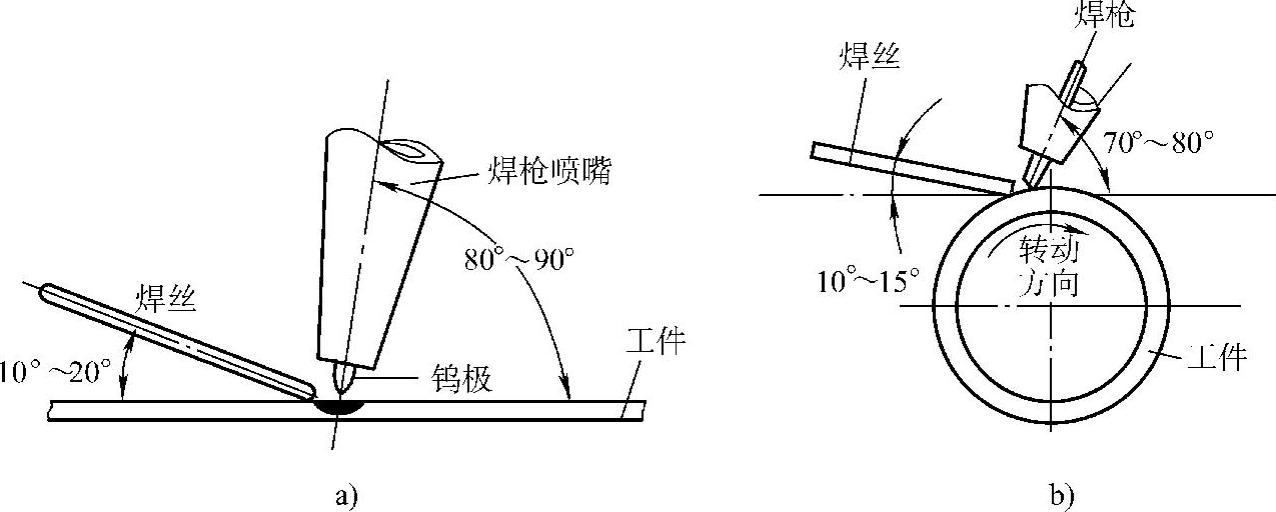
图9-8 焊枪、焊丝与工件角度
a)平焊 b)环形焊
2.送丝的基本操作方法
手工钨极氩弧焊时,送丝的方法有如下两种。
(1)连续送丝法 将焊丝夹持在左手大拇指的虎口处,前端夹持在中指和无名指之间,靠大拇指来回反复均匀地用力,推动焊丝向前送向熔池中。中指和无名指夹稳焊丝控制及调节方向,手背可依靠在工件上增加其稳定性,大拇指的往返推动频率可由填充量及焊接速度而定,如图9-9所示。采用连续送丝法,对于要求双面成形的焊件,速度快且质量好,可以有效地避免内部凹陷缺陷。
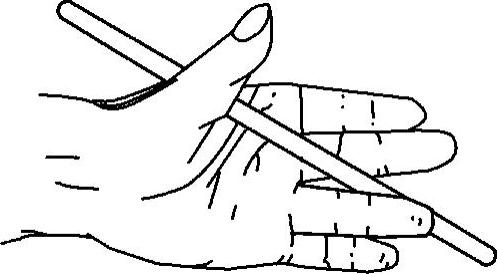
图9-9 连续送丝操作方法
(2)断续送丝法 以左手拇指、食指、中指捏紧焊丝,手指不动,只起夹持作用,靠手或小臂沿焊缝前后移动和手腕的上下反复动作,将焊丝加入熔池。此法适用于对接间隙较小、有垫板的薄板或角焊缝的焊接。但此方法使用电流小,焊接速度较慢,当组对间隙过大或电流不恰当时,熔池温度难以控制,易产生塌陷。
(3)送丝的注意事项
1)夹持焊丝不能太紧,以免焊丝不动。送丝时,注意焊丝与工件的夹角为10°~20°,从熔池前沿点进,焊丝端头应始终处在氩气保护区内,以免高温氧化,造成缺陷。
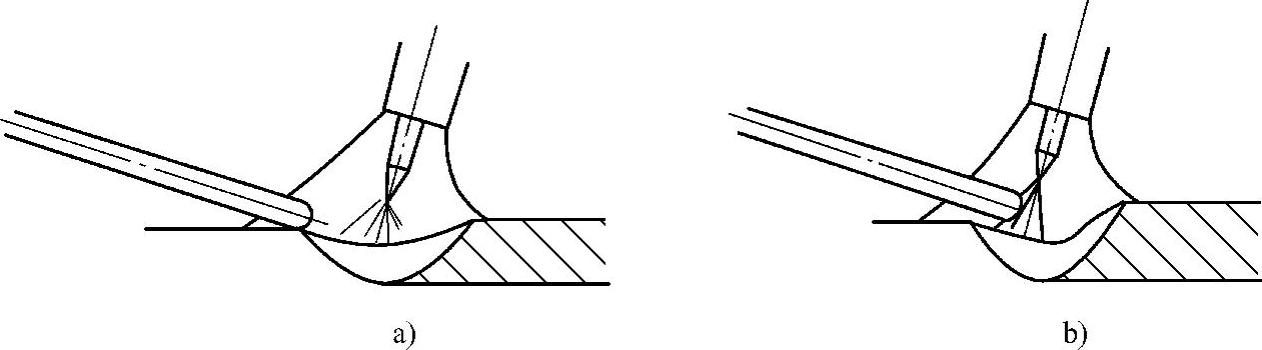
2)送丝时,应等焊件金属两侧熔化后再送,以免造成熔合不良,不应把焊丝直接放在电弧下面,以免发生短路,焊丝不应以“滴渡”滴向熔池。正确的送丝部位如图9-10所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-10正确的送丝部位
a)正确 b)不正确
3)焊丝加入动作要熟练、均匀。过快,焊缝余高大;过慢,焊缝易出现凹下和咬边现象。
4)坡口间隙大于焊丝直径时,焊丝应跟随电弧作同步横向摆动,送丝速度均应与焊接速度相适应。
5)撤回焊丝时,切记不要让焊丝端头撤出氩气保护区,以免焊丝端头被氧化,在下次点进时,进入熔池,造成氧化物夹渣或产生气孔。
3.焊枪运走形式
