



【摘要】:焊接低碳钢时,一般不需要采用特殊的工艺措施,对焊接电源没有特殊要求。低碳钢焊缝的综合力学性能较好,产生裂纹的倾向性较小。焊接低碳钢时,主要是根据母材的强度等级和焊接结构的工作条件来选择焊条,一般的结构选用酸性焊条,重要结构或低温下工作的结构选用碱性低氢型焊条。表7-5 低碳钢的预热温度3)焊后热处理。表7-6为几种低碳钢气体保护焊时焊接材料的选用。
1.低碳钢的焊接性分析
由于低碳钢的碳含量较小,故其焊接性较好。
焊接低碳钢时,一般不需要采用特殊的工艺措施,对焊接电源没有特殊要求。低碳钢焊缝的综合力学性能较好,产生裂纹的倾向性较小。沸腾钢由于其脱氧不完全,硫、磷等杂质分布不均匀,焊接时热裂纹倾向比较大,厚板焊接时还可能产生层状撕裂现象。
2.低碳钢的焊接工艺
(1)焊条电弧焊
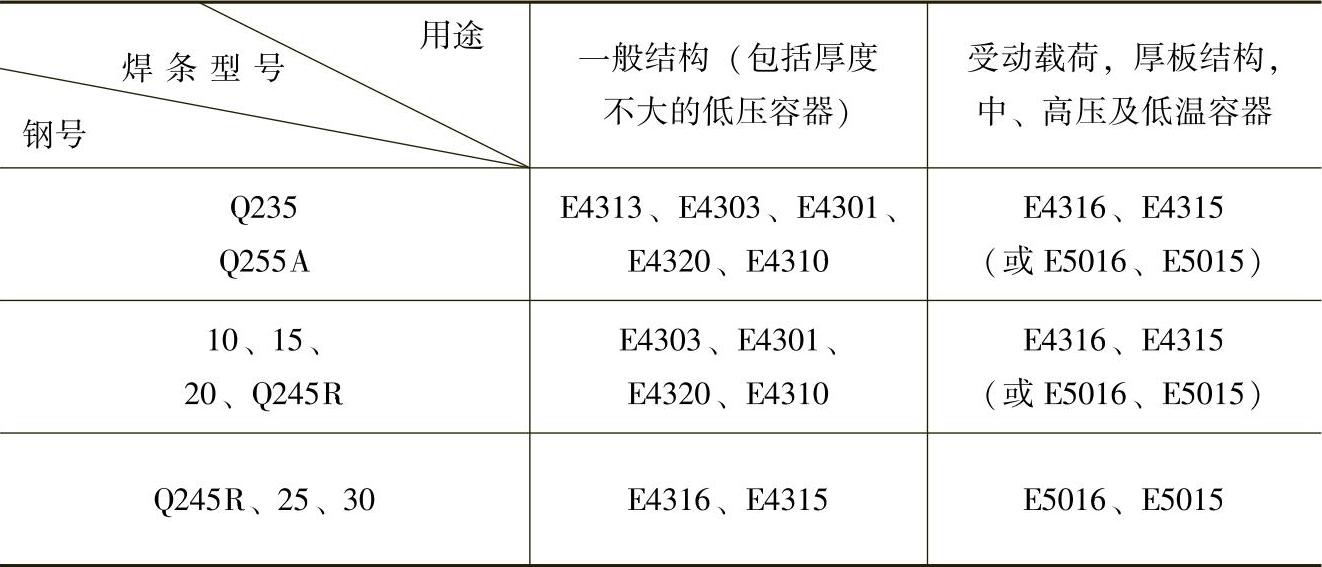
1)焊条的选择。焊接低碳钢时,主要是根据母材的强度等级和焊接结构的工作条件来选择焊条,一般的结构选用酸性焊条,重要结构或低温下工作的结构选用碱性低氢型焊条。常用低碳钢焊接时焊条的选择见表7-4。
表7-4 常用低碳钢焊接时焊条选择
 (https://www.xing528.com)
(https://www.xing528.com)
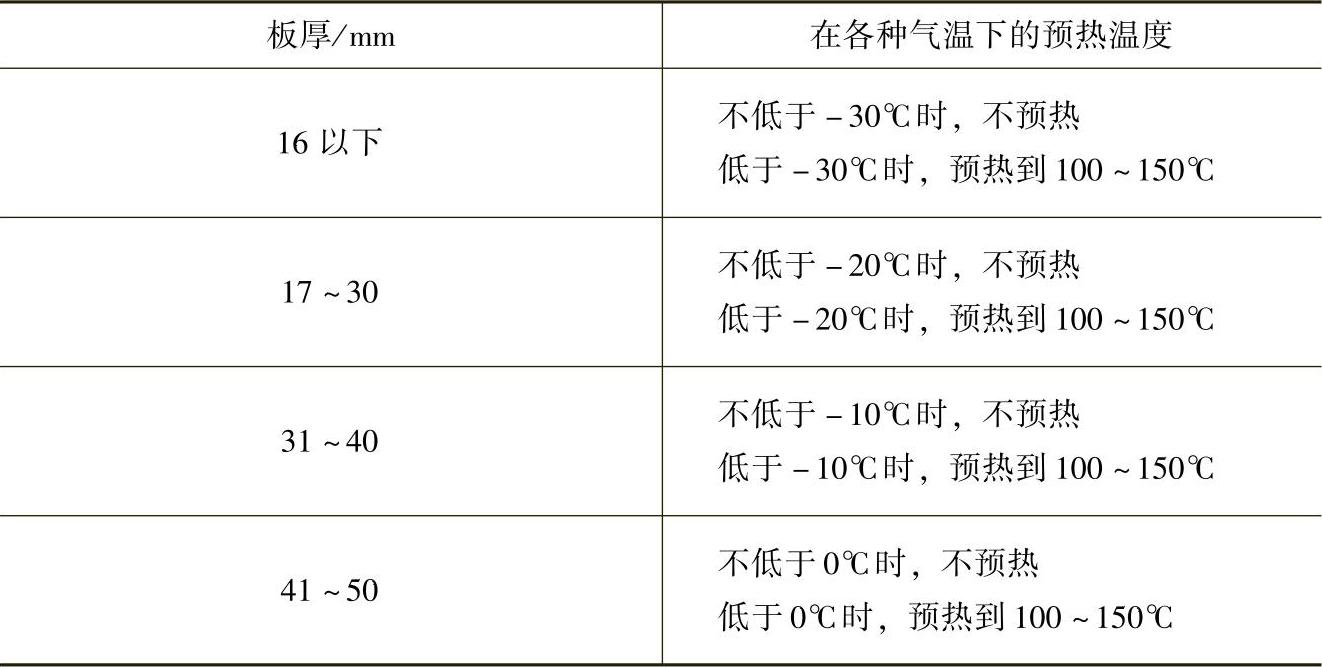
2)预热。低碳钢一般不需要焊前预热。但在低温情况下,焊接结构刚度大的构件时,裂纹倾向性增加,焊前需要进行预热,低碳钢的预热温度见表7-5。
表7-5 低碳钢的预热温度
3)焊后热处理。低碳钢焊后一般不需要进行热处理,但当结构刚度较大或壁厚大于36mm时,焊后可采用600~650℃的退火处理。
