



水平角焊时,当焊脚超过8mm时应采用多层焊。此时应注意焊道排列方式和各层之间的良好熔合,最终焊缝应尽量保持等焊脚,且焊缝表面平滑。
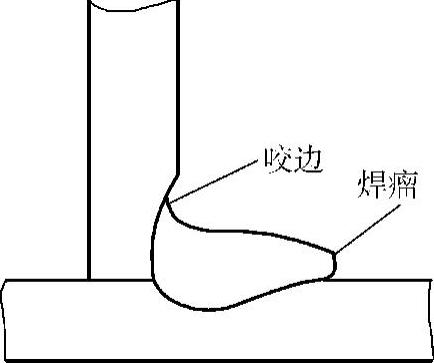
图8-13 水平角缝的咬边与焊瘤
如果共需焊两层,则可采用图8-14所示的焊枪状态。第一层时,焊枪与立板夹角较小,并指向距根部2~3mm处,电流稍大些,可采用左焊法或右焊法,亦可略有小幅度摆动,此时获得的是带有下淌倾向的焊道,焊脚尺寸不等。然后焊第二层,焊枪指向第一层焊道的凹坑处,采用左焊法,可根据情况采用直线法或小幅度摆动法。此时电流可稍小,焊接速度稍快。例如,第一层时电流为300~320A,则第二层时可为250~260A。电弧电压也可由第一层的32~34V降到第二层的28~30V。这样,最终可得到表面平滑的焊缝,焊脚尺寸相等。这种焊法适合于要求焊脚尺寸为8~12mm的焊缝。
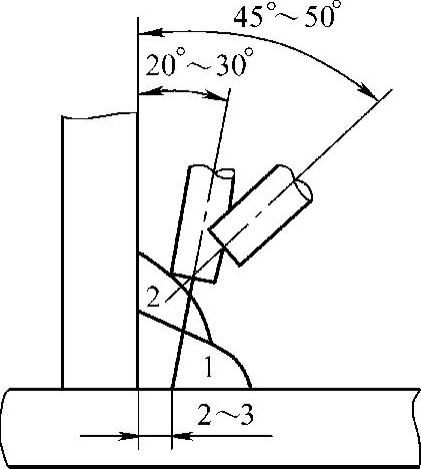
图8-14 两层焊时的焊枪状态
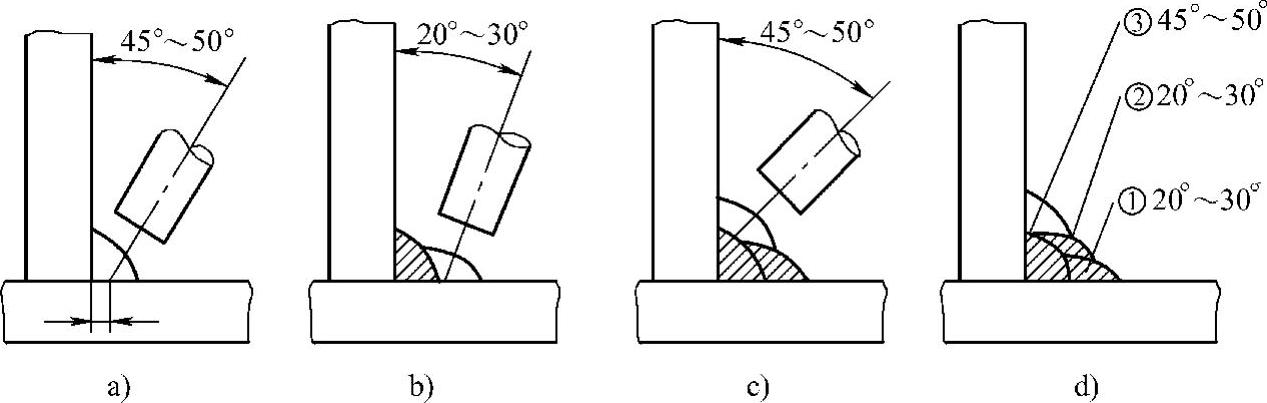
当要求的焊脚更大时,需采用三层或三层以上的焊接法,焊接次序如图8-15所示。其中第一层可按单道焊要领
 (https://www.xing528.com)
(https://www.xing528.com)
图8-15 厚板水平角缝多层焊焊道排列顺序
施焊,得到6~7mm的焊脚尺寸(见图8-15a)。第二层如图8-15b所示,焊枪指向第一层焊道与底板的焊趾处,可采用直线焊接或小幅摆动焊接法。要注意水平板一侧达到所要求的焊脚尺寸,同时焊趾整齐美观。
如果焊脚尺寸要求较小,为8~12mm时,可按图8-15c所示施焊,第二层焊两道即可;如果焊脚尺寸为12~14mm,则需按图8-15d所示施焊,第二层需焊三道。
针对更大的焊脚尺寸要求,可以按上述要领进行三层以上的焊接。但要注意,焊接层数越多,热量积累越多,故此焊道易下淌。所以层数越多时,焊接电流和电弧电压都要相应地减小,而焊接速度却要相应地增加。水平多层角焊缝的焊接次序如图8-16所示。
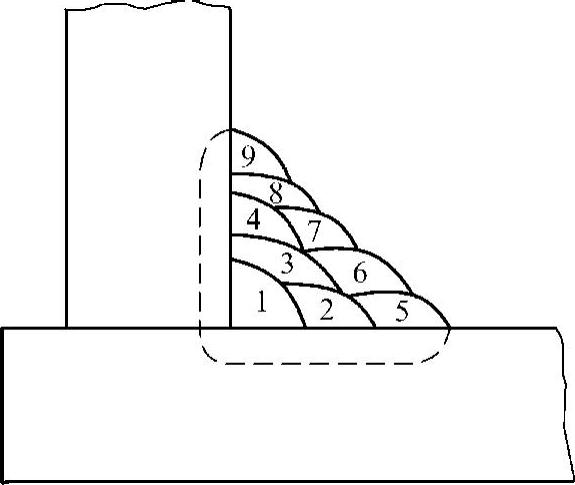
图8-16 水平多层角焊缝的焊接次序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。