



1.焊前准备
坡口加工一般采用机械加工的方法,如采用等离子弧切割坡口时,要用砂轮机将被切割面打磨掉2mm以上。施焊前将坡口两侧20mm内的水分、油污、杂质清除干净,焊件表面不允许有机械损伤。
2.焊接注意事项
(1)采用小的热输入 在相同条件下,焊接电流应比普通碳钢、低合金结构钢小10%~20%。
(2)采取冷却措施 要采取强制冷却(例如水冷、吹压缩空气等)措施,控制层间温度,尽量减少焊缝在450~850℃的停留时间。
(3)采取拖焊法 焊条不准做横向摆动。
(4)其他
1)避免飞溅。
2)不可随便到处乱打弧。
3)焊缝表面应光洁,无凸凹不平现象,彻底除净焊缝表面残渣。
4)在接触腐蚀介质的焊缝根部,禁止预留垫板或锁边,要保证焊透。
5)焊接电缆卡头在焊件上要卡紧,以免发生打弧或过烧现象。
6)接触腐蚀介质的焊缝应最后焊接。
7)焊缝交接处要错开。
3.焊后处理
(1)固溶(或奥氏体化)处理 将焊接接头加热到1050~1100℃,然后急冷便得到稳定的奥氏体组织。经过这种处理后,如果焊接接头仍在危险温度区间工作,碳仍会析出形成贫铬层而产生晶间腐蚀。(https://www.xing528.com)
(2)均匀化处理(或称稳定化退火、免疫处理) 将焊接接头加热至850~900℃,保温一定时间,使奥氏体晶粒内部的铬有充分的时间扩散到晶界,使晶界处铬的质量分数又恢复到大于临界值(12%),从而避免产生晶间腐蚀。
