



1.CO2气体保护焊的分类
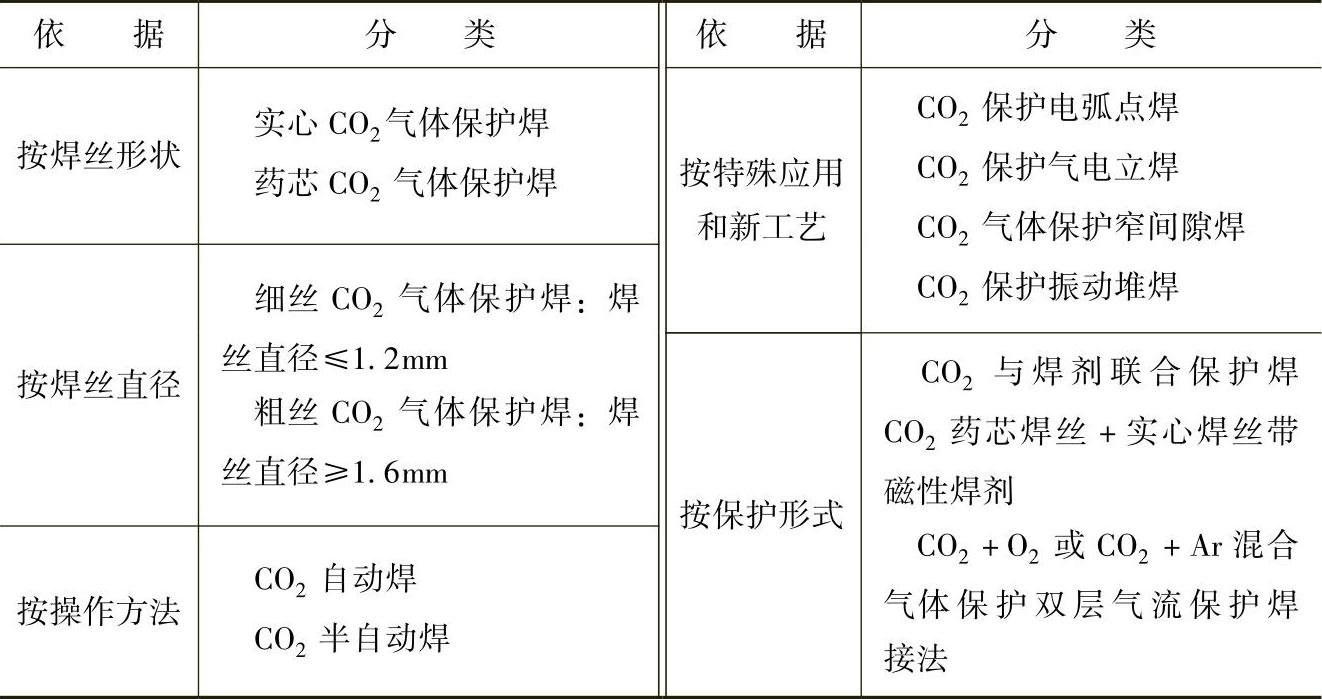
CO2气体保护焊有多种分类方法。表8-1是按照焊丝直径、操作方法、特殊应用和新工艺等对CO2气体保护焊进行的分类。目前在应用中,最常用的是根据焊丝形状(实心、药芯)对CO2气体保护焊的分类。
表8-1 CO2气体保护焊的分类
2.CO2气体保护焊的工艺特点
(1)CO2气体保护焊的优点
1)焊接成本低。CO2气体及CO2焊丝价格便宜,焊接能耗低,因此CO2气体保护焊的使用成本很低,只有埋弧焊及焊条电弧焊的30%~50%。
2)焊缝质量好。CO2气体保护焊抗锈能力强,对油污不敏感,焊缝氢含量低,抗裂性能好。(https://www.xing528.com)
3)生产效率高。CO2气体保护焊采用细丝焊接时,焊接电流密度较大,电弧热量集中,熔透能力强,熔敷速度快,且焊后无需进行清渣处理,因此生产效率高;半自动CO2气体保焊的效率比焊条电弧焊高1~2倍,自动CO2气体保护焊比焊条电弧焊高2~5倍。
4)适用范围广。适用于各种位置的焊接,而且既可用于薄板的焊接,又可用于厚板的焊接;CO2气流还能对焊件起一定的冷却作用,在一定程度上防止了焊接薄壁构件的烧穿问题,还能减小焊件变形。
5)便于实现自动化。CO2气体保护焊是明弧操作,便于监视及控制,焊前对焊件的清理工作可从简,有利于实现焊接过程的机械化及自动化。
(2)CO2气体保护焊的缺点
1)焊缝成形较粗糙,飞溅较大,特别是焊接参数匹配不当时,飞溅就更严重。
2)不能焊接易氧化的金属材料,且不适于在有风的地方施焊。
3)劳动条件较差。CO2气体保护焊弧光强度及紫外线强度分别为焊条电弧焊的2~3倍和20~40倍,电弧辐射较强;而且操作环境中CO2的含量较大,对工人的健康不利,故应特别重视对操作人员的劳动保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。