



1.焊条的选择
铸铁补焊时,应根据对焊缝的要求来选择焊条。例如焊缝不需要机械加工时,则可以选用铜铁铸铁焊条、高钒铸铁焊条等;如果焊后需对焊缝进行机械加工时,则可选用纯镍焊条、镍铜焊条或镍铁焊条,但这类焊条价格较贵。
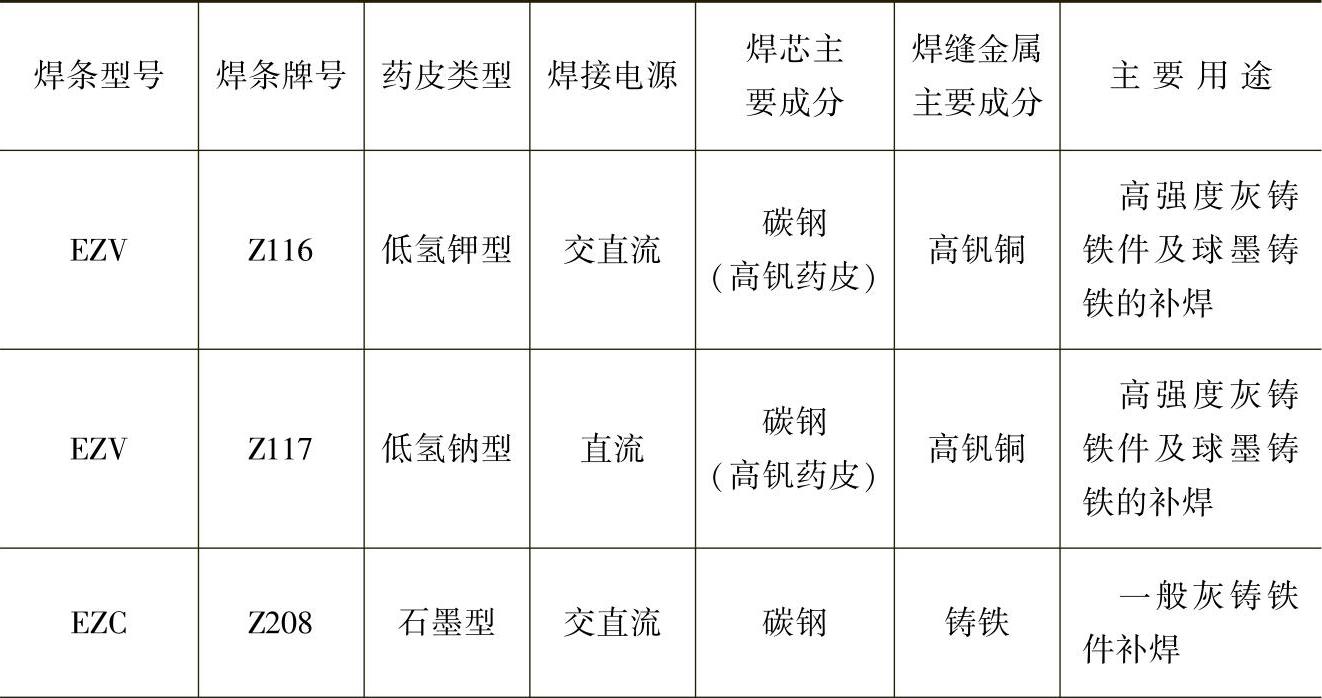
常用铸铁焊条的型号、成分和用途见表7-18。
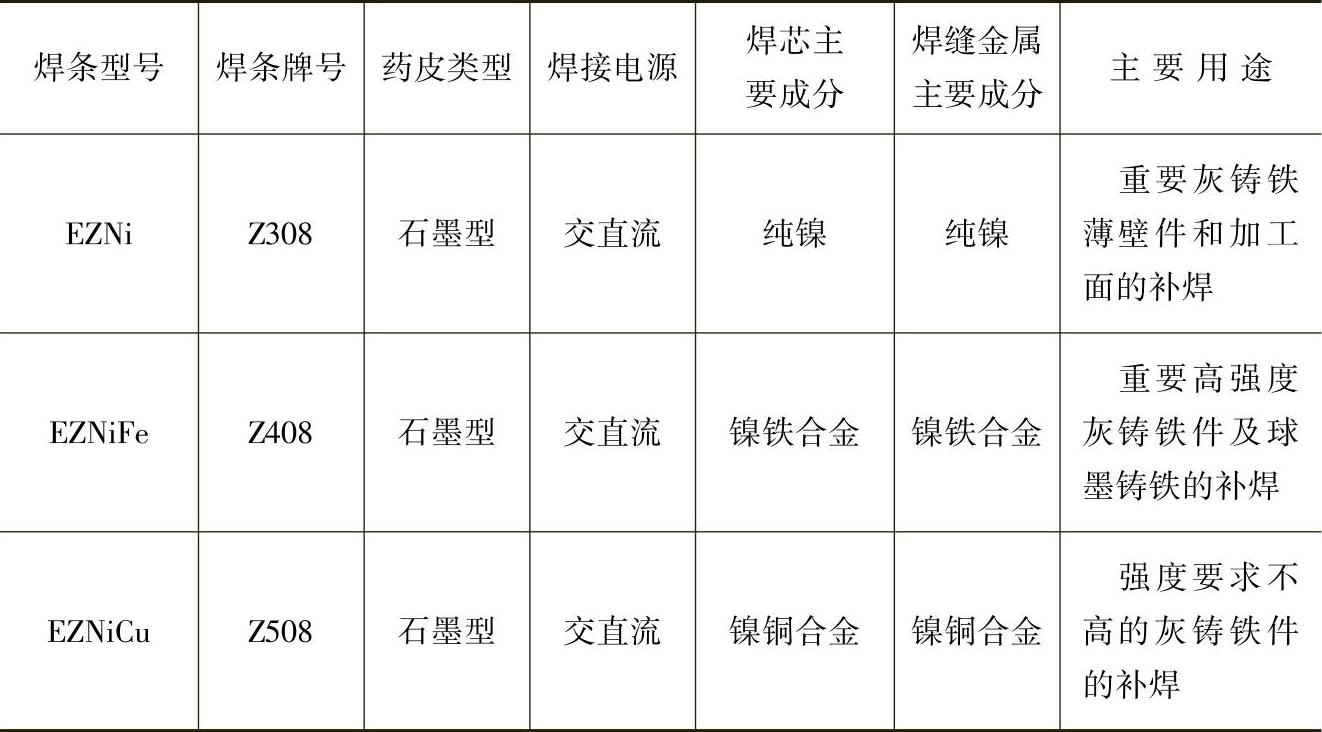
表7-18 常用铸铁焊条的型号、成分和用途
(续)
2.补焊方法和补焊要点
焊条电弧焊补焊铸铁的方法主要有以下几种。
(1)焊条电弧焊冷焊法 冷焊法由于焊前不预热,所以劳动条件好,生产效率高,焊接成本低,但焊缝及热影响区的冷却速度较快,极易形成白口和产生裂纹。为了保证铸铁的补焊质量,补焊前应清除干净焊接部位的油污、砂、水、锈等污物,并视缺陷的类型采取必要的措施。如裂纹两端需钻止裂孔,去除裂纹,并开成坡口。(https://www.xing528.com)
对深坡口的焊件,当母材材质差,而要求焊缝强度较高时,可在坡口两侧拧入钢质螺栓,如图7-1所示。焊接时,先环绕螺栓焊接,再填满螺栓之间的空隙。
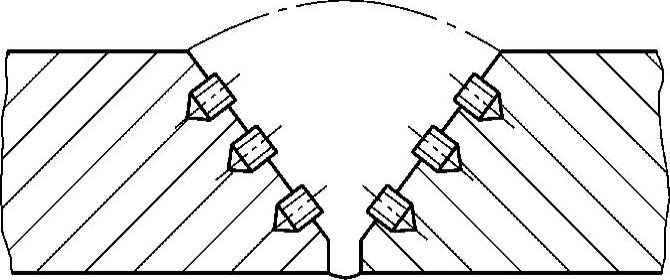
