



脉冲弧焊电源所提供的电流是周期性脉冲式的,一般有两种电流,即基本电流(维弧电流)和脉冲电流。这两种幅值交替变化的电流可以分别由两个电源提供,也可以由一个电源提供。
1.脉冲弧焊电源的特点
1)提供周期性变化的脉冲焊接电流,便于对电弧功率和熔池大小进行控制。
2)可调的焊接参数多,基本电流大小、脉冲电流幅值、脉冲频率、脉冲电流宽度、脉冲电流的上升斜率和下降斜率等参数可调。
3)可以利用普通弧焊电源改造而成。
2.脉冲电流的波形
脉冲弧焊电源可获得正弦半波(或局部正弦半波)、矩形波和三角形波三种最基本的脉冲电流波形。
3.脉冲弧焊电源的应用
1)适用于各种气体保护焊、等离子弧焊、焊条电弧焊。
2)借助窄间隙脉冲气体保护焊可对厚度在150mm以上的厚大工件进行焊接,也可对厚度仅几十微米的超薄金属板进行焊接。
3)除用于普通金属及其低合金材料的焊接外,特别适用于普通电弧焊难以胜任的对热输入敏感性大的高合金钢或稀有金属的焊接。
4)用于全位置自动焊、管道自动焊,具有独特的优越性。
5)适用于单面焊双面成形和封底焊等。
6)晶闸管式、晶体管式和逆变式脉冲弧焊电源可用于机器人弧焊工艺。
4.常用脉冲电源
(1)晶闸管式脉冲弧焊电源 以WSM系列钨极脉冲氩弧焊机为例。由KW控制器与ZX5系列晶闸管弧焊整流器或ZX7系列逆变式弧焊整流器组合而成,是目前国内使用较多的产品之一。KW控制器的作用是控制氩弧焊的工艺程序(提前送气、滞后停气、通断电流、通断高频引弧器等),为整流器提供给定值的脉冲信号,并实现电流递增衰减和实施安全保护。
WSM—250型钨极脉冲氩弧焊机的主要技术参数如下:
空载电压:58V;
额定焊接电流:250A;
脉冲峰值电流调节范围:25~250A;
脉冲基值电流调节范围:25~60A;(https://www.xing528.com)
脉冲峰值时间调节范围:0.02~3s;
脉冲基值时间调节范围:0.02~5s;
电流递增时间:0~5s;
电流衰减时间:0~15s;
提前送气时间:3s;
滞后停气时间:15s;
引弧方式:高频振荡引弧;
额定负载持续率:60%。
WSM系列焊机的主要特点:
1)既有直流工作方式又有脉冲工作方式,拓宽了使用范围,尤其适用于薄板焊接和全位置焊接。
2)采用无触点控制,提高了工作可靠性。
3)脉冲周期调节采用15挡刷形开关,且脉冲峰值时间和基值时间均可独立调节,调节范围宽。
4)具有电流递增、衰减功能,并可独立调节其速度。
5)配用ZX5或ZX7电源,具有陡降外特性,焊接电流稳定。
6)电路简单、工作可靠、维修方便。
(2)逆变式脉冲弧焊电源 包括晶闸管式、晶体管式、场效应管式和IGBT脉冲弧焊电源。对于晶闸管式逆变脉冲弧焊电源,因其采用PFW调制方式,逆变器的工作频率越高,焊接电流或电压也就越大,当逆变器的工作频率按脉冲的规律变化时,在频率高时输出脉冲电流,频率低时输出维弧电流。
晶体管式、场效应管式和IGBT脉冲弧焊电源采用PWM调制方式,给定信号值越大,脉冲的宽度越大,输出的平均电流或电压也就越大,如果给定信号值按脉冲的规律变化,一段时间内大,一段时间内小,则脉冲的宽度也会按此给定信号值的大小而变化,使输出的平均电流在一段时间内大(成为脉冲电流),一段时间内小(成为维弧电流)。这种通过PWM低频调制获得的脉冲电流和维弧电流,其波形如图6-12所示。
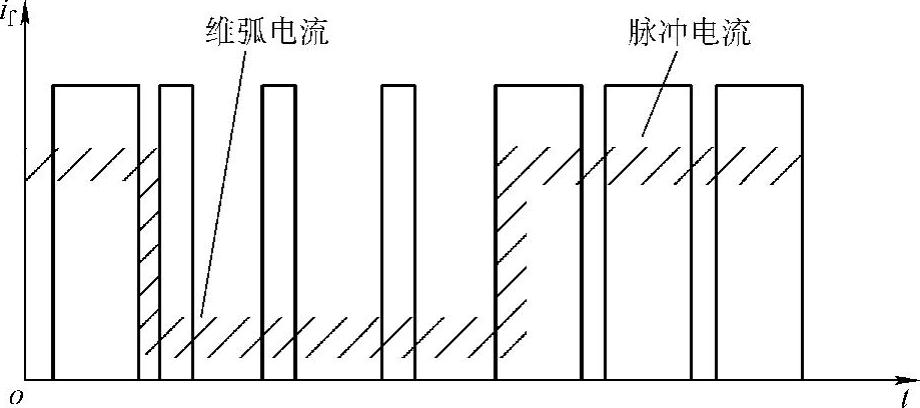
图6-12 PWM低频调制获得的脉冲电流和维弧电流
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。