4.焊条电弧焊
奥氏体不锈钢焊条药皮分为钛钙型和低氢型两种。为了获得良好的抗裂性和耐蚀性,通常在焊条制造过程中加入一定量的铁素体形成元素。
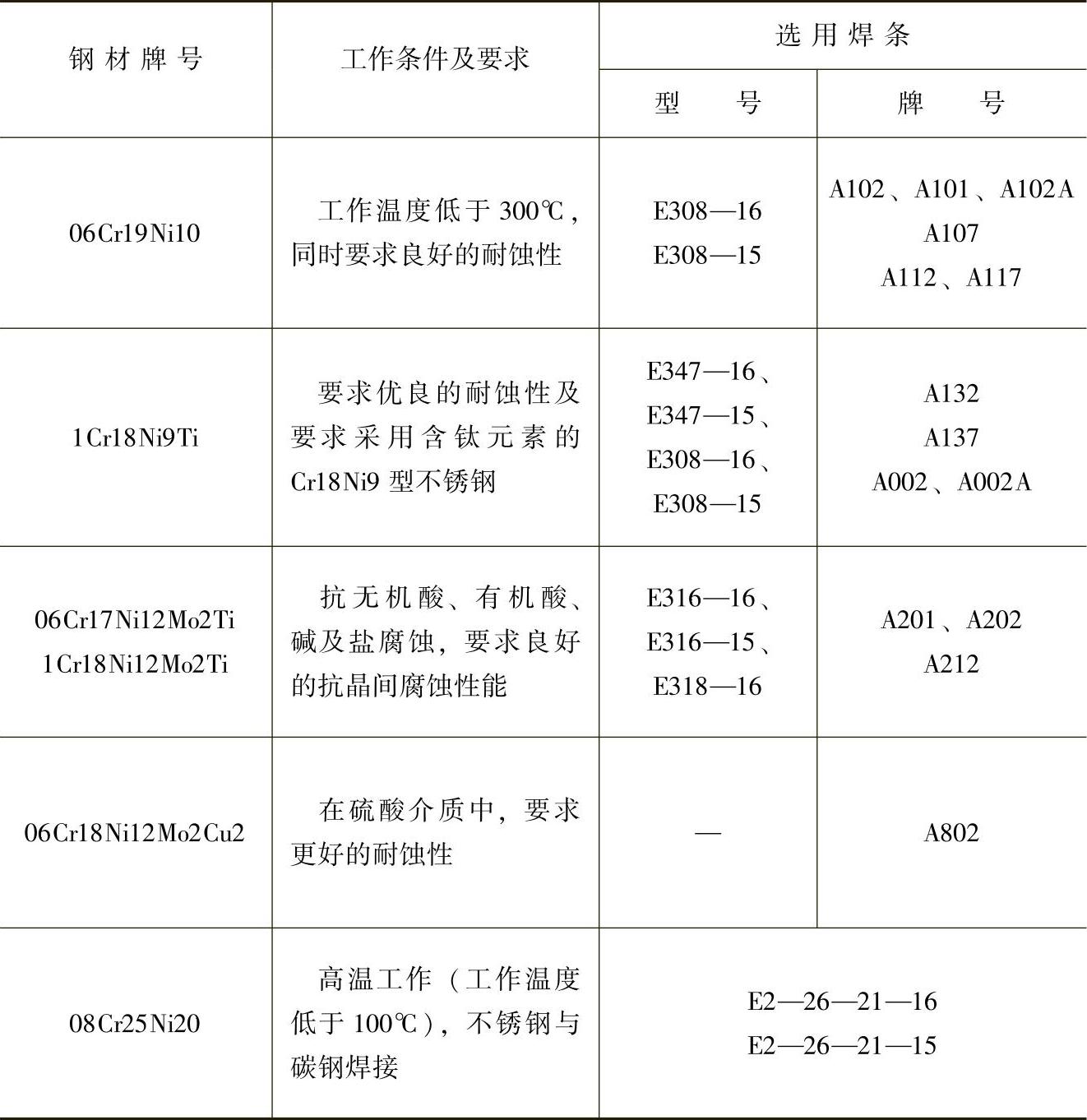
按等同性原则,根据不锈钢的化学成分、工作温度、介质和焊件结构合理地选择焊条。常用奥氏体不锈钢焊条的选用见表7-14。施焊前,焊条要严格地按焊条说明书上的烘干温度烘干。且放在焊条保温筒内,随用随取,其烘干次数不准超过两次。
表7-14 常用奥氏体不锈钢焊条的选用
5.氩弧焊
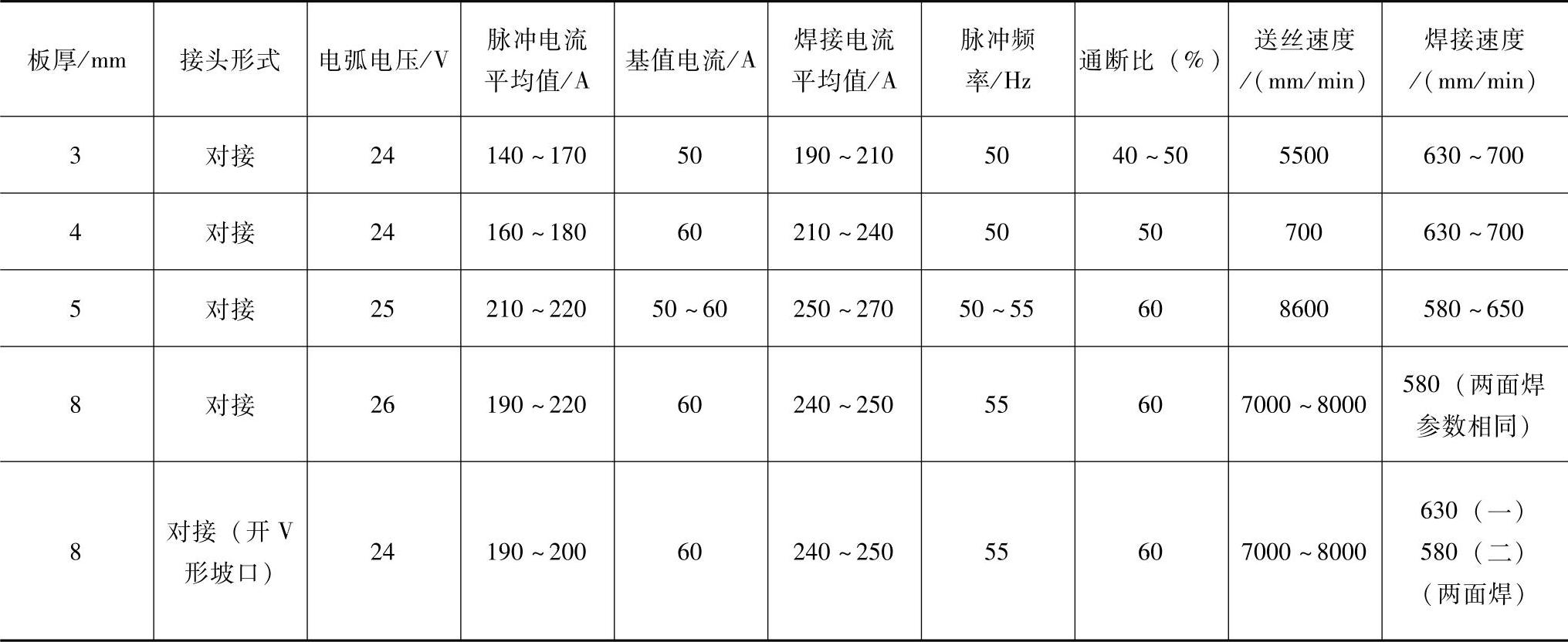
