



【摘要】:表7-12为珠光体耐热钢焊接材料的选用,表7-13为低合金耐热钢最低预热温度及焊后热处理温度。
1.焊接热输入的选择
珠光体耐热钢由于淬硬倾向大,焊后又进行热处理,单纯选用较小热输入焊接,会使接头增加淬硬程度,而选用较大的热输入焊接,又会使热影响区晶粒大而脆化。因此,用合适的预热加上适当较小的热输入焊接,对改善热影响区的韧性很有好处,焊接时一定要严格控制热输入。
2.预热和层间温度
珠光体耐热钢除很薄的板和管外,都要进行焊前预热和层间保温。
3.焊后缓冷
珠光体耐热钢焊后必须缓冷,即使在环境温度较高(炎热的夏天)的情况下焊接也必须做到这一点,一般是焊后立即用石棉布覆盖焊缝及近缝区。小的焊件可以直接放在石棉灰中,以确保缓冷。
4.焊接过程中的注意事项
1)焊缝要尽量一次焊完,最好不要中断。如果需中间暂停时,也应使已焊部分缓慢冷却,必要时进行中间热处理。再进行焊接前,必须仔细清理、检查并预热焊件。
2)厚板宜采用多层焊,以增加自回火作用。(https://www.xing528.com)
3)控制层间温度,使其不低于预热温度。
4)不允许进行强制装配,定位焊时也应预热。
5.焊后热处理
这类钢焊后都要立即进行高温回火,以消除内应力,改善组织,并有去氢作用。如果焊后不能立即进行热处理时,则立即进行后热处理(消氢处理)。表7-12为珠光体耐热钢焊接材料的选用,表7-13为低合金耐热钢最低预热温度及焊后热处理温度。
表7-12 珠光体耐热钢焊接材料的选用

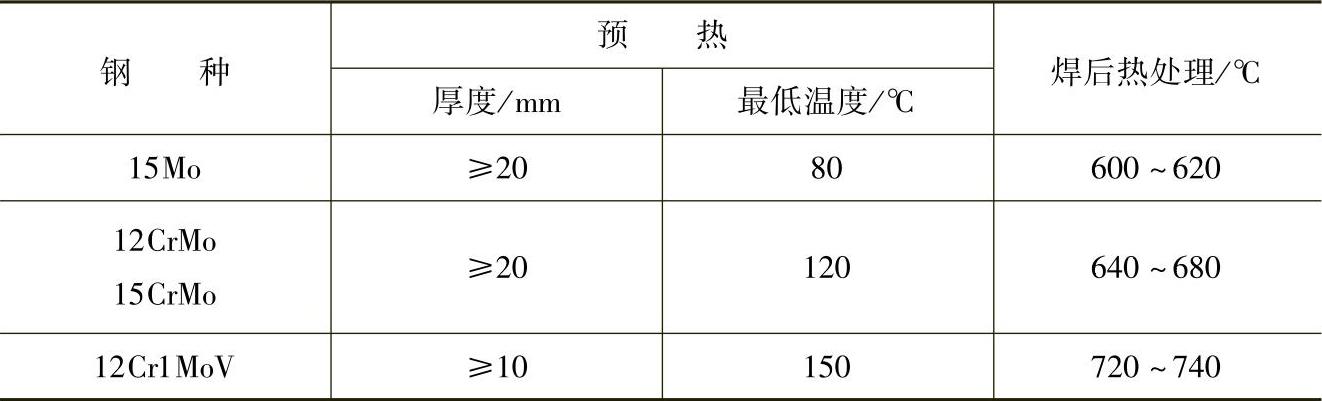
表7-13 低合金耐热钢最低预热温度及焊后热处理温度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。