



1.焊前准备和组装要求
(1)焊前准备 焊前清理干净坡口边缘油污;严格按规定烘干焊条,注意控制焊接材料和母材中的硫、磷含量。
(2)组装要求 装配时,装配间隙不能过大,不能强制装配。焊前需要预热的材料,定位焊时也应预热,用与正式焊缝相同的焊条焊接定位焊缝,且定位焊缝的长度不小于50mm。
2.焊条的选择
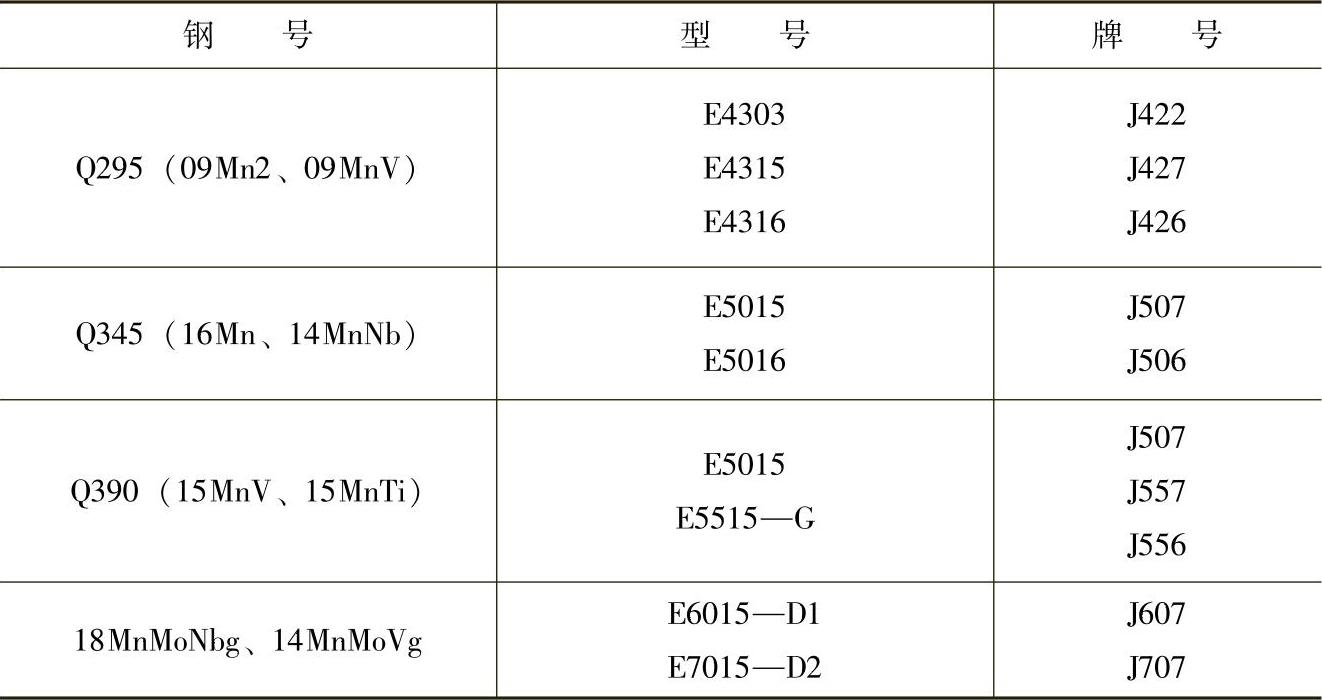
低合金结构钢焊接时,主要根据钢材的力学性能选择相应强度等级的焊条。同时还要考虑坡口形式、焊后冷却速度以及结构件的使用条件等。对强度高或要求低温性能好的重要结构件,要选用碱性低氢型焊条;对于强度等级低而非重要的结构件可以选择相同强度等级的酸性焊条。
常用低合金结构钢的焊条选择见表7-9。
表7-9 常用低合金结构钢的焊条选择
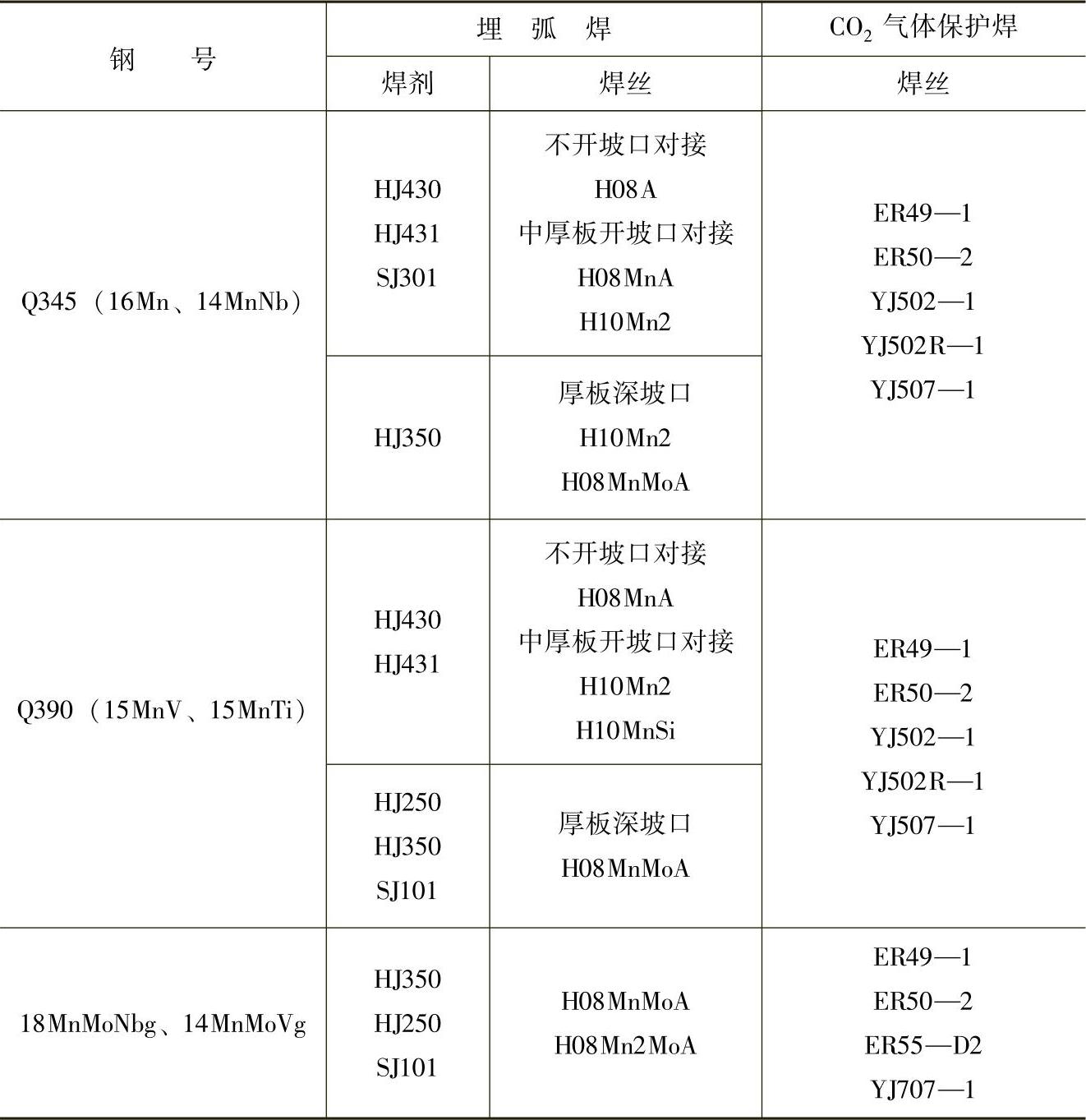
3.埋弧焊、CO2气体保护焊用焊材选择
常用低合金结构钢埋弧焊、CO2气体保护焊用焊接材料见表7-10。
