



1.基本焊接电路
焊条电弧焊的基本焊接电路由交流或直流弧焊电源、焊钳、电缆、焊条、电弧、工件等组成,如图6-13所示。
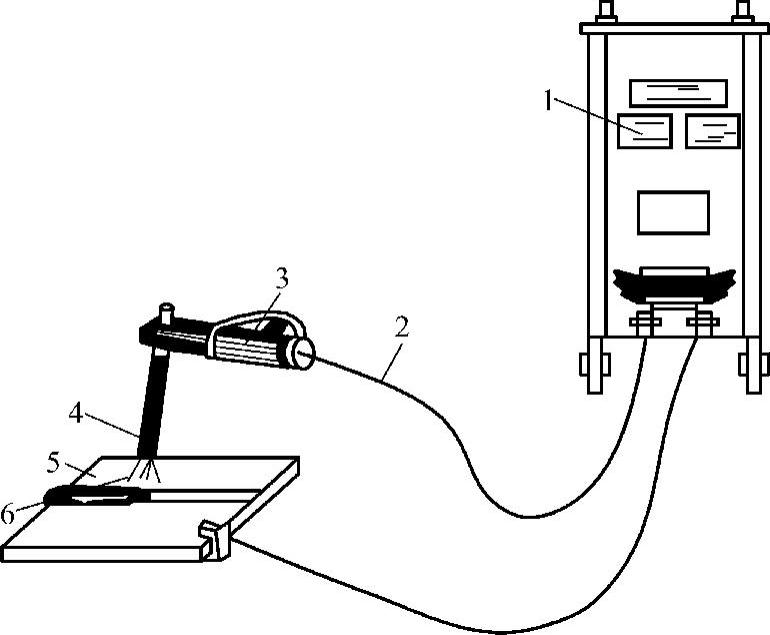
图6-13 焊条电弧焊基本焊接电路
1—弧焊电源 2—电缆 3—焊钳 4—焊条 5—工件 6—电弧
用直流电源焊接时,工件和焊条与电源输出端正、负极的接法有两种:工件接直流电源的正极,焊条接负极时,称为正接或正极性;工件接电源的负极,焊条接正极时,称为反接或负极性。无论采用正接还是反接,都主要从电弧稳定燃烧的条件来考虑,不同的焊条要求不同的接法。用交流弧焊电源时,极性在不断变化,所以不用考虑极性的接法。
2.弧焊电源
焊条电弧焊电源主要是根据所使用的焊条类型和所要焊接的焊缝形式进行选择。碱性焊条必须选用直流弧焊电源,以保证电弧稳定燃烧。酸性焊条虽然可选用交流或直流弧焊电源,但一般选用结构简单、价格较低的交流弧焊电源。(https://www.xing528.com)
另外,还要根据焊接产品所需的焊接电流范围和实际负载持续率来选择弧焊电源的容量,即弧焊电源的额定电流。额定电流是在额定负载持续率条件下允许使用的最大焊接电流,焊接过程中使用的焊接电流值如果超过额定电流值,就要考虑更换额定电流值大一些的弧焊电源或者降低弧焊电源的负载持续率。
3.常用焊条电弧焊焊机
(1)弧焊变压器BX1—300型,该焊机的电源采用动铁式弧焊变压器。电流调节范围为75~400A。
BX1—330型,该焊机的电源采用动铁式弧焊变压器。焊接电流的调节分粗调和细调两种,电流调节范围为50~450A。
BX3—300型,该焊机的电源采用动圈式弧焊变压器。焊接电流的调节也分粗调和细调两种,电流调节范围为40~380A。
(2)弧焊整流器ZX5—400型,该焊机的电源采用晶闸管弧焊整流器。工作电压为21~36V,焊接电流的调节范围为40~400A。
(3)逆变式弧焊整流器ZX7—400型,该焊机的电源采用逆变式焊接电源。工作电压为36V,焊接电流的调节范围为50~400A。逆变式焊接电源具有众多的优点,逐步成为焊机更新换代的产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。