表7-15为焊接奥氏体不锈钢时氩弧焊焊接材料的选用、表7-16为奥氏体不锈钢手工钨极氩弧焊的焊接参数、表7-17为奥氏体不锈钢熔化极混合气体脉冲氩弧焊的焊接参数。
表7-15 焊接奥氏体不锈钢时氩弧焊焊接材料的选用
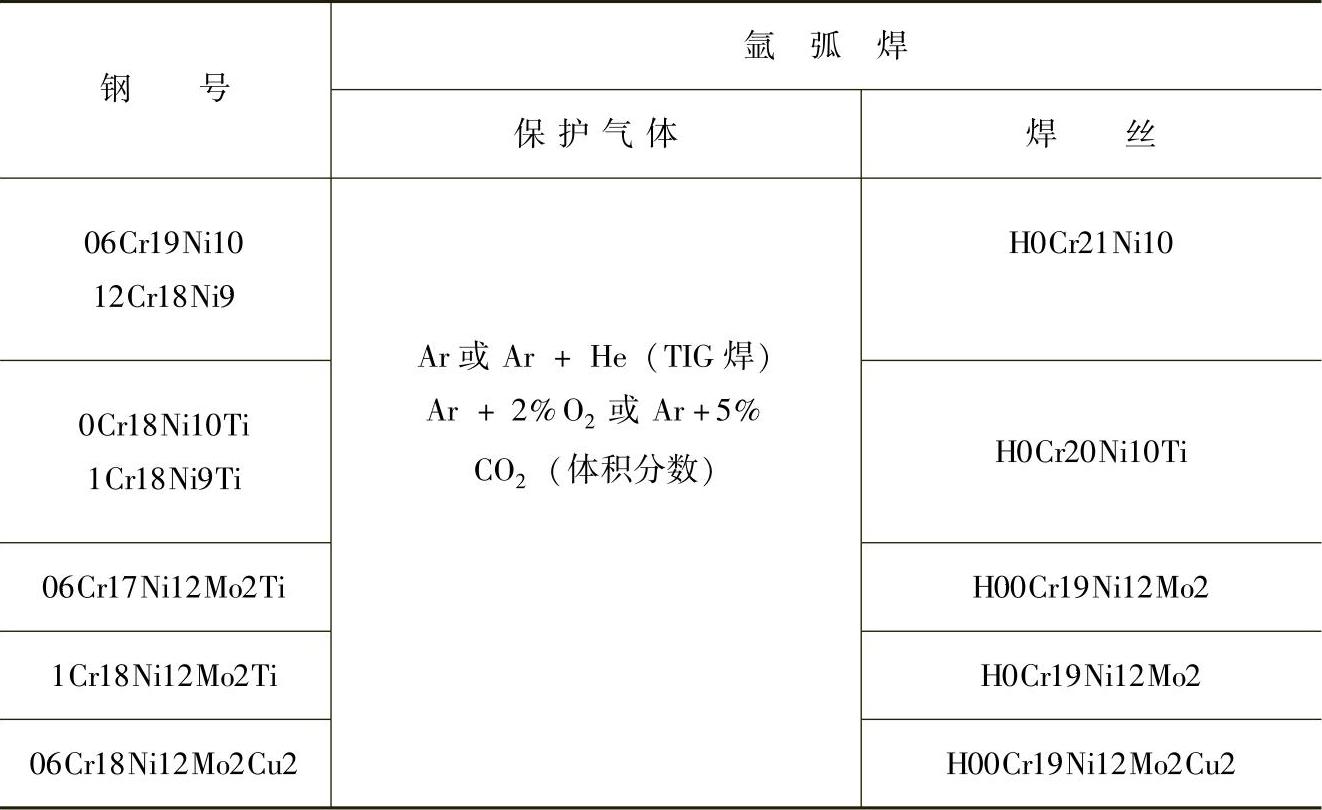
表7-16 奥氏体不锈钢手工钨极氩弧焊的焊接参数
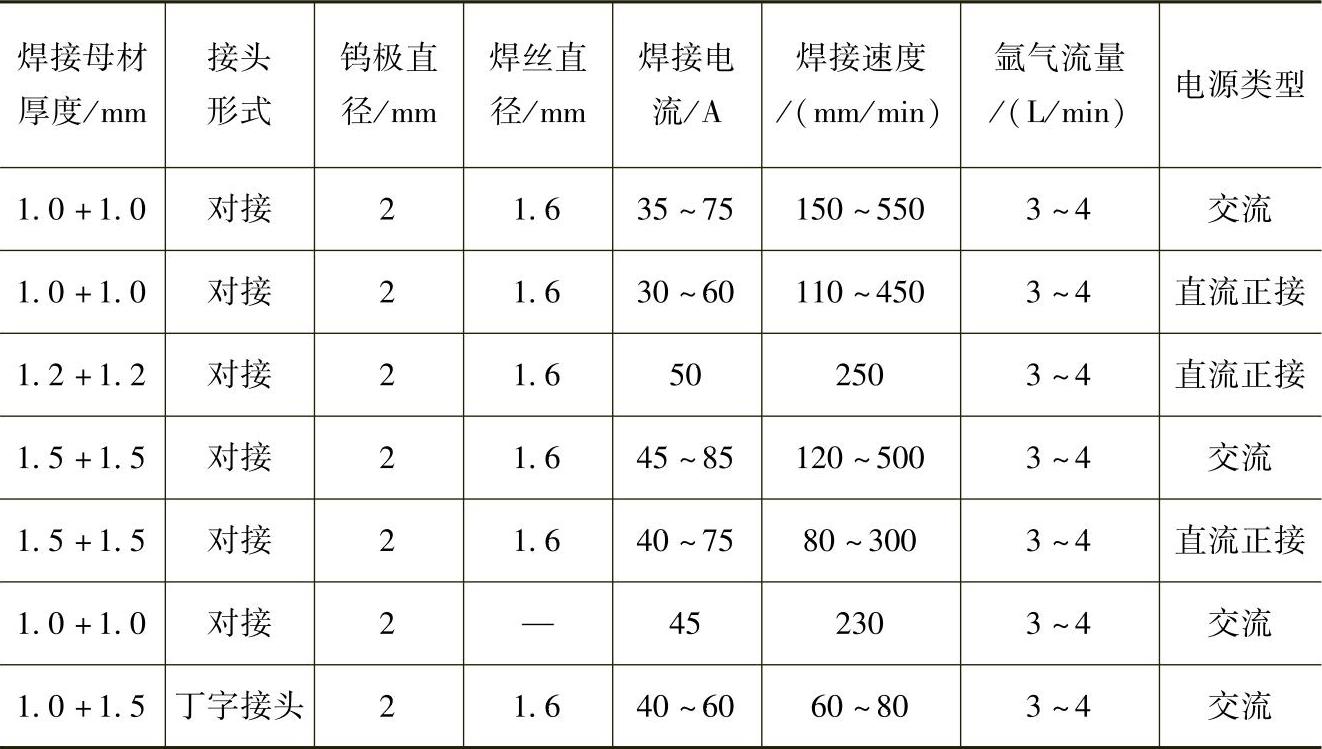
表7-17 奧氏体不锈钢熔化极混合气体脉冲氩弧焊的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。