



环焊缝主要是针对管子的焊接而言。根据管子的位置可分为垂直管和水平管的焊接;根据管子可否转动,通常分为水平回转管和水平固定管的焊接。其中垂直管的焊接相当于横焊,不再介绍。下边仅叙述水平回转管和水平固定管的焊接要领。
1.水平回转管的焊接
水平回转管焊接时是管子回转,焊枪固定不动。管子的回转速度即是焊接速度,这是一种自动焊方法。根据管子壁厚的不同,可选定合适的焊枪指向位置,如图8-28所示。如果是薄壁管,焊枪指向3点处,这时相当于向下立焊,壁薄而要求熔深浅,采用快速焊接可获得良好的焊缝成形。如果是厚壁管,则焊枪指向位置偏离12点处一定的距离L,这个L值的大小直接影响焊道成形。由图8-28b可见,当L过小时,熔深较大或余高凸起,成为梨形焊道;L过大时,熔深较小而表面下凹,趾端熔合不良,甚至形成焊瘤;只有当L适宜时,焊缝熔透,形状呈盆底状,余高适中,趾端平滑,成形理想。因此,对于厚壁管,可通过L值的合理调整,获得良好的焊缝形状。管子的直径越大,则L值越趋减小。
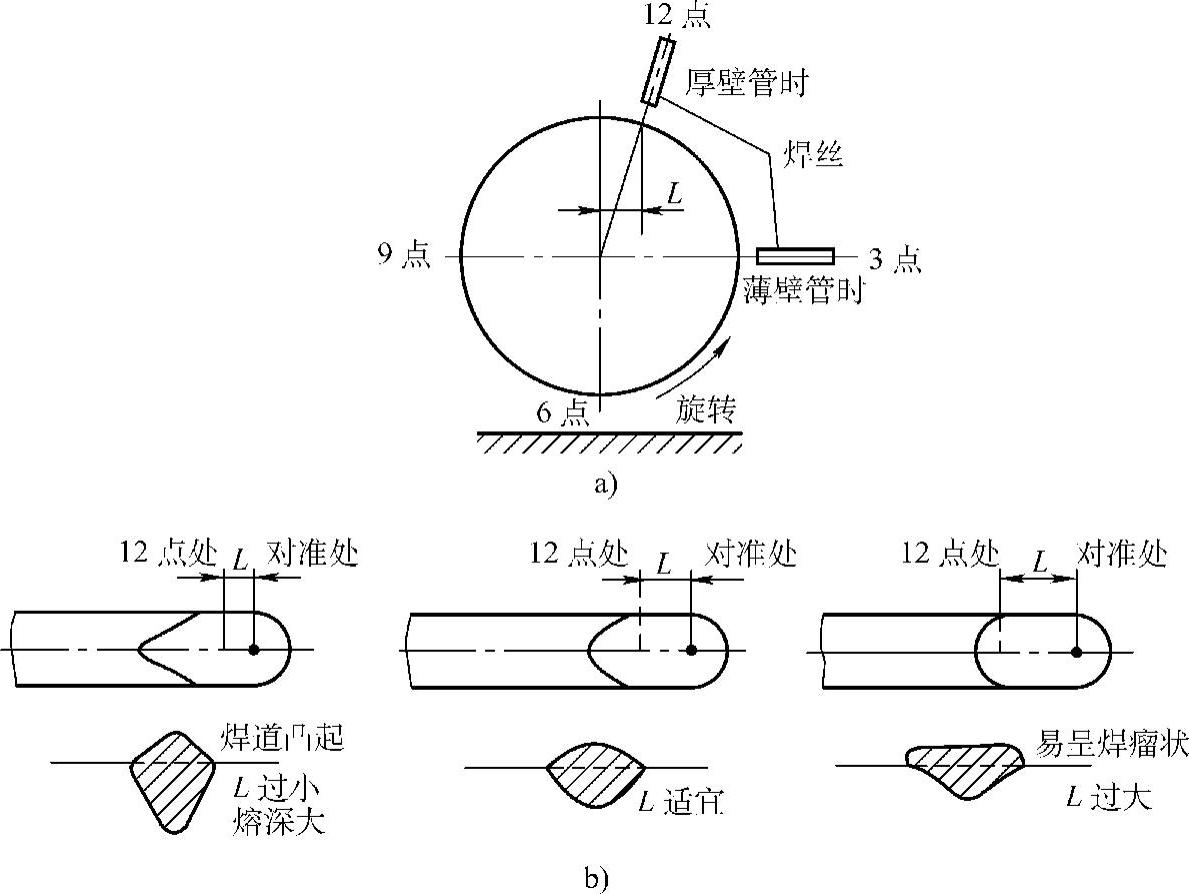