钨极氩弧焊一般采用左焊法,焊枪作直线移动。为了获得比较宽的焊道,保证两侧熔合质量,氩弧焊枪也可作横向摆动,同时焊丝随焊枪的摆动而摆动。为了不破坏氩气对熔池的保护,应切记摆动频率不能太高,幅度不能太大,保持喷嘴高度不变。常用的焊枪运走形式如下:
(1)直线移动 根据所焊材料和厚度不同,通常有两种方法。
1)直线匀速移动。焊枪沿焊缝作平稳的直线匀速移动,适合于不锈钢、耐热钢等薄件的焊接。其优点是电弧稳定,避免焊缝重复加热,氩气保护效果好,焊接质量稳定。
2)直线断续移动。主要用于中等厚度材料(3~6mm)的焊接。在焊接过程中,焊枪按一定的时间间隔停留和移动。一般在焊枪停留时,当熔池熔透后,加入焊丝,接着沿焊缝纵向作间断的直线移动。
(2)横向摆动 根据焊缝的尺寸和接头形式的不同,要求焊枪作小幅度的横向摆动。按摆动方法不同,可分为两种形式,如图9-11所示。
1)月牙形摆动。焊枪的横向摆动是划弧线,两侧略停顿并平稳向前移动。这种运动适用于大的T形接头角焊、厚板的搭接接头焊接、开V形及X形坡口的对接焊或特殊要求加宽的焊接。

图9-11 焊枪横向摆动示意图
a)月牙形摆动 b)斜月牙形摆动
2)斜月牙形摆动。焊枪在沿焊接方向移动的过程中划倾斜的圆弧。这种运动适用于不等厚的角接焊和对接焊的横向焊缝。焊接时,焊枪略向厚板一侧倾斜,并在厚板一侧停留时间略长。
4.左焊法与右焊法
(1)左焊法 在焊接过程中,焊枪从右向左移动,焊接电弧指向待焊部分,焊丝位于电弧前面。
(2)右焊法 在焊接过程中,焊枪从左向右移动,焊接电弧指向已焊部分,焊丝位于电弧后面。
左焊法便于观察和控制熔池温度,操作者易于掌握。适宜于焊接薄板和对质量要求较高的不锈钢等材料。由于电弧指向未焊部分,有预热作用,故焊速快,焊道窄,焊缝在高温停留时间短,对细化焊缝金属晶粒有利。
右焊法不便于观察和控制熔池,但由于右焊法焊接电弧指向已凝固的焊缝金属,使熔池冷却缓慢,有利于改善焊缝金属组织,减少产生气孔、夹渣的可能性。在相同的热输入下,右焊法比左焊法熔深大,适合于焊接厚度较大、熔点较高的焊件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。