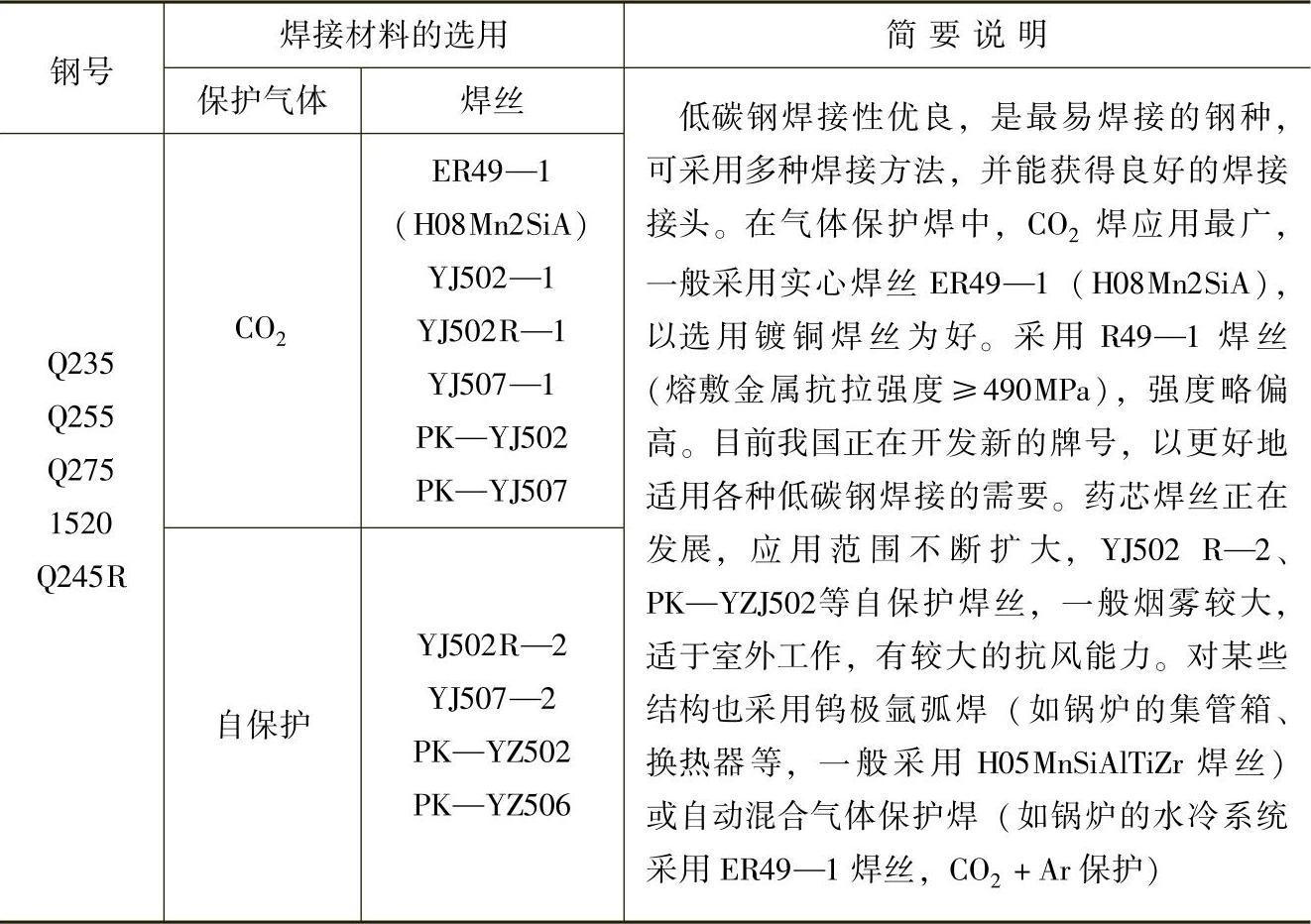
(2)CO2气体保护焊CO2气体保护焊应用的实心焊丝主要有H08Mn2Si和H08Mn2SiA(ER49—1);药芯焊丝则有EF01—5020(YJ502—1)、EF01—5052(YJ502R—1)、EF03—5040(YJ507—1)、EF03—5004(YJ507 Ni—1)以及EF01—5052(YJ502R—2)、EF04—5020(YJ507—2)等,而后两种则为自保护类型。表7-6为几种低碳钢气体保护焊时焊接材料的选用。
表7-6 几种低碳钢气体保护焊时焊接材料的选用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。