图8-28 水平回转管的焊枪指向与焊道成形
a)焊丝对准位置 b)厚壁管焊丝对准位置及焊道成形
2.水平固定管的焊接(https://www.xing528.com)
水平固定管的焊接通常又称为全位置焊接。因为它是管子固定不动,而焊枪绕管子圆周移动,整个焊接过程包括平焊、向下立焊、仰焊和向上立焊。为保证在不同的空间位置时,都能使液态金属不流失,焊道厚度均匀,熔合良好,不烧穿,成形美观,要求采用细焊丝、小电流的短路过渡形式。一般管壁较薄时,焊丝直径不超过1.0mm,管壁较厚时多采用ϕ1.2mm焊丝。
管壁较薄的可以不开坡口,不留根部间隙。管壁较厚,如中厚板以上,则要开坡口,并要留1~2mm的根部间隙。采取向上多层焊方法,一般是从6点处向12点焊接,需要摆动时,其要领可参照立焊。
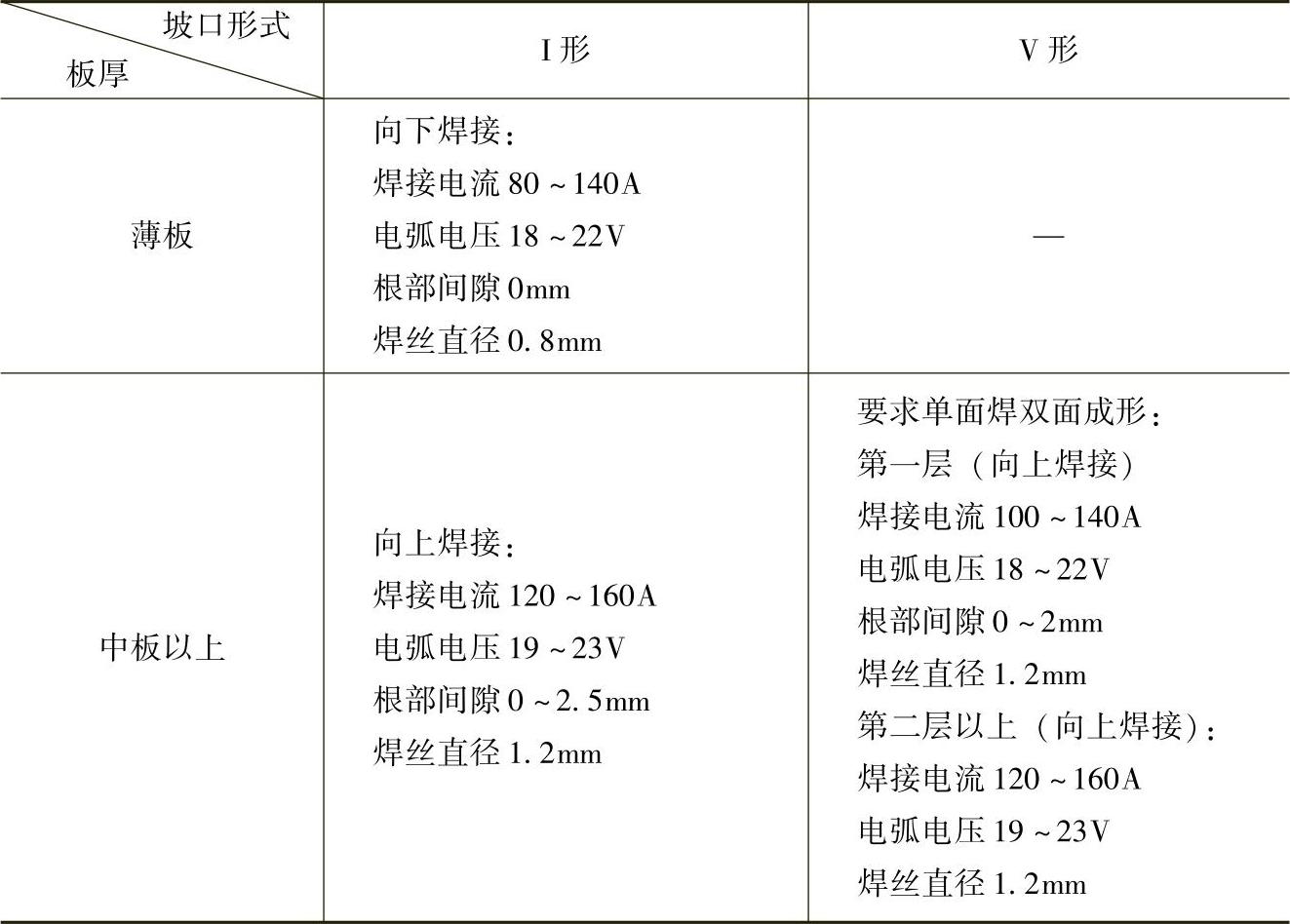
水平固定管的典型焊接参数可参见表8-14。
表8-14 水平固定管的典型焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。