图7-1 用螺栓增强焊缝强度
焊接时,为避免母材熔化过多,减少白口层,应尽量采用小电流、短弧、短焊道(每段焊道长度一般不超过50mm)、直线运条法焊接,焊后应锤击焊缝,以消除应力,防止开裂,待温度降至60℃以下时再焊下一道。
(2)不预热焊条电弧焊法 不预热焊条电弧焊法与焊条电弧冷焊法的主要区别在于焊条使用含石墨化元素较多的铸铁作焊芯和石墨化型药皮。
焊接时,采用直流反接,用大电流、连续焊。因此被焊部分的温度较高,降低了焊缝熔合区金属的冷却速度,使石墨能充分析出,以减轻熔合区的白口化。
(3)焊条电弧焊半热焊法 焊前将焊件加热至400℃左右,采用钢芯石墨化型铸铁焊条。焊接时采用大电流、连续焊,使焊缝在缓慢冷却的情况下得到灰铸铁组织。
(4)焊条电弧热焊法 焊前将焊件整体或局部预热至550~650℃,并在400℃以上焊接。焊接时,采用铸铁芯铸铁焊条,用大电流焊接。除待焊部位外,其余均用石棉布遮盖,整个焊接过程一次完成。焊后可将焊件放在草木灰内缓冷,也可在预热炉内加热到一定温度后,随炉冷却。
因预热温度高,焊缝冷却缓慢,能有效地防止裂纹和白口产生,并能得到母体铸铁组织的焊缝,焊接质量高于其他焊接方法,但劳动条件较差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。