表7-10 常用低合金结构钢埋弧焊、CO2气体保护焊用焊接材料
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
4.焊接参数选择
低合金结构钢焊接时,要严格控制热输入,热输入对热影响区淬硬组织和过热组织的脆化有直接影响,所以焊接施工前应通过焊接工艺评定来确定焊接参数。
5.焊前预热、后热和焊后热处理
低合金结构钢焊接时,根据结构的刚度、接头形式、环境温度等因素合理地选择预热和热处理工艺来保证这类钢的焊接质量。
对于强度等级大的钢应采用焊后保温缓冷措施,强度等级大于500MPa,且有延迟裂纹倾向的低合金结构钢,焊后应立即进行后热处理,温度为300~400℃,保温3~6h。
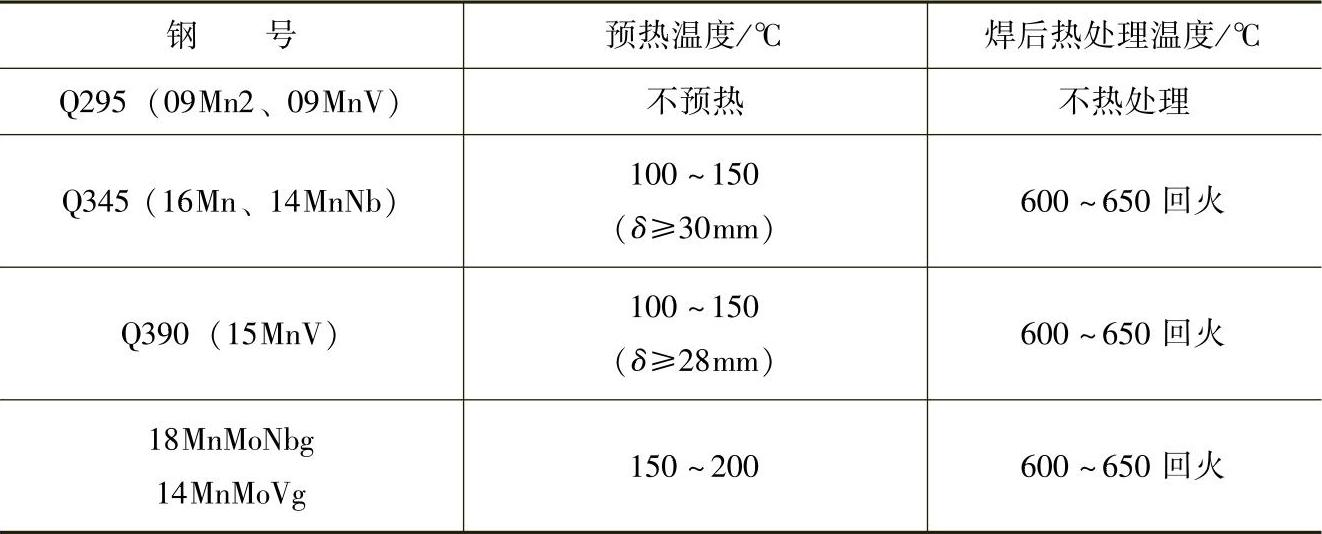
常用低合金结构钢的焊前预热和焊后热处理温度见表7-11。
表7-11 常用低合金结构钢的焊前预热和焊后热